2.Устройство по п. 1, отличающееся тем, что, с целью повышения чистоты поверхности среза созданием необходимого усилия прижима, обеспечивающего плотное прилегание предварительно зачищенного сварного щва к ложементу, резцовая головка снабжена прижимным роликом, установленным между резцами с возможностью установочного перемещения.
3.Устройство по п. 1, отличающееся тем, что, с целью обеспечения стабильной работы резцовой головки в начале и конце процесса резания, оно снабжено опорными плитами.
4.Устройство по п. 1, отличающееся тем, что, с целью обеспечения необходимого усилия прижима резцовой головки к обрабатываемой поверхности трубы, противоотжим снабжен прижимной клиновидной планкой, установленной с возможностью продольного перемещения.
5.Устройство по п. 1, отличающееся тем, что резцы в резцовой головке закреплены с возможностью перемещения по наклонной поверхности, при этом резец предварительной зачистки выполнен с прямолинейной режущей кромкой, а окончательной - с криволинейной.
| название | год | авторы | номер документа |
|---|---|---|---|
| Резцовая головка гратоснимателя | 1982 |
|
SU1073038A1 |
| Гратосниматель для удаления внутреннегогРАТА B ТРубАХ | 1976 |
|
SU810331A1 |
| РЕЗЦОВЫЙ ГРАТОСНИМАТЕЛЬ СВАРОЧНОЙ МАШИНЫ | 2011 |
|
RU2471599C1 |
| РЕЗЦОВАЯ ГОЛОВКА ДЛЯ УДАЛЕНИЯ ВНУТРЕННЕГО ГРАТА В ЭЛЕКТРОСВАРНЫХ ТРУБАХ | 2014 |
|
RU2595163C2 |
| ПЕРЕНОСНОЕ УСТРОЙСТВО ДЛЯ ЗАЧИСТКИ ТРУБ | 1970 |
|
SU278369A1 |
| РЕЗЦОВАЯ ГОЛОВКА ДЛЯ УДАЛЕНИЯ ВНУТРЕННЕГО ГРАТА В ЭЛЕКТРОСВАРНЫХ ТРУБАХ | 2000 |
|
RU2199425C2 |
| РЕЗЦОВАЯ ГОЛОВКА ДЛЯ УДАЛЕНИЯ ВНУТРЕННЕГО ГРАТА В ЭЛЕКТРОСВАРНЫХ ТРУБАХ | 2016 |
|
RU2633857C1 |
| Способ контактной стыковой сварки оплавлением полос | 1983 |
|
SU1134331A1 |
| РЕЗЦОВАЯ ГОЛОВКА ДЛЯ УДАЛЕНИЯ ВНУТРЕННЕГО ГРАТА В ЭЛЕКТРОСВАРНЫХ ТРУБАХ | 1996 |
|
RU2100169C1 |
| УСТРОЙСТВО ДЛЯ ЗАЧИСТКИ СОЕДИНЕНИЙ ПОЛОС ПРИ КОНТАКТНОЙ СТЫКОВОЙ СВАРКЕ ОПЛАВЛЕНИЕМ | 2011 |
|
RU2456140C1 |
1. УСТРОЙСТВО ДЛЯ ЗАЧИСТКИ СВАРНЫХ ШВОВ, содержащее основание с консольно закрепленной плитой, на которой размещен ложемент с механизмом ориентации и крепления трубной заготовки, резцовую головку с шабрируюшими резцами ..лг предварительной и окончательной зачистки, закрепленными на наклонных поверхностях резцовой головки ступенчато относительно друг друга, и опорными роликами и привод, отличающееся тем, что, с целью расширения технологических возможностей обеспечением возможности снятия грата как с внутренней, так и с наружной сторон трубной заготовки и повышением качества, оно снабжено противоотжимом, выполненным в виде штанги с прямоугольным пазо.м в поперечном сечении, в котором с возможностью продольного перемещения размещена резцовая головка, контактирующая с верхней и боковыми стенками паза противоотжима. сл ;о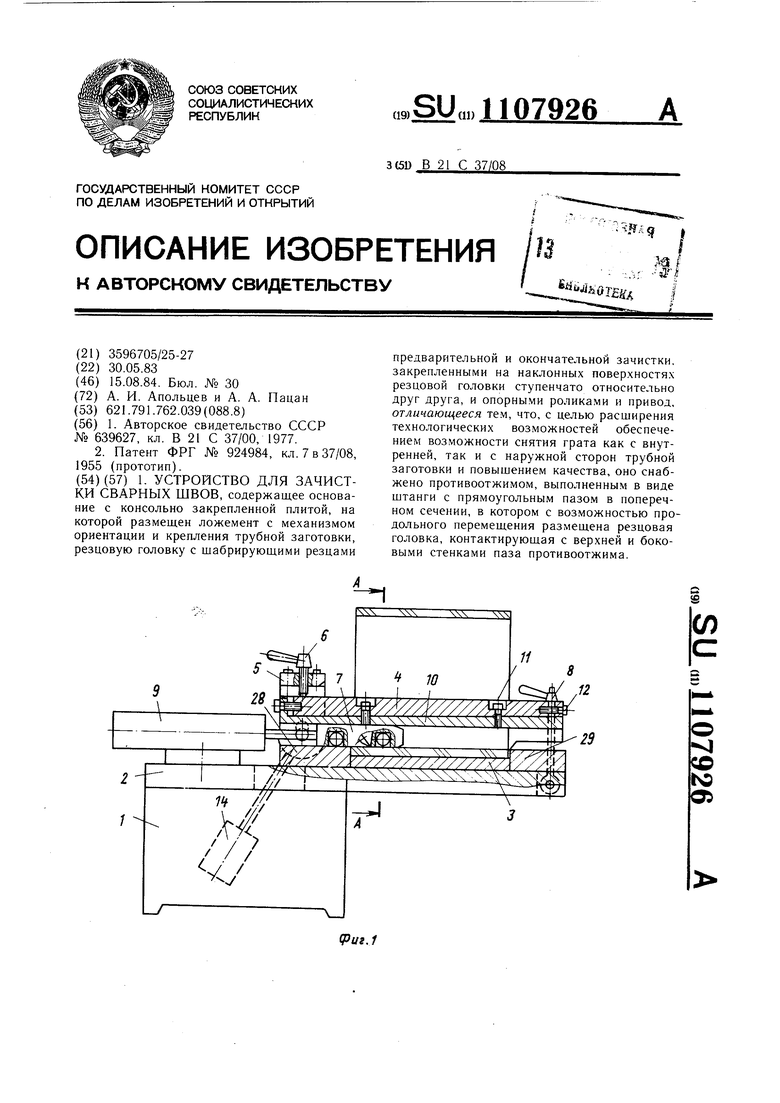
Изобретение относится к обработке металлов резанием и может быть использовано для снятия усиления и зачистки сварных щвов в листосварных трубных заготовках, предназначенных для изготовления полых цилиндрических оболочек путем внутренней или наружной раскатки. Изготовление оболочек указанным способом требует тщательной зачистки сварного щва, к тому же сварной шов с внутренней стороны трубы должен быть заподлицо с основным металлом, а с наружной не должен выступать за пределы основного металла более чем на 0,1 - 0,2 мм. Невыполнение этих условий приводит к местным разрущениям сварного щва в процессе раскатки, а следовательно, к браку изделия.
Известно устройство для удаления внутреннего грата преимущественно в трубах малого диаметра, состоящее из корпуса, рабочего и опорного элементов 1.
Наиболее близким к предлагаемому является устройство для удаления внутреннего грата продольных щвов электросварных труб, содержащее щток, перемещаемый внутри трубы державкой, оснащенной набором щабрирующих резцов, расположенных ступенчато 2. Однако известные устройства не позволяют производить зачистку сварных швов в трубах больщого диаметра с тонкой стенкой.
Известно, что в результате сопротивления срезаемого слоя металла, деформация сжатия и трения стружки о поверхность резца возникает сила резания, которая разлагается на две составляющие: соответственно силу резания PZ , касательную к поверхности резания и действующую в направлении главного движения резца, и радиальную силу Ру, перпендикулярную к силе резания Р, составляющую до 1/2 ее величины. Из этого
следует, что на резцовую головку действует радиальная сила, которая отжимает ее от поверхности резания, и для нормального протекания процесса зачистки сварного
шва необходим противоотжим.
Известные устройства, как отмечалось выще, предназначены для удаления грата в трубах преимущественно малого диаметра с толстой стенкой, которая является опоройпротивоотжимом для резцовой головки. Такие трубы имеют достаточную жесткость и не деформируются, воспринимая радиальную силу, возникающую в процессе срезания сварного щва. Использование известных устройств для зачистки сварных швов в тру5 бах большого диаметра с тонкой стенкой невозможно по причине достаточной жесткости этих труб, к тому же такие устройства были бы металлоемки и неудобны в эксплуатации. К недостатку известных устройств относится также невозможность использования их
0 при зачистке сварного щва с наружной стороны трубы из-за отсутствия опоры (противоотжима) для резцовой головки.
Целью изобретения является расщирение технологических возможностей путем обес5 печения возможности снятия грата как с внутренней, так и с наружной стороны трубной заготовки и повыщение качества.
Поставленная цель достигается тем, что устройство для зачистки сварных щвов, содержащее основание с консольно закреплен0 ной плитой, на которой размещен ложемент с механизмом ориентации и крепления трубной заготовки, резцовую головку с щабрирующими резцами предварительной и окончательной зачистки, закрепленными на наклонных поверхностях резцовой головки ступенчато относительно друг друга, и опорными роликами и привод, снабжено противоотжимом, выполненным в виде штанги с прямоугольным пазом в поперечном сечении, в
котором с возможностью продольного перемещения размещена резцовая головка, контактирующая с верхней и боковыми стенками паза противоотжима.
С целью повышения чистоты поверхности среза путем создания необходимого усилия прижима, обеспечивающего плотное прилегание предварительно зачищенного сварного щва к ложементу, резцовая головка снабжена прижимным роликом, установленным между резцами с возможностью установочного перемещения.
С целью обеспечения стабильной работы резцовой головки в начале и конце процесса резания, устройство снабжено опорными плитами.
С целью обеспечения необходимого усилия прижима резцовой головки к обрабатываемой поверхности трубы противоотжим снабжен прижимной клиновидной планкой, установленной с возможностью продольного перемещения.
Резцы в резцовой головке закреплены с возможностью перемещения по наклонной поверхности, при этом резец предварительной зачистки выполнен с прямо.тинейной режущей кромкой, а окончательной - с криволинейной.
Возможность регулирования рабочего положения резцов и прижи.мной планки позволяет производить зачистку сварных швов, необходимую для последующей раскатки трубных заготовок.
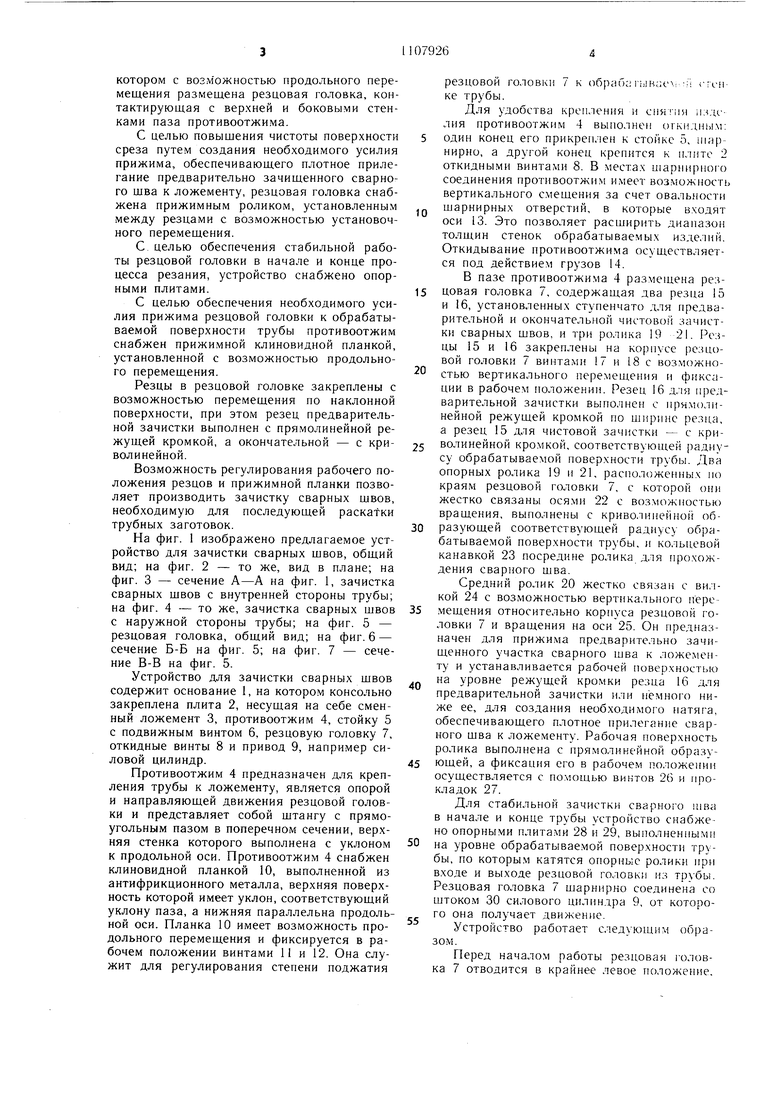
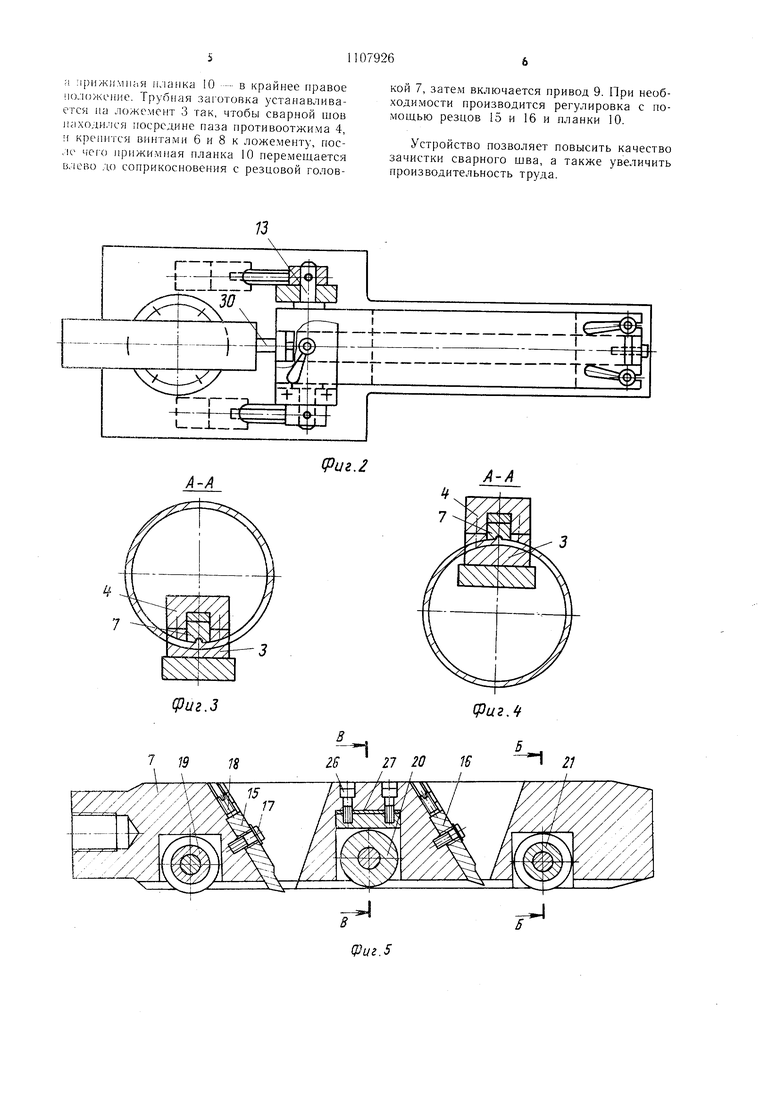
На фиг. 1 изображено предлагаемое устройство для зачистки сварных щвов, общий вид; на фиг. 2 - то же, вид в плане; на фиг. 3 - сечение А-А на фиг. 1, зачистка сварных щвов с внутренней стороны трубы; на фиг. 4 - то же, зачистка сварных швов с наружной стороны трубы; на фиг. 5 - резцовая головка, общий вид; на фиг. 6 - сечение Б-Б на фиг. 5; на фиг. 7 - сечение В-В на фиг. 5.
Устройство для зачистки сварных щвов содержит основание 1, на котором консольно закреплена плита 2, несущая на себе сменный ложемент 3, противоотжим 4, стойку 5 с подвижным винтом 6, резцовую головку 7, откидные винты 8 и привод 9, например силовой цилиндр.
Противоотжим 4 предназначен для крепления трубы к ложементу, является опорой и направляющей движения резцовой головки и представляет собой щтангу с прямоугольным пазом в поперечном сечении, верхняя стенка которого выполнена с уклоном к продольной оси. Противоотжим 4 снабжен клиновидной планкой 10, выполненной из антифрикционного металла, верхняя поверхность которой имеет уклон, соответствующий уклону паза, а нижняя параллельна продольной оси. Планка 10 имеет возможность продольного перемещения и фиксируется в рабочем положении винтами 11 и 12. Она служит для регулирования степени поджатия
резцовой головки / к обрап;; гыв;;с : ::i сгсп ке трубы.
Для удобства крепления и снягмя (.-лия противоотжим 4 выполнен огкидным: 5 один конец его прикреплен к стойке 5, uiapнирно, а другой конец крепится к плито 2 откидными винтами 8. В местах шарнирного соединения противоотжим имеет вoз ioжнocть вертикального смещения за счет овальности
шарнирных отверстий, в которые входят оси 13. Это позволяет расширить диапазон толщин стенок обрабатываемых изделий. Откидывание противоотжима осуществляется под действием грузов 14.
В пазе противоотжима 4 размещена рез5 цовая головка 7, содержащая два резца 15 и 16, установленных ступенчато для предварительной и окончательной чистовой зачистки сварных швов, и три ролика 19 21. Резцы 15 и 16 закреплены на корпусе резцовой головки 7 винтами 17 и 18 с возможно стью вертикального перемец 1,ения и фиксации в рабочем положении. Резец 16 для предварительной зачистки выполнен с прямолинейной режущей кромкой по ширине резца, а резец 15 для чистовой зач11стки - с кри5 волинейной кромкой, соответствующей )адиусу обрабатываемой поверхности трубы. Два опорных ролика 19 и 21, расположенных по краям резцовой головки 7, с которой они жестко связаны ося.ми 22 с возможностью вращения, выполнены с криволинейной об0 разующей соответствующей радиусу обрабатывае.мой поверхности трубы, н кольцевой канавкой 23 посредине ролика для прохождения сварного шва.
Средний ролик 20 жестко связан с вилкой 24 с возможностью вертикального пере5 мещения относительно корпуса резцовой головки 7 и вращения на оси 25. Он предназначен для прижима предварительно зачищенного участка сварного шва к ложемепту и устанавливается рабочей поверхностью
0 уровне режущей кромки резца 16 для предварительной зачистки или немного ниже ее, для создания необходимого натяга, обеспечивающего плотное прилегание сварного шва к ложементу. Рабочая поверхность ролика выполнена с прямолинейной образу5 ющей, а фиксация его в рабочем положении осуществляется с помощью винтов 26 и прокладок 27.
Для стабильной зачистки сварно Х) шва в начале и конце трубы устройство снабжено опорными плита.ми 28 и 29, выполненными
0 на уровне обрабатывае.мой поверхности трубы, по которым катятся опорные ролики при входе и выходе резцовой головки из трубы. Резцовая головка 7 шарнирно соединена со штоком 30 силового цилиндра 9, от которого она получает движение.
5
Устройство работает следующим образом.
Перед началом работы резцовая головка 7 отводится в крайнее левое положение.
а :i).iii;iH и.шнка 10 -- в крайнее правое мсхложснне. Трубная заготовка устанавливается на ложемент 3 так, чтобы сварной шов находился посредине паза нротивоотжима 4, :1 кренится винтами б и 8 к ложементу, пос.le чего прижимная нланка 10 перемещается влево до соприкосновения с резцовой головкой 7, затем включается привод 9. При необходимости производится регулировка с помощью резцов 15 и 16 и планки 10.
Устройство позволяет повысить качество зачистки сварного шва, а также увеличить производительность труда.
-Е
fpuz.2
Фиг. 5
S
(риг.6
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Гратосниматель | 1977 |
|
SU639627A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ получения металлических гранул | 1978 |
|
SU924984A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
