В обувном производстве перегрузка колодок при возврате их с пошивочного конвейера ыа затяжной обычно производится в месте разрыва конвейеров вручную.
Настоящее изобретение представляет устройство для автоматической перегрузки колодок с одного конвейера на последовательно установленный другой конвейер и отличается от известных тем, что в разрыве между конвейерами установлена наклонная плоская направляющая, концы которой в момент перегрузки колодок являются опорами для одновременно взаимодействующих с ними неопрокидывающихся люлек, шарнирно монтированных на звеньях конвейеров.
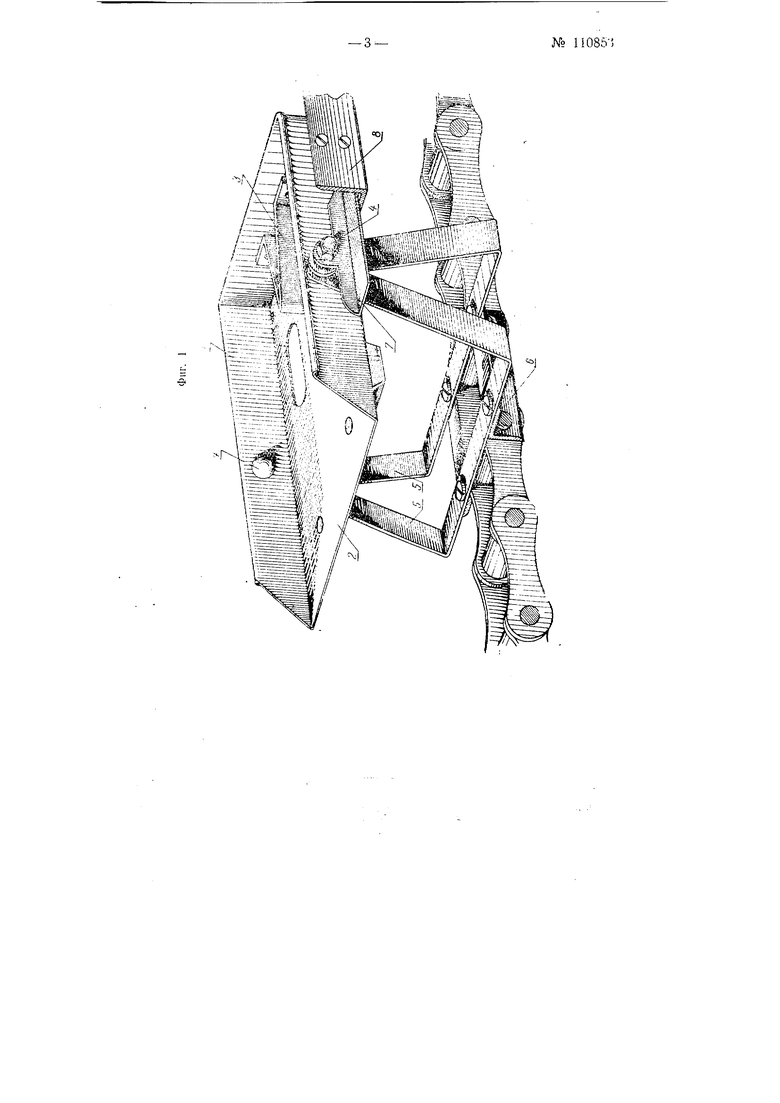
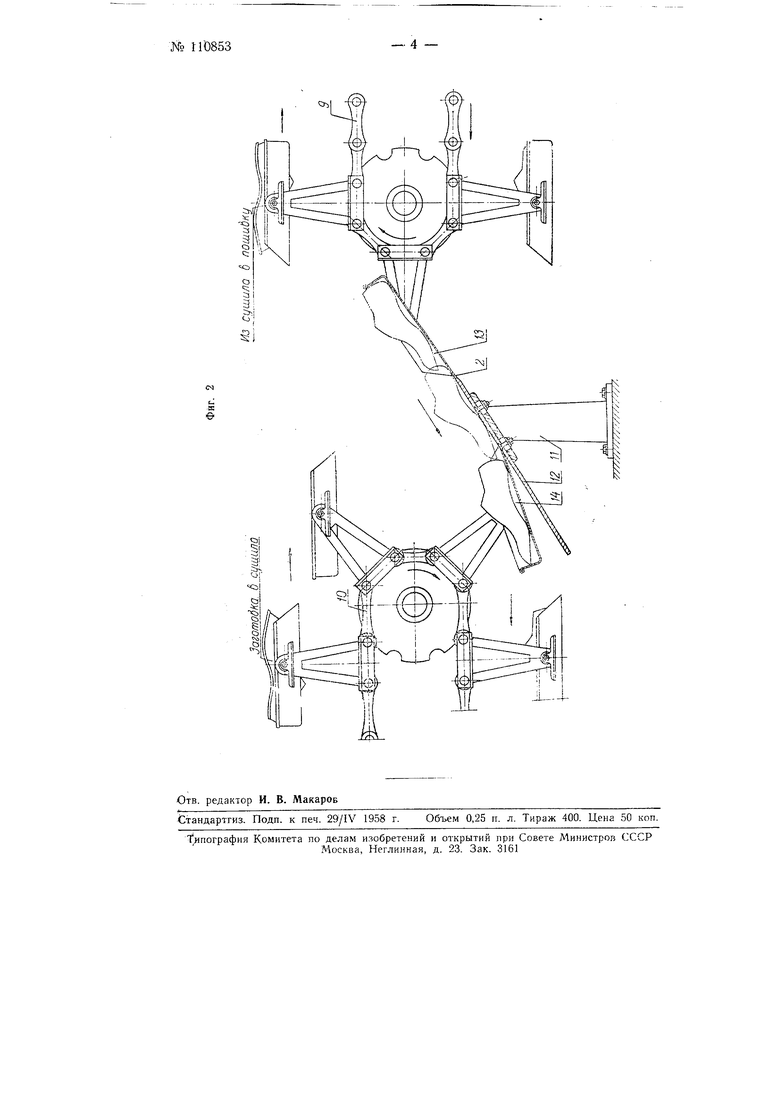
На фиг. 1 изображен общий вид люльки, монтированной на звеньях конвейеров; на фиг. 2 - наклонная плоская направляющая в разрыве между пошивочным и затяжным конвейерами в момент перегрузки колодок.
Люлька / представляет собой совок, одна торцовая часть 2 которого открыта, а к стенке другой торцовой части прикреплен упор 3, исключаюпи и перекос колодок автоматической перегрузке их нз люлькл в люльку в разрыве между KOIвейерами.
Люлька / при помощи болтов 4 монтирована шарнирно на стойках 5, укрепленных на звеньях цепи конвейера 6. На конец болта 4 надевается ползун 7 и весь шарнирный узел затягивается гайкой.
Люльки скользят ползунами / но направляющим уголкам 8, распо.юженным вдоль конвейера, не опрокидываясь при переходу с верхней цепи конвейера на нижнюю.
В разрыве между пошивочным конвейером 9 и затяжным конвейером 10 монтирована перегрузочная стойка //, которая имеет закрепленную на ней наклонную плоскую направляющую 12, на которую опираются люльки ,в момент перегрузки колодок с пошивочного конвейера 9 на затяжной конвейер 10.
Работа происходит следующим образом.
Люлька 13 пошивочного конвейера, загруженная колодками, огибая звездочку, своим открытым концом задевает за приподнятую часть
направляющей 12 и, поворачиваясь, наклоняется в сторону затяжного конвейера 10.
Синхронно с люлькой 13 ношнвочного конвейера с другой стороны к наклонной направляюихей 12 нодходнт освобожденная от заготовки обувн люлька 14 затяжного конвейе)а. Опираясь на опуп,енную часть наклонной направляющей 12, люлька 14, обрап1енная своим открытым концом к открытому кондз люльки 13 пощивочного Конвейера, при дальнейшем движении затяжного конвейера, ложится своей нижней плоскостью на наклонную направляюП1,ую 12.
В атот момент, колодка из люльки
13автоматически соскальзывает по наклонной нaпpaвляюи eй в ;нольку
14затяжного конвейера.
Затем к {аклонаой плоскости ;2
подходят последовательно следующие пары люлек.
Пе|)егружаемые при встрече люлек колодкп иаиравляются по пижней цепи затяжного конвейера на затяжной участок обувного произ юдства.
Пред м е т и з о б р е т е и и я
Устройство для авто.матической перегрузки колодок с одного конвейера на последовательно установленный другой конвейер, отличаюн,ееся тем, что i3 разрыве между конвейерамн установлена нак.лонная плоская наиравляюпщя, концы которой в момент перегрузки колодок являются опорами для одновременно взаимодействующих с ними неопрокидывающихся люлек, щарннрно монтированных на звеньях конвейеров.
| название | год | авторы | номер документа |
|---|---|---|---|
| Одно-цепной замкнутый конвейер | 1958 |
|
SU118153A1 |
| Арочный транспортер с саморазгружающимися люльками | 1958 |
|
SU118154A1 |
| Конвейер для пошивочных цехов обувных фабрик | 1960 |
|
SU135404A1 |
| Одноцепной конвейер для пошивочных цехов обувных фабрик | 1958 |
|
SU120743A1 |
| Одноцепной конвейер | 1958 |
|
SU116100A1 |
| Одноцепной вертикально-замкнутый конвейер | 1958 |
|
SU114737A1 |
| Устройство для поддерживания обувных колодок на каретке конвейера | 1956 |
|
SU108682A1 |
| Автоматический комплекс для сборки обуви | 1985 |
|
SU1384315A1 |
| Одноцепной горизонтально-замкнутый транспортер для пошивочных цехов обувных фабрик | 1959 |
|
SU132547A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ОБРАБОТКИ ВАЛЯНОЙ ОБУВИ | 1964 |
|
SU165312A1 |