Известны одноцепные горизонтально замкнутые транспортеры для пошивочных цехов обувных фабрик, снабженные люльками для обуви.
Предлагаемый одноцепной горизонтально замкнутый транспортер ио сравнению с известными имеет меньшие габариты и позволяет повысить производительность труда.
Конструктивная особенность транспортера заключается в том, что люльки выполнены многопарной емкости и укреплены на звеньях цепи транспортера наклонно к внутренней его стороне. Для удобства обслуживания люльки могут быть выполнены с возможностью их перемещения по вертикали и горизонтали с одновременным поворотом вокруг своей оси или без поворота.
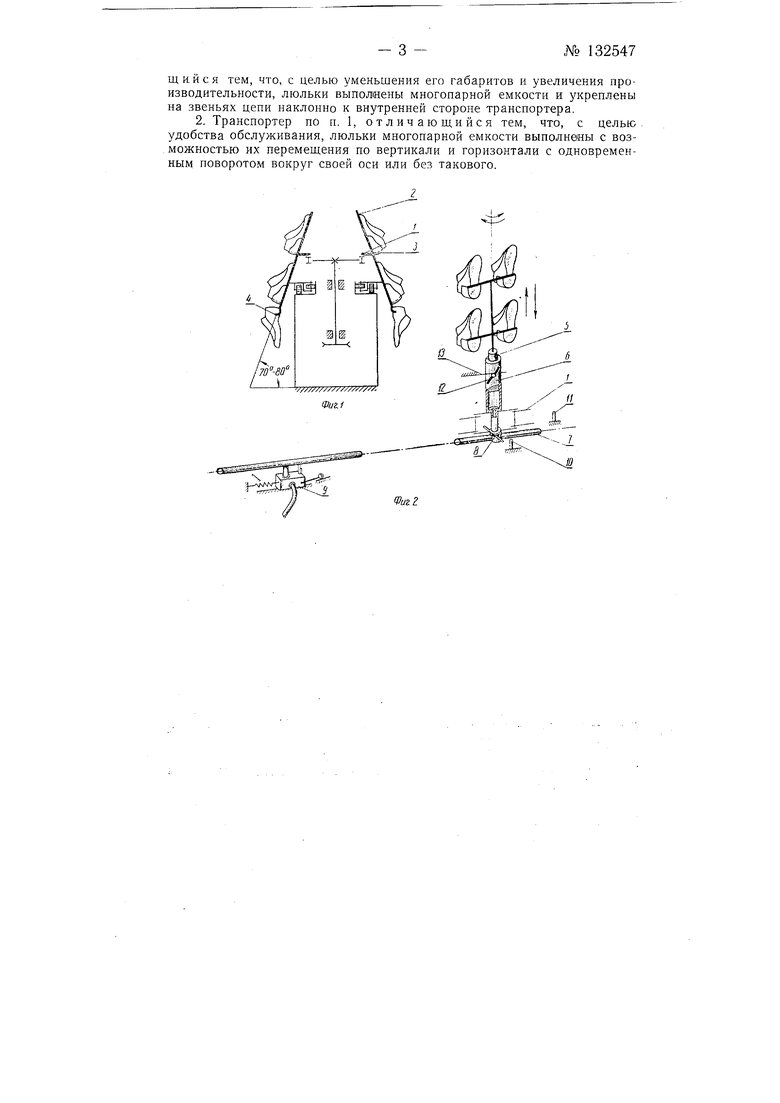
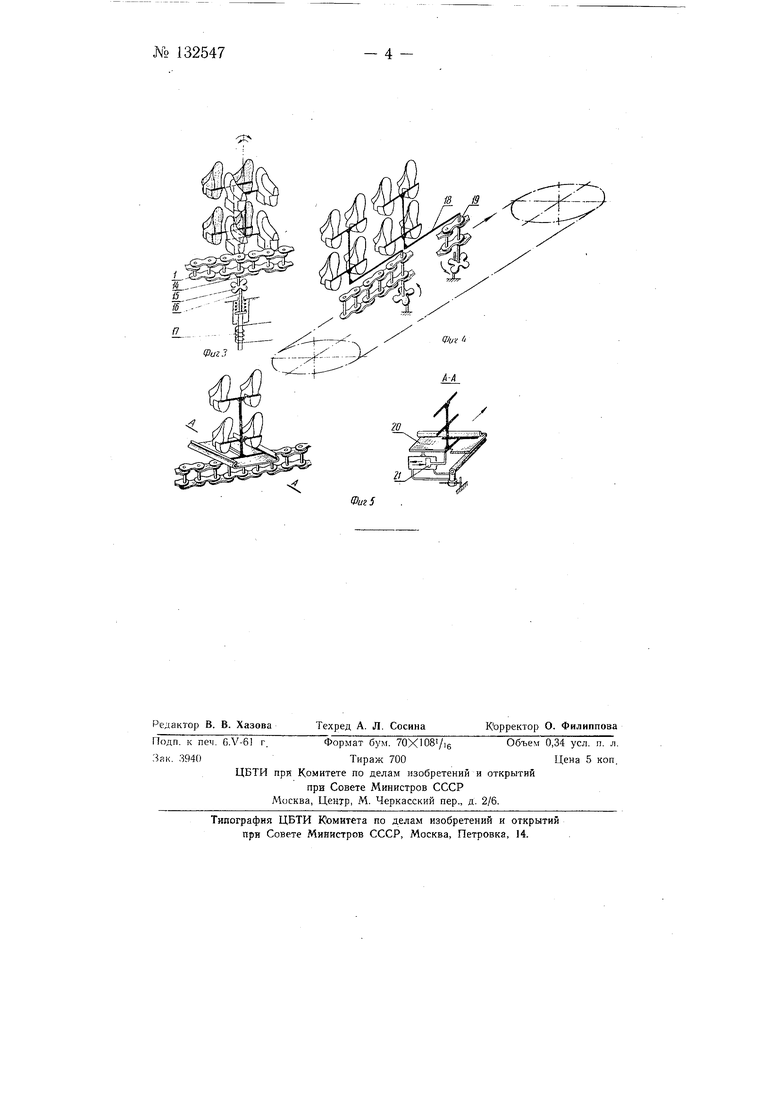
На фиг. 1 изображена схема транспортера; на фиг. 2 - схема узла приближения кареток с обрабатываемой обувью по высоте к исполнительным органам машины; на фиг. 3 - схема узла поворота кареток около каждого рабочего места (при движении вдоль потока); на фиг. 4 и 5 - схемы узлов перемещения кареток по горизонтали.
К звеньям цепи / одпоцепного горизонтально замкнутого транспортера прикреплены каретки 2, расположенные наклонно под углом 70-80° к горизонтали, к внутренней стороне транспортера; на каретках 2 смонтированы люльки 3 многопарной емкости; крюки 4, предусмотренные на каретках служат для возврата колодок. Приближение кареток с обрабатываемой обувью по высоте к исполнительным органам машин осуществляется при помощи программного управления, которое обеспечивает индивидуальную подачу изделий на каждой операции на необходимую высоту. Для этого каретки связаны с поршнем 5 пневмоцилиндра 6, смонтированного на цепи 1 транспортера. К цепи / прикреплен замкнутый шланг 7, имеющий трахзаходный кран 8, расположенный под
№ 132547- 2
пневмоцилиндром 6. Воздух (сжатый) подается в шланг 7 от компрессора через подвижные (возвратно-поступательно) станций 9 питания; таких станций предусмотрено две для того, чтобы в момент перемещения одной из них в исходное положение обеспечивалась подача воздуха второй станцией и наоборот. Подъем кареток происходит против места рабочего в результате поворота крана 8 и взаимодействия его с упором 10, после чего сжатый воздух подается в пневмоцилиндр 6. Опускание каретки происходит под влиянием их веса после поворота крана 8 в обратном направлении от воздействия другого упора П и стравливания воздуха из цилиндра. Одновременно с подъемом каретка может поворачиваться посредством пальца 12 поршня; этот палец входит в косой паз, имеющийся в пневмоцилиндре 6 высота подъема каретки зависит от типа машины и ограничивается упором пальца }2 в поверхность 13 у рабочего места.
Приближение изделий осуществляется также вследствие постепенного поворота каретки с обращением изделий к исполнителю, что позволяет брать и укладывать изделия всегда под углом 90° при минимальном расстоянии до рабочего и наилучшем обзоре всех изделий на каждой каретке.
Поворот каретки при движении вдоль потока около каждого рабочего места осуществляется следующим образом: каретка устанавливается на цепи J транспо-М-ёра на оси 14, несущей на нижнем конце зубчатый диск /5; при взаимодействии последнего с расположенным у каждого рабочего места упором 16 каретка поворачивается на необходимый угол; возврат каретки в начальное положение производится при взаимодействии зубчатого диска 15 с другим упором, расположенным с другой стороны относительно диска. Предусматривается возможность установки на оси 14 двух кареток, что позволяет рабочему производить последовательную обработку обуви на обоих сторонах спаренной каретки; в этом случае поворот кареток осуществляется также с использованием цевочного зацепления (зубчатый диск и выступ). При необходимости обработки только одной, стороны кареток они перемещаются без поворота. Для этого упор 16 посредством электромагнита 17 опускается уровня диска 15: электромагнит включается либо рабочим, либо с центрального пульта управления, откуда может быть задан поворот любой каретки у любой мащины, а также их группы или всех кареток одновременно.
Каретка может быть приближена к исполнительным органам машины путем перемещения по горизонтали. Для этого каретка устанавливается «а коленчатом рычаге 18, который поворачивается вокруг оси 19 у рабочего места посредством цевочного зацепления, аналогичного описанному.
Перемещение каретки с изделиями в горизонтальной плоскости может быть выполнено, как это показано на фиг. 5. Каретка автоматически перемещается в сторону исполнительного органа машины перпендикулярно цепи / транспортера, но остается на площадке 20, размещаясь консольно.
Под площадкой 20, укрепленной на цепи /. смонтирован пневмоцилиндр с порщием 21; подводка сжатого воздуха к пневмоцилиндру производится также, как было описано ранее.
Предмет изобретения
1. Одноцепной горизонтально замкнутый транспортер для пошивочных цехов обувных фабрик, несущий люльки для обуви, отличающийся тем, что, с целью уменьшения его габаритов и увеличения производительности, люльки выполнены многопарной емкости и укреплены на звеньях цепи наклонно к внутренней стороне транспортера.
2. Транспортер по п. 1, отличающийся тем, что, с целью удобства обслуживания, люльки многопарной емкости выполнены с возможностью их перемещения по вертикали и горизонтали с одновременным поворотом вокруг своей оси или без такового.
VuzZ
--4
| название | год | авторы | номер документа |
|---|---|---|---|
| Конвейер для пошивочных цехов обувных фабрик | 1960 |
|
SU135404A1 |
| Полуавтомат для формования и сушки носочной части заготовки рантовой обуви | 1959 |
|
SU125166A1 |
| Полуавтомат для формования пяточной части заготовки рантовой обуви | 1960 |
|
SU135362A1 |
| Многопозиционный адресный конвейер | 1990 |
|
SU1722979A1 |
| Полуавтомат для изготовления двухслойной с отформованной губой стельки | 1954 |
|
SU100241A1 |
| Полуавтомат для формования и сушки носочно-пучковой части заготовки обуви и ее затяжной кромки | 1961 |
|
SU143681A1 |
| Автомат для изготовления двухслойной с отформованной губой стельки | 1955 |
|
SU103706A1 |
| Полуавтоматическая линия для сборки обуви | 1975 |
|
SU526347A1 |
| Полуавтомат для формования и сушки пяточной части обуви | 1961 |
|
SU140708A1 |
| Машина для шлифования эластичных листовых материалов, например, хромовых кож | 1957 |
|
SU114245A1 |