Изобретение относится к машинострое нию, а конкретно к оборудованию для контактной стыковой сварки.
Известны различные конструкции машин для контактной стыковой сварки, в которых применяется i-идравлический привод перемещения рабочих органов 1.
Для управления скоростью перемещения подвижных частей этих машин могут быть применены как различные дроссельные устройства, так и следящие гидравлические приводы.
Для большой части гидросистем контактных стыковых машин наиболее часто применяются дроссельные устройства. Такие устройства позволяют при сварке достаточно точно воспроизводить заданные законы перемеш,ения подвижных частей машины.
Наиболее близким к изобретению якаяется машина для контактной стыковой сварки, содержащая станину, подвижный и неподвижный блоки электрическую с.хему машины, связанную с гидравлической системой, включающей гидроцилиндр оплавления и осадки, управляе.мый с помоп1ью распределителей и дросселей, регулятор скорости оплавления с приводом и регулятор потока масла.
В данном случае для получения скачкообразного повышения скорости оплавления гидравлическая схема содержит распределитель осадки, соединенный с штоковой и поршневой полостями гидро |,илиндра осадки.
Для реализации такой гидравлической схемы контактной стыковой машины необходимо три распределителя 2 .
Целью изобретения является упрощение электрической схемы машины для коптак: ной стыковой сварки путем сокращения числа распределителей.
Поставленная цель достигается тем. что в машине для контактной стыковой свар.кл, содержащей станину, подвижный и непо;1вижный блоки электрическую схему машины, связанную с гидравлической системой, включающей гидроцилиндр оплавления и осадки, управляемый с помощью распределителей и дросселей, регулятор скорости опла13ления с приводом и регулятор потока масла, магистрали подвода и слива масла, распределители снабжены обратными клапанами, а гидроцилиндр оплавления и осадки связан с магистралью-подвода масла через распределитель, один выход которого соединен с поршневой полостью гидроцилиндра, а второй выход через обратный клапан -- с иггоковой полостью гидроцилиндра, регулятором скорости оплавления, и вторым обратным клапаном, связанным с одним из выходов второго распределителя, второй выход которого через регулятор потока соединен с приводом перемещения регулятора скорое ти оплавления, при этом оба выхода второго распределителя объединены и соединены с магистралью подвода масла через третий обратный клапан.
На чертеже изображена гидравлическая схе.ма пред;1агаемой машины.
Подвод масла с гидроцилиндру оплавления и осадки 1 ос;уп1ествляется через распределитель 2, один выход которого соединен с поршневой полостью идроцилиндра , а второй выход -- с подклапанной иолостью обратного рслапана 3, соединенного надкла1 аи11ой полостью с штоковой полостью гидроцилиндра 1, регулятором 4 скорости оилавле1жя, установленном на сливе, и подклапанной иолостью обратного клапана 5, связанного с одним из выходов распределителя 6, у которого подвод масла производится через обратпый клапан 7, сливная полость соединена со сливо.м, а второй выход через регулятор 8 потсжа соединен с приводом перемещения регу.тятора 4 скорости оплавления, иоиче.м у распределителя 6 оба выхода
и подвод масла в нейтральном положении
объединены между собой.
В исходном положении поршень гидроцилиидра i находится внизу. Распределители 2 и () находятся в нейтральном положе1гии. На плунжеры механизма привода перемещения рег ;лятора 4 скорости оплавления действует давление .масла, что, благодаря разности их площадей, определяет его крайне правое гкзложение, соответствующее нача,1ьной скорости оплавления.
При включе):ии электромагнита Y 1 рас0 пределителя 2 начинается процесс оплавления. При этом масло от насоса подается в поршневую ;IOлocт J гидроцилиндра 1, а из штоковой полости выжимается через регулятор 4 скорости оплавления на слив. Обратный клапан 3 препятствует фохождению мас5 ла через распределитель 2 на слив.
()б 5атный K;ianaK 7 не пропускает масло в сторопу iiacoca, песмотоя на то. гто оно на.ходится в ||Г ч;коЕОЙ полости ии,1индра 1. под 5o.iee высоки.ч давлением, чем в гидрг) систем , а обратный клапан 5 не пропускает (j от насоса в полость гидроцилиндра I.
lip.K вк.1.к)чении электромагнита Y 3 распределителя 6 открывается слив масла из бсхчыной полости цилиндра механизма иривода регу.:ито;за 4 скорости оплавления че5 рез )егулято) 8 скорости потока и распределите, 6. Открьггие регу.гятора 8 потока определяет длительность процесса форсировкн. ;; са.м процесс перемещения .механизма ;1р|- В()да приводит к открытию ре.г улятора скорости оплавления, соответствуюпгее с0 коренному nepe.Menj. цилиндра оплавления. Этот процесс к называется форсировкой.
При вклЮЧении электромагнита Y 3 распределителя 6 происходит процесс осадки. При этом открывается дoпoлиитeль ый слив 5 из гидроцилиндра I через распределитель 6.
Отв(д гпдроцилиндра 1 в исходное по.чожепие осуществляется при включепи.и электромагнита Y 2 распределителя 2.
При этом масло не подается через обратный клапан 3, а сливается через сам распределитель.
Таким образом, гидросистема контактной стыковой машины обеспечивает следующие три основные операции: оплавление с постоянной скоростью (0,2-0,5 мм/с); плавное возрастание скорости оплавления (до 10-20 мм/с); скачкообразное повышение скорости оплавления (осадка) (до -150- 200 мм/с).
Распределитель б управляет чередованием трех этих операций. Он представляет собой серийный распределитель, типа Р102- АЛ24. Выбор именно такой конструкции распределителя объясняется стремлением функционально использовать нейтральное положение этого распределителя.
Процесс оплавления с постоянной скоростью происходит при нейтральном положении распределителя 6. При этом масло от насоса через распределитель б и обратный клапан регулятора потока 8 подводится к большому гидроцилиндру механизма привода перемещения регулятора 4 оплавления. Малый гидроцилиндр привода перемещения регулятора скорости оплавления постоянно соединен с насосом. Таким образом, при нейтральном положении распределителя 6, благодаря наличию разности площадей, в гидроцилиндрах привода перемещения регулятора 4 скорости оплавления он находится в крайнем правом положении (надежное удержание механизма привода перемещения регулятора скорости оплавления во время операции оплавления с постоянной скоростью).
Для плавного повышения скорости оплавления необходимо включить электромагнит Y 3 распределителя 6. При этом масло из большого гидроцилиндра механизма привода перемещения регулятора 4 скорости оплавления, под давлением .масла подаваемого от насоса к мало.му гидроцилиндру механизма привода перемещения регулятора
5 скорости оплавления, через регулятор 8 потока и распределитель 6 попадает в сливную магистраль. Движение привода пере.мещения регулятора скорости оплавления соответствует изменению скорости оплавления. Для скачкообразного повышения скорости оплавления необходимо включить электромагнит Y 4 распределителя 6. При этом масло из штоковой полости гидроцилиндра 1 попадает в сливную магистраль не только через регулятор скорости оплавления, но и
5 через обратный клапан 5 и распределитель б.
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для контактной стыковой сварки | 1982 |
|
SU1103971A1 |
| Механизм управления оплавлением для машин контактной стыковой сварки | 1980 |
|
SU961892A1 |
| ГИДРОСИСТЕМА УПРАВЛЕНИЯ СТАНИНОЙ СВАРОЧНОЙ МАШИНЫ | 2008 |
|
RU2374050C1 |
| Привод зажатия и корректировки положения свариваемых заготовок машин для контактной стыковой сварки | 1987 |
|
SU1724444A1 |
| Машина для контактной стыковой сварки | 1985 |
|
SU1299738A1 |
| Механизм управления оплавлением стыкосварочных машин | 1978 |
|
SU742068A1 |
| ГИДРАВЛИЧЕСКИЙ ПРИВОД | 1998 |
|
RU2148196C1 |
| Гидропривод | 1973 |
|
SU688730A1 |
| ГИДРОПРИВОД ПРЕРЫВИСТОЙ ПОДАЧИ | 1997 |
|
RU2128788C1 |
| Гидропривод | 1982 |
|
SU1103973A1 |
МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ, содержащая станину, подвижный и неподвижный блоки, электрическую схему машины, связанную с гидравлической системой, включающей гидроцилиндр оплавления и осадки, управляемый с помощью распределителей и дросселей. 3 sY 1. регулятор скорости оплавления с приводом и регулятор потока масла, магистрали подвода и слива масла, отличающаяся тем, что, с целью упрощения электрической схемы мащины путем сокращения числа распределителей, последние снабжены обратными клапанами, а гидроцилиндр оплавления и осадки связан с магистралью подвода масла через первый распределитель, один выход которого соединен с поршневой полостью гидроцилиндра, а второй выход через первый обратный клапан - с щтоковой полостью гидроцилиндра, регулятором скорости оплавления и вторым обратным клапаном, связанным с одним из выходов второго распределителя, второй выход которого через регулятор потока соединен с приводом переi мещения регулятора скорости оплавления, при этом оба выхода второго распределите(Л ля объединены и соединены с магистралью подвода масла через третий обратный клапан. --/ со Слив ГС 00 1чЭ - Подвод 5Т .-J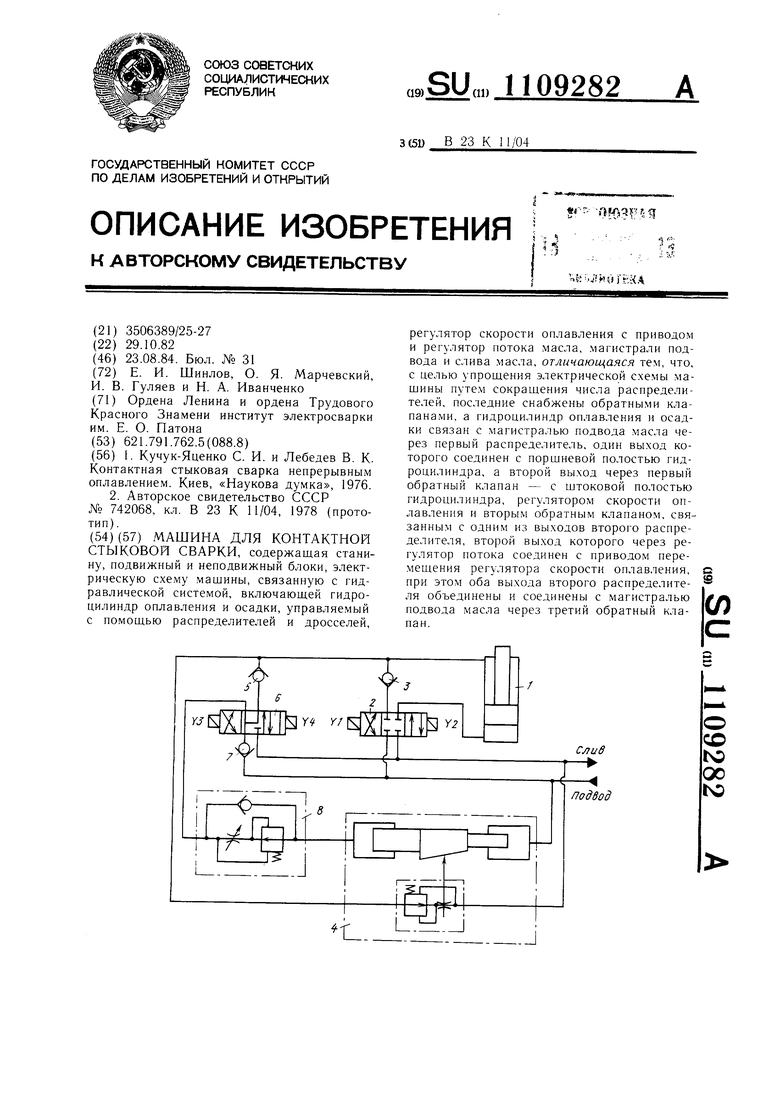
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Кучук-Яценко С | |||
| И | |||
| и Лебедев В | |||
| К | |||
| Контактная стыковая сварка ненрерывным оплавлением | |||
| Киев, «Наукова думка, 1976 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Механизм управления оплавлением стыкосварочных машин | 1978 |
|
SU742068A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
