Предлагаемое изобретение относится к сварочному производству, а именно к устройствам для контактной стыковой сварки полос, выполняемой на специализированных стыкосварочных машинах, которые устанавливаются в высокопроизводительных металлургических агрегатах, например станах бесконечной прокатки, травильных линиях и др.
Периодическая сварка задаваемых в такие агрегаты рулонированных полос обеспечивает непрерывность их работы. В этом случае длительность стыковки рулонов не должна допускать простоев или замедления темпа работы агрегата. Высокая производительность сварочных машин в этих условиях достигается за счет автоматизации сварочного процесса и механизации вспомогательных операций, а также за счет снижения отказов в работе машин во всех операциях, важнейшей из которых является управление перемещением подвижной станины машин при оплавлении и осадке. Качество сварных швов во многом зависит от правильности и стабильности выполнения заданного графика сближения свариваемых торцов полос, осуществляемого подвижной станиной. Чаще всего перемещение подвижной станины в современных сварочных машинах выполняют гидросистемы, в которых в качестве исполнительного элемента используют копировальные золотники, струйные распределители, регуляторы расхода и др. Основным требованиям к таким элементам в сварочных машинах, установленных в непрерывных высокопроизводительных металлургических агрегатах, является высокая степень надежности, отказ в работе машины при сварке приводит к сбою работы всего агрегата и к некондиционным потерям металла, так как время, отводимое на установку полос и сварку в металлургических агрегатах, ограничено 50-60 с, то повторная сварка практически всегда вызывает остановку агрегата и связанные с этим потери производительности и брак продукции.
Известно устройство для регулирования параметров процесса сварки в стыкосварочной машине /авт. свид. SU №1066764, кл. В23К 11/03, 15.01.84/, содержащее составную штангу, которая одним концом шарнирно связана с подвижной станиной, а вторым концом связана с задатчиком скорости перемещения, выполненным в виде кинематического кулачка. Штанга является частью механизма управления перемещением подвижной станины, который состоит из копировального клапана, гидроцилиндра перемещения станины и клапана осадки. При перемещении станины кулачок воздействует на рычаг, который в свою очередь открывает золотник копировального клапана и масло от насоса поступает через золотник в цилиндр перемещения станины сварочной машины, обеспечивая задаваемый кулачком график оплавения при сварке.
Известен также широко применяемый в сварочных машинах (см. статью Каштанова Н.М., Рысса Б.А., Тонконогова В.Я. и Недодаева Ю.М. «Гидропривод машин для стыковой сварки полос» в сборнике «Труды ВНИИМЕТМАШ», 1986 г., стр.74-81) механизм управления подвижной станиной, имеющий в своем составе трехлинейный дросселирующий гидрораспределитель с регулируемым начальным открытием рабочих окон, распределяющий энергию потока жидкости и обеспечивающего отработку заданной программы перемещения от шагового двигателя, обеспечивающего ввод программы через механический преобразователь в виде пары «гайка-винт». В качестве обратной связи по скорости и перемещению используется рычаг, одним концом связанный с подвижной станиной, а вторым воздействующий на золотник гидрораспределителя.
Основной недостаток таких механизмов управления подвижной станиной связан с высокой чувствительностью перекрытий золотника и с необходимостью точнейшей настройки трехлинейного гидрораспределителя для обеспечения начальной скорости перемещения, что выполняется на специальных стендах высококвалифицированным персоналом, при этом настроенная скорость зависит от вязкости масла, а золотник в работе может привести к сбоям и отказам гидросистемы.
Наиболее близким к предлагаемому изобретению по технической сущности и достигаемому результату является описанная в статье Е.М.Щевелева, А.Ф.Новицкого, Н.Н.Зуева и др. «Создание автоматической программируемой системы управления для стыкосварочных машин четвертого поколения с функциями допускового контроля, диагностики и визуализации», «Тяжелое машиностроение», №1, 2007 г., стр.18-22, система управления, в которой в качестве исполнительного органа, управляющего перемещением подвижной станины, используется электрогидравлический струйный распределитель, при этом непосредственное управление струйным распределителем осуществляет контроллер, а в качестве датчика положения подвижной станины используется аналоговый резистивный датчик. В данной системе управления предусмотрен режим «Тест», при включении которого происходит возвратно-поступательное перемещение станины с записью всех параметров, позволяющее делать оценку скоростных и частотных параметров электрогидравлического привода подвижной станины.
Недостатком известного устройства является то, что обнаружение неисправности привода в процессе работы машины не дает возможности быстрого устранения неполадки и не создает условий экстренного перехода на запасной вариант управления. Устранение неполадки в таком устройстве неизбежно вызывает остановку агрегата и приводит к потере производительности и появлению возможностей брака.
Техническим результатом предлагаемого изобретения является обеспечение бесперебойной работы машины контактной стыковой сварки полос во время сварочного цикла, устранение сбоев цикла сварки из-за отказа гидроаппаратуры управления перемещением подвижной станины и обеспечение высокого качества стыков при отсутствии необходимости переварки сварных швов из-за отказа гидросистемы, требующей остановки непрерывного металлургического агрегата.
Технический результат с достижением вышеуказанного эффекта обеспечивается тем, что гидросистема управления станиной сварочной машины, содержащая гидрораспределитель, регулятор расхода, установленный на напорной линии гидропривода с возможностью подключения к поршневой полости гидроцилиндра управления, связанного штоковой полостью с одним выходом гидрораспределителя и поршневой полостью через обратный клапан с другим выходом гидрораспределителя, снабжена дополнительным регулятором расхода, установленным параллельно первому, при этом входы обоих регуляторов расхода соединены с напорной линией через общий гидрораспределитель, а выходы каждого регулятора связаны через свой гидрораспределитель с поршневой полостью гидроцилиндра управления и с устройством контроля расхода.
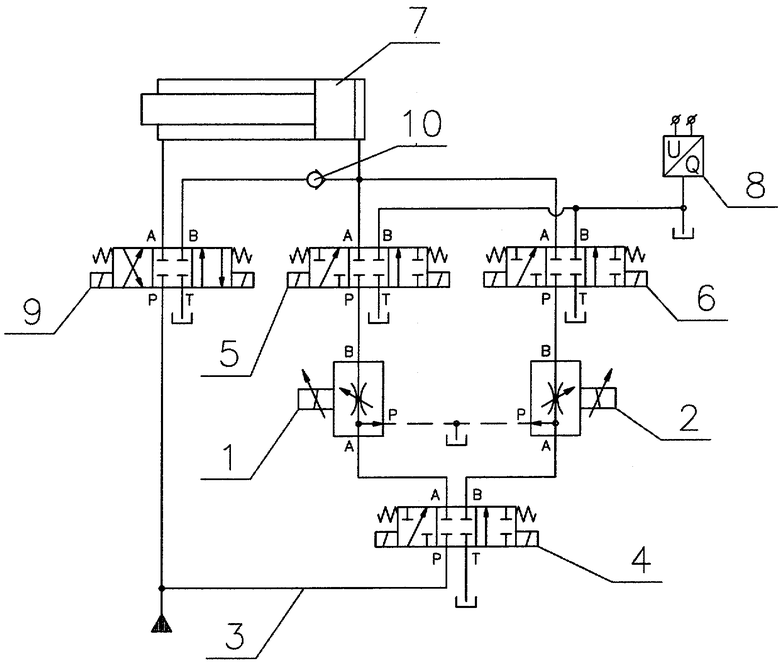
Заявляемая гидросистема управления станиной сварочной машины приведена на чертеже.
Гидросистема управления станины содержит два управляемых регулятора расхода 1 и 2, один из которых может быть резервным, связанным с напорной линией 3 через гидрораспределитель 4. Выходы регуляторов расхода 1 и 2 через гидрораспределители 5 и 6 связаны с поршневой полостью гидроцилиндра 7 перемещения станины сварочной машины и с устройством контроля расхода 8. Штоковая полость гидроцилиндра 7 связана с выходом гидрораспределителя 9, второй выход которого через обратный клапан 10 соединен с поршневой полостью гидроцилиндра 7.
Гидросистема станины сварочной машины работает следующим образом. Для осуществления процесса сварки производится переключение: гидрораспределителя 9 - штоковая полость гидроцилиндра 7 связывается со сливом, гидрораспределителя 4 - давление подается на работающий регулятор расхода 1 (2), гидрораспределитель 5 (6) - регулятор расхода 1 (2) связывается с поршневой полостью гидроцилиндра 7. Путем регулирования расхода масла, пропускаемого через регулятор расхода 1 (2), обеспечиваются требуемые графики перемещения станины сварочной машины. По окончании процесса сварки происходит отключение гидрораспределителей 4 и 5 (6) - работающий регулятор расхода 1 (2) отсоединяется от напорной линии 3 и поршневой полости гидроцилиндра 7, переключение распределителя 9 в другое положение, при котором в штоковой полости гидроцилиндр 7 связывается с напорной линией 3, а поршневая полость через обратный клапан 10 со сливом, в результате чего происходит возврат гидроцилиндра 7 в исходное положение для проведения следующего цикла сварки.
Гидросистема управления станины сварочной машины позволяет осуществлять постоянный контроль рабочих параметров задействованного регулятора расхода 1 (2), подключая его в периоды между циклами сварки к напорной линии 3 через гидрораспределитель 4 и к устройству контроля расхода 8 через гидрораспределитель 5 (6), то есть постоянно осуществляется мониторинг рабочего состояния задействованного в процессе сварки регулятора расхода 1 (2). В случае выявления отклонений в работе регулятора расхода 1 (2) происходит подключение резервного регулятора расхода 1 (2) с предварительной проверкой его состояния.
Таким образом, предлагаемая гидросистема управления станиной сварочной машины, снабженная дополнительным регулятором расхода, установленным параллельно первому, при этом входы обоих регуляторов расхода соединены с напорной линией через общий гидрораспределитель, а выходы каждого регулятора связаны через свой гидрораспределитель с поршневой полостью гидроцилиндра управления и с устройством контроля расхода, позволяет:
- обеспечивать высокое качество сварки и существенно снизить вероятность отказов за счет своевременного выявления отклонений в работе регуляторов расхода и оперативного перехода на работу с резервным регулятором расхода;
- обеспечить бесперебойную работу машины контактной стыковой сварки полос во время сварочного цикла;
- устранить сбои цикла сварки из-за отказа гидроаппаратуры управления перемещением подвижной станины;
- обеспечить отсутствие необходимости переварки сварных швов из-за отказа гидросистемы, требующей остановки непрерывного металлургического агрегата.
| название | год | авторы | номер документа |
|---|---|---|---|
| Участок сварки заготовок | 1985 |
|
SU1294530A1 |
| Система программного управления машиной для контактной стыковой сварки полос оплавлением | 1986 |
|
SU1362585A1 |
| СПОСОБ И УСТРОЙСТВО КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ИЗДЕЛИЙ КОМПАКТНОГО СЕЧЕНИЯ | 2009 |
|
RU2393068C1 |
| ГИДРАВЛИЧЕСКИЙ ПРИВОД, ПРЕИМУЩЕСТВЕННО МОБИЛЬНОЙ АНТЕННОЙ УСТАНОВКИ С ПОДЪЕМНОЙ МАЧТОЙ | 2010 |
|
RU2449942C1 |
| ГИДРАВЛИЧЕСКИЙ ПРИВОД ПРЕИМУЩЕСТВЕННО МОБИЛЬНОЙ АНТЕННОЙ УСТАНОВКИ С ПОДЪЕМНЫМ ЭЛЕМЕНТОМ | 2014 |
|
RU2570679C1 |
| Механизм управления оплавлением стыкосварочных машин | 1978 |
|
SU742068A1 |
| Привод зажатия и корректировки положения свариваемых заготовок машин для контактной стыковой сварки | 1987 |
|
SU1724444A1 |
| Механизм управления оплавлением для машин контактной стыковой сварки | 1980 |
|
SU961892A1 |
| МНОГОСЕКЦИОННЫЙ ГИДРОПРИВОД КРАНОМАНИПУЛЯТОРНОЙ УСТАНОВКИ | 2007 |
|
RU2352518C1 |
| Гидросистема механизма зажатия деталей контактной стыковой сварочной машины клещевого типа | 1982 |
|
SU1076233A2 |
Изобретение относится к гидросистеме управления станиной сварочной машины и может найти применение в устройствах для контактной стыковой сварки полос, которые устанавливают в станах бесконечной прокатки. Гидросистема содержит гидрораспределитель, регулятор расхода, установленный на напорной линии гидропривода с возможностью подключения к поршневой полости гидроцилиндра управления, связанного штоковой полостью с одним выходом гидрораспределителя и поршневой полостью через обратный клапан с другим выходом гидрораспределителя. Дополнительный регулятор расхода установлен параллельно первому. Входы обоих регуляторов расхода соединены с напорной линией через общий гидрораспределитель. Выходы каждого регулятора связаны через свой гидрораспределитель с поршневой полостью гидроцилиндра управления и с устройством контроля расхода. 1 ил.
Гидросистема управления станиной сварочной машины, содержащая гидрораспределитель, регулятор расхода, установленный на напорной линии гидропривода с возможностью подключения к поршневой полости гидроцилиндра управления, связанного штоковой полостью с одним выходом гидрораспределителя и поршневой полостью через обратный клапан с другим выходом гидрораспределителя, отличающаяся тем, что она снабжена дополнительным регулятором расхода, установленным параллельно первому, при этом входы обоих регуляторов расхода соединены с напорной линией через общий гидрораспределитель, а выходы каждого регулятора связаны через свой гидрораспределитель с поршневой полостью гидроцилиндра управления и с устройством контроля расхода.
| ЩЕВЕЛЕВ Е.М | |||
| и др | |||
| Создание автоматической программируемой системы управления для стыкосварочных машин четвертого поколения с функциями допускового контроля, диагностики и визуализации | |||
| Тяжелое машиностроение, № 1, 2007, с.18-22 | |||
| ГИДРОПРИВОД МАШИН для KOHTAKTHct^ СТЫКОВОЙ СВАРКИ | 0 |
|
SU189957A1 |
| Способ консервирования кукурузы на корм | 1990 |
|
SU1727777A1 |
| WO 9015689 A1, 27.12.1990 | |||
| US 4217478 A, 12.08.1980 | |||
| US 6180910 A, 30.01.2001. | |||

