Известные устройства для изгото|3ления волнистого Шифера состоят ИЗ цепного конвейера, несущего ра.мк,и со скалками и валкового вол:Н1Ировши1ка. Недостатком этих устройств является волнированкс поперек конвейера, что обусловливает периоди чно:сть формован1ия, а следовательно, малую производительность установки.
Предлагаемое устройство также состоит из цепного конвейера со скалкам.и и валкового волн.ировщика, но оно снабжено пр испособлениями, позволяющими осуществлять продольное непрерывное формование волнистого Шифера с одновременной обреакой ЛИстов непосредственно на сжалках.
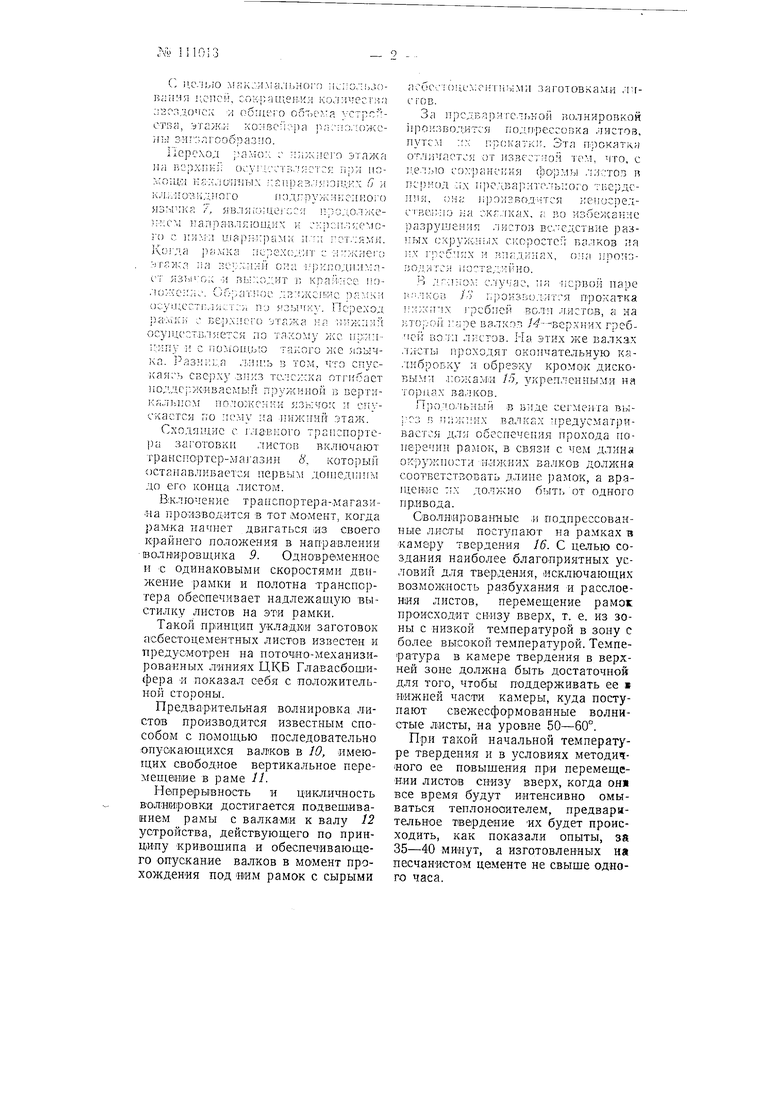
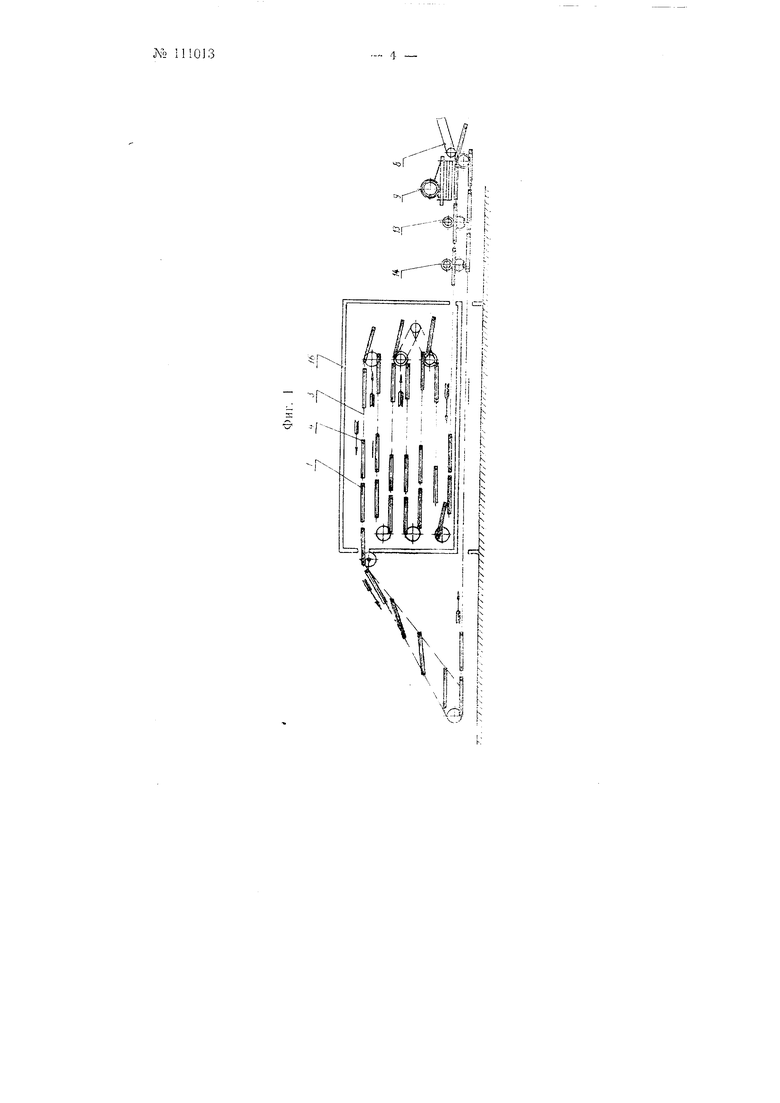
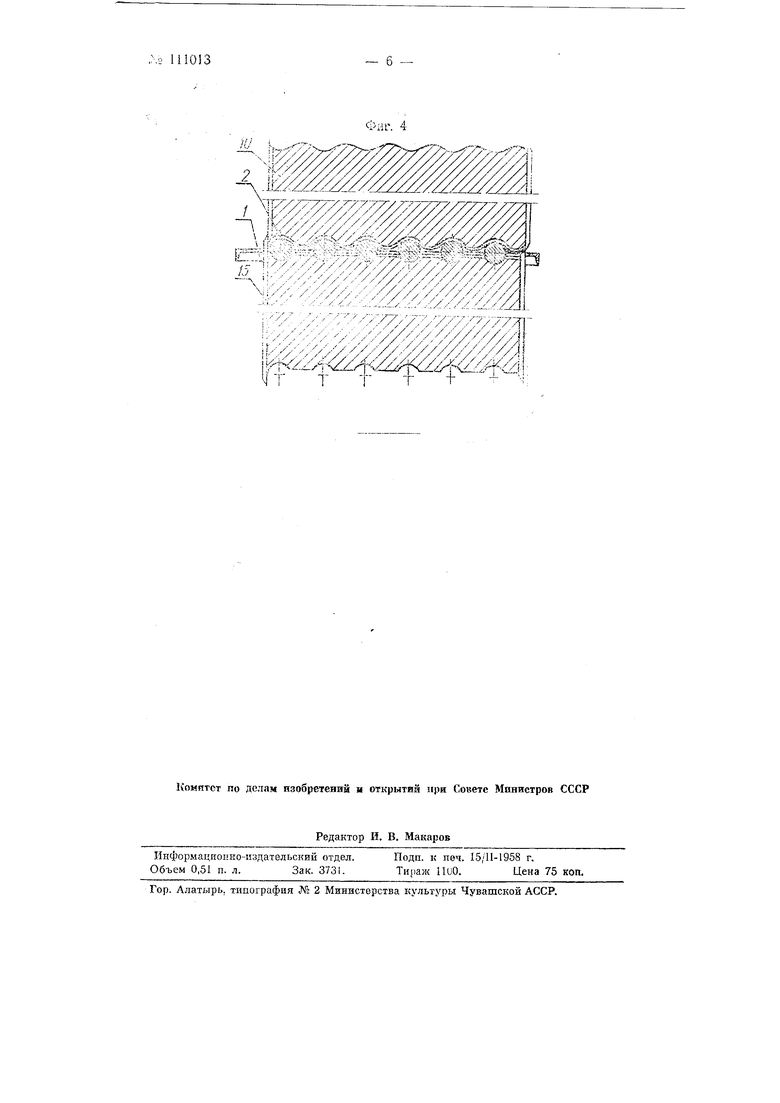
На фи1. 1 cxaNiaTH4ecKn изображе1 общий вид устройства; на фиг. 2- -схематически .изобрахсен пореход рамын с этажа иа этаж; на фиг. 3-изображен волнировщик в поперечном разрезе; на флг. 4-поперечный разрез но устройству на стадии калибровки и обрезки сволпированного шицЬера.
Устройство рассч итано на выполнен:- е следующих опера.ций: укладку заготовок на ко1 вейер, предварите.тьмую во.1н.ировку .листов, подпрессовку и калибровку .тистов, обрезку боковых кромок листов, предвар)1тельное твердеш:с листов, т.раиснортярование л-истов от лнстофор;мовочных машин к месту окончательного тверденИя их или складигрования.
Все эти операции и транспортирование лгистов производятся на рамках 1 со скалками 2 с закруглениями по диаметру, равными радиусу закруг.:1ен я волн листов и расположенных в одной плоскости на расстоянии нага волны.
Рамки с укрепленными на пих скалками передней частью закрепляются в паралле, движущейся цепи , а задней частью покоятся на роликах 4, катяп1ихся по направ,lяющн i о.
Во избежанИе опрокидывания jiaмок с листами при перемещении их с зтажа па этаж они совершают челночное перемещение, что дости|-ается исключе нием валов между парными звездочкаМИ конвейера п креплением этнх звездочек на полуосях, вращающихся в подшипниках, рЗСположениых вне зоны движения ра,юк (иа чертеже не показано).
с, no.jbio л ;;к:ил 41.1ьно1Т) и.лю.чьзов;;нмя кспсн, coK pauietM-oi коллчесгиг ;;; оздочс;: и общего vcTpc ствй, ;;1та К: : xcMBcflopa ivK-iiD/ioxvc}П;1 зиг;;лгсобр{ зио.
Переход рамп:: г п.жлего этлжа ия liepxin-ni осу14 :,т. при ипхоиол ligiciUiiHbix ;:йправля;зПлКл ( и 1,ч,;, ;0ЗИДг огоп;)Д1:ру ;-;иг1е1 НО о
мзмчка 7, яв.ля;о1це -се; 1::;одолже1;;:ем иапрЛПЛяющих к ,-кр;;1;л;;емого с лиМЛ щарНГрам;-; или гчтлямй. Kcjivia )ал;ка псрех( е лхжнего -мажг lia lUpx.TiHir о;-:а ;ри1;од11.и ;ает язт 1ох И пыходит i; край;нсе 1Kb ло:хе;:х.. Оорап ос Д1 :;;ксп1ие рамки 01:у:.исст1:ли;.;т;-;, nj мзычку. Переход )a viini е KejiXHCio этажа нл осу)цс::т,вл5;етск ло тлл;o :iy же ир;;лi::;;ny и с помогцьО такого же лзыч;(ая;ь е зерху .зниз тс.;с:;;ка отгибает 1шддерж«васл Ь:и пружиной в вергккал ;1 ам положенни 5;зь:чо;с и cnvскасгся г;о x(My па пижпий этаж.
Сходящие с главного транспортера заготовки .тиетоп включают транепортер-ма)азии 8. которьп : остама вливается пер вы л дошедшим до его конца лиетом.
В:кл10чекие трапспортера-магазиНа п)о-извод-ится в тот ;МОЛ{ент. когда j)aMKa начнет двигаться из своего кр айнего положения в направлении лволндаравщика 9. Одновременное и с одинаковыми екоростями движение рамки и полотна транспортера обеспечивает надлежащую выстилку листов на эти рамки.
Такой пр1инцип укладки заготовок асбестоцемеитных листов известен и предусмотрен на поточио-механизировакных линиях ЦКБ Главасбошифера -и показал себя с положительной СТОрОНЫ.
Предварительная волнировка листов производится известным способом с по мощью последовательно опускающихся валков в 10, имеющих свободное вертикальное перемещение в раме 11.
Непрерывность н цикличность Волиировки достигается подвешиванием рамы с валками к валу 12 устройства, действующего по принципу кривощипа и обеспечивающего опуекание валков в момент прохождения под иим рамок с сырыми
аО(.)ОсИ);лл:р|-ггиь;м;1 заготовкам.н ,пг(. iOB.
За прсдБЛрнтслькой полнировкоя i i р о I ::5 в о л.я ТС я г; о д щу ее сопка листов, путсл :::: прс;катк1;. Зта ггрокятки о ллчастся от иззесгмой тем, что, с 1,ел;ло сох)анснкя (Ьормрз ллстоз в период лх прс.чварнтгль;:ого твердении, ;)H;J 1; зо звг;дится непосредciBeii:;io j-a схг.тках, а во избежание разрушения листов вследствие разных cxpv/iXHbix скоросте:; валков на i;x греблях V: пиадкнах, ojia протк;;;од;-1тся iiocTa.xHHHo.
Н длнол: случае, иа первой паре i;/ KOB }i 1.|}оизг;оллтся прохатка грсбией волп .т.истов, а на iiTOpoii rape взлков /-т- верхних греблей вотл листов. Иа этих же валкэх ,т;гсты проходят окончательную ка.т;{бровку л обрезччу кромок дисковыми ,1:ожам Я 15, джреггленными на торцах ва.мюв.
Продо.чьный в виде сегмента вырез г; иижиих валках лредусматрнвастся для обеспечения прохода понеречин рамок, в связи с чем длина окружности нижних валков должна соответствовать длине )амок, а враlUeHiie :гх до.лж:но бьгтГ) от одного прлвода.
Оволнярованные .и подпресеованные листы поступают на рамках в камеру твердения 16. С целью создания наиболее благонриятных условий для твердения, исключающих возможность разбухания и расслоения листов, перемещение рамок происходит снизу вверх, т. е. из зоны с низкой температурой в зону с более высокой температурой. Температура в камере твердения в верхней зоне долл-сна быть достаточной для того, чтобы поддерживать ее нижней части камеры, куда поступают свел:есформованные волнистые листы, на уровне 50-60°.
При такой начальной темнературе твердения и в условиях методич«ого ее повышения при перемещении листов снизу вверх, когда они все время будут интенсивно омываться теплонооителем, предварительное твердение их будет происходить, как показали оныты, за 35-40 минут, а изготовленных на песчанистом цементе не свыше одного часа.
Теплоносителем в камере твердения может быть, в зависимости от влажности и плотности листов, а также от свойств цемента, пар или теплый воздух.
П р е л. мет и 3 о б 15 е т е н и я
1. Устройство для изготовления волнистого Шифера, состоящее из иалкового волнировщиха и цепного конвейера, несущего рамкн со скалками, отличающееся тем, что, S целью осуществлен-ия непрерывного формования волнистого шифера и синхронизации работы валкового волнирОвщика с конвейером, несущим рамки со скалками, оно снабжено кривошипом, на пальце которого подвешена рама с валками для предварителу ного волнирования п
для гюраздельлого срорлювамня углублений н гребне волнистого шифера, непосредственно па скалках, оно снабжено последовательно распол оженныли прокатными ва;1кам.
2.Форма выпоЛНенпя }стропства по п. 1, о т Ли ч а ю П1, а я с я тем, что, с целью одновремеинои с аро1;аткой обрезки кромок листов непосредственно на скалках, оно снабжено дисковыми ножами, укрепленными на торцах валков.
3.Фор: га выполнения устройства по пп. 1 и 2, о т л I ч а ю щ а я с я тем, что, с целью обеспечения возможности формования ,и обрезки волнистого шифера непосредственно на скалках, прокатные валки и дисковые ножи выполненг- с продольными прорезями для пропускания поперечин , несу;цих скалки.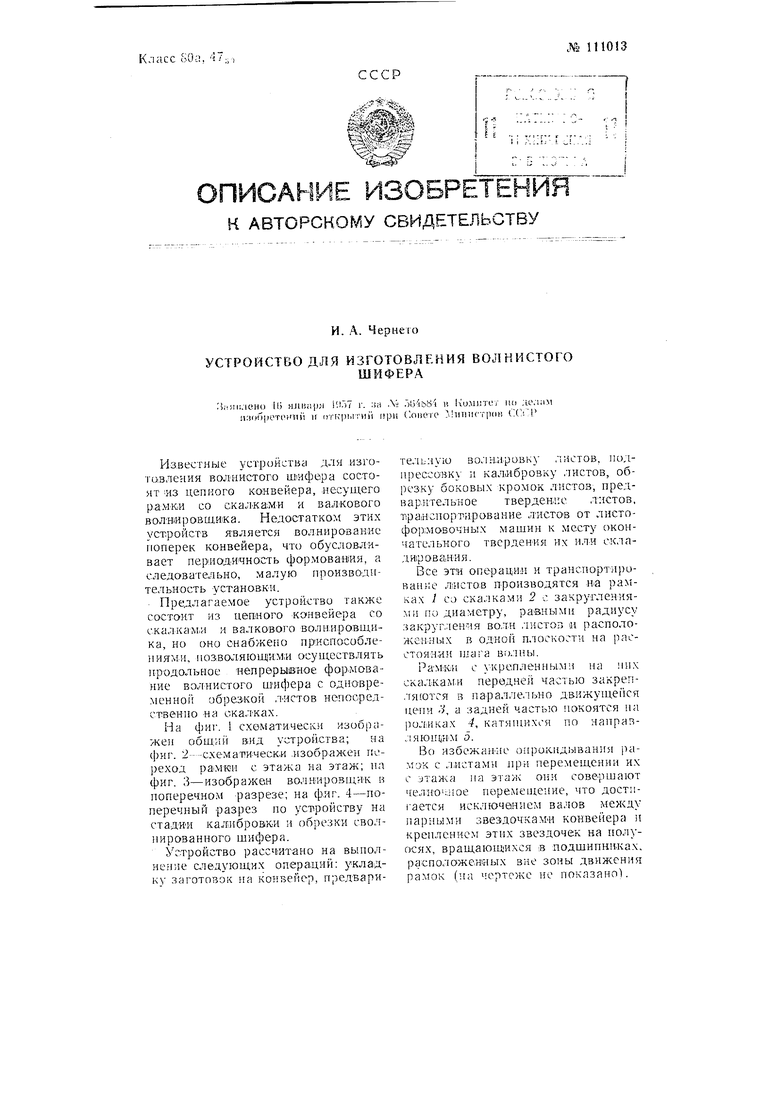

U.-/. .// //////////////////)Л --- -- - - - -- -:-r-i-.--/x:x x-/,/.::Z.--:Z/IJ
i -y. / / 7.: /77/777/7/777
У 77777у7у7/У.у7///А//7/) 7/777777/7/7//.У7777/У/А
т
