Отличительная особенность предлагаемого устройства заключается в конструктивном выполнении его частей, производящих формовку массы путем обкатывания.
Благодаря тому, что устройство работает обкаткой с вдавливанием в общую вращающуюся и формующуюся массу беспрерывно поступающего пластического материала, оно требует значительно меньшей мощности, чем пресса, рещающие задачу прессовки общей .1ассы и последующей выпрессовки ее в виде цилиндрических изделий.
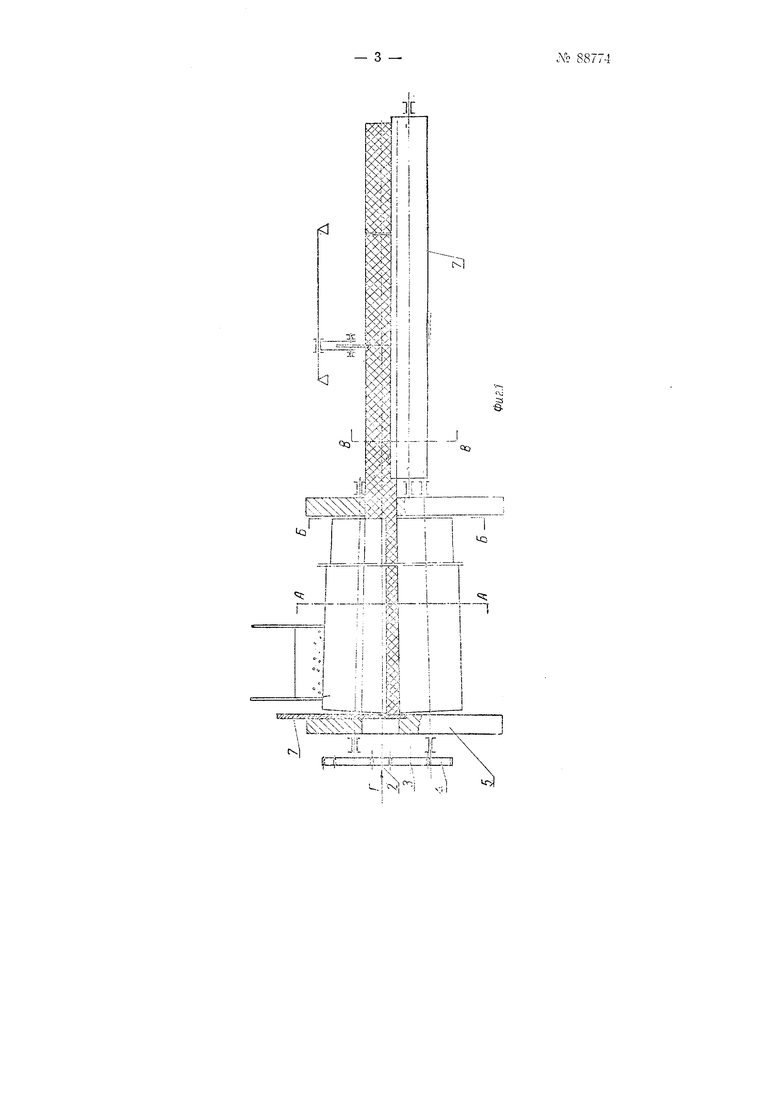
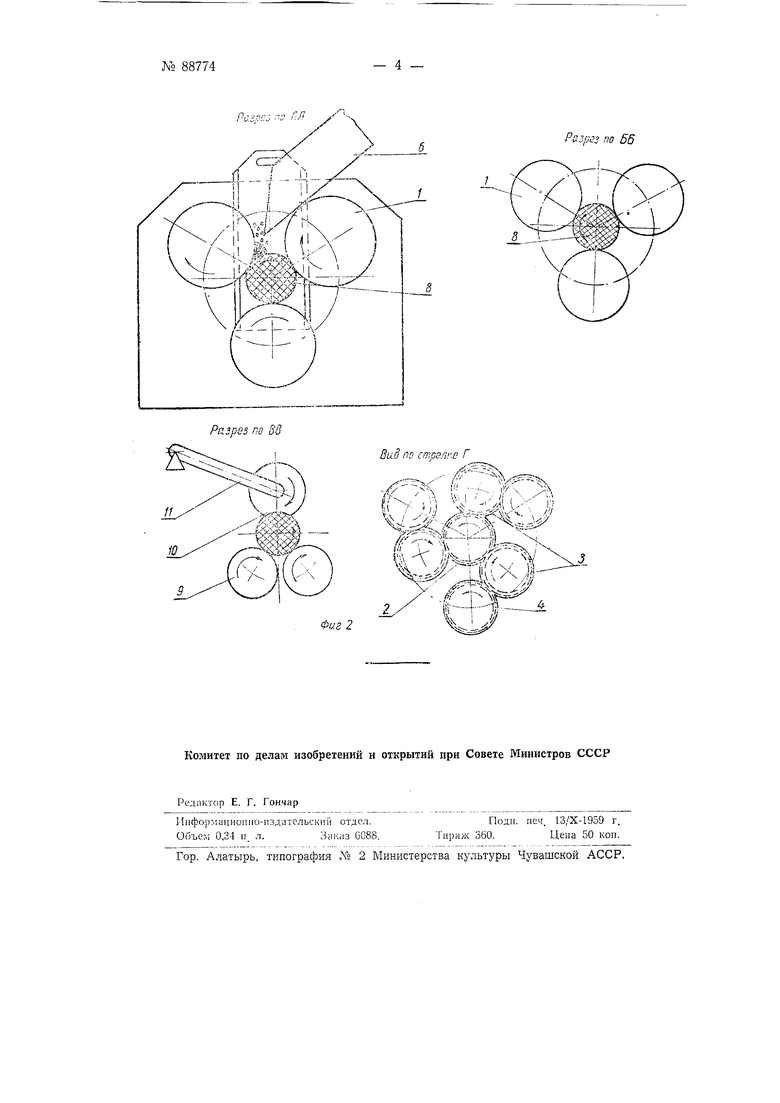
На фиг. 1 изображено предлагаемое ,стрО:1стзо, вид сбоку; на фиг. 2-разрезы ио АА, ББ, ВВ и вид по стрелке Г на фиг. 1.
Устройство состоит из тре.х одинаковых и расположеиных на равном друг от друга расстоянии валков 1 смонтированных так, что в зависимости от диаметра формуемого изделия они могут перемещаться от центра или к центру. Передача движения валкам осуществляется при помощи щестерен 2, 3 и 4, из которых последние две расположепы на осях валков, закрепленных в станине 5. Подача формуемой массы производится по желобу 6, причем выход массы регулируется задвижкой 7.
Валки, вращаясь с одной скоростью и в одном направлении, вращают формуемую массу 8, обкатывая ее в правильную цилиндрическую форму. Уплотнение и выпрессовка из междувалкового пространства формуемой в виде цилиндрической заготовки массы происходит за счет у.меньщения ее объема, что достигается путем вдавливания вращающимися . беспрерывно поступающего пласт1 ческого материала.
Плотность и скорость вьшрессовки изделий зависит от количества и крупности поступающего на формовку материала, равно как и от его вязкости, влажности, температуры и прочих факторов, свойственных пластическим материалам разного происхождения.
По выходе из формующего устройства цилиндрическая заготовка попадает в приемник, состоящий из двух валков 9, где, вращаясь, со.№ 88774
храияет п|,)н остывании, твердении или иодсушке свою форму и режется на изделия заданной длины дисковым ножом 10, качающимся на иодвеске 11.
Устройство может быть изготовлено из цилиндрических валков, пара.глельно расноложенных, отчего формовка массы и ее ун.тотиение будут нроизводиться только у места ностунления формовочного материала, или из конических валков, образующих конус, когда формовка к уплотнение массы будут происходить на всей длиие валков.
Для начала работ на устройстве между валками / у места поступления сырья из желоба или корыта 6 на формовку зан-равляется грубо спрессованная, представляющая цилиндр, заготовка, с номощью которой между валками должна начаться формовка. Заправка такой заготовки может быть нроизведеиа поднятием задвижки 7 или одиого из верхних валков 1.
Предлагаемое устройство может найти применение в металлургической промышленности нри изготовлении угольных и графитироваиных электродов для электропечей. При этом для поддержания постоянной температуры потребуется обогрев, а также термоизолирующая обшивка устройства траиспортера и прочего связанного с этой технологией оборудования.
Предмет изобретения
1.Устройство для формовки изделий цилиндрической формы из пластических масс, о т л } ч а ю щ е е с я тем, что, с целью формовки изделия путем обкатывания, в устройстве применены три валка, враш,ающихся с одинаковой скоростью и в одном направленин.
2.Форма выполнення устройства но п. 1, отличающаяся тем, что валки выполнены цилиндрическими, расиоложенными параллельно на равном расстоянии друг от друга, или. коническими, оси которых также расположены на равиом расстоянии от оси конуса, образуе.мого валиками.
3.При устройстве по ип. и 2 применение приемника, состоящего из двух валиков для обеспечения сохранности формы отформованной заготовки при остыванни, твердении или подсушке и из дискового ножа для резки заготовки на изделия заданиой длины.
4.Форма вьшолнения устройства но пп. 1 и 2, отлич ающаяся тем, что валки смонтированы таким образом, что имеется возможность перемещать их от центра илн к , в зависнмостн от диаметра формуемого изделия.
Ц J-- / . ,/
/-; al 1л )
/ .l IT:-IM ;S&;iv;t. -1 xx-WOiH-f
JSxvixSo 1 j i-X. .--iC 11
Pa.;psi no 65
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления волнистого шифера | 1957 |
|
SU111013A1 |
| Устройство для изготовления волнистого шифера | 1959 |
|
SU131659A1 |
| Конвейер-рольганг | 1947 |
|
SU76064A1 |
| Способ изготовления волнистых асбоцементных листов | 1956 |
|
SU112011A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ из БЫСТРОТВЕРДЕЮЩИХ МАСС | 1968 |
|
SU217257A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ВОЛНИСТОГО ШИФЕРА | 1956 |
|
SU110239A1 |
| Способ устранения дисбаланса изделий и устройство для его осуществления | 1947 |
|
SU77777A1 |
| Технологическая линия для производства спиральношовных гофрированных труб | 1989 |
|
SU1715535A1 |
| Устройство для непрерывной формовки пустотелых плит из быстросхватывающихся материалов | 1947 |
|
SU89750A1 |
| Стан двухрядного профилирования | 1988 |
|
SU1593728A1 |
Фиг
Bud no стселг.с Г
Лх U , V S4.
vk
