Предметом изобретения является установка для изготовления волнистого шифера, состоящая из цепного транспортера, несущего скалки для формования волнистого шифера, волнировочного механизма в виде валика, монтированного над транспортером, и пропарочной камеры с конвейером.
Известные установки того же назначения не обладают необходимой производственной гибкостью, производительностью и требуют значительных по длине цехов.
Предлагаемая установка лишена упомянутых недостатков.
Особенностью установки является выполнение ее транспортера в виде двухцепного конвейера, на котором скалки монтированы своими осями в целях так, что они получают только поступательное движение относительно механизма для волнировки листов и через камеру твердения. К другим отличительным особенностям устройства относятся формы выполнения механизма для волнировки листов и самого конвейера.
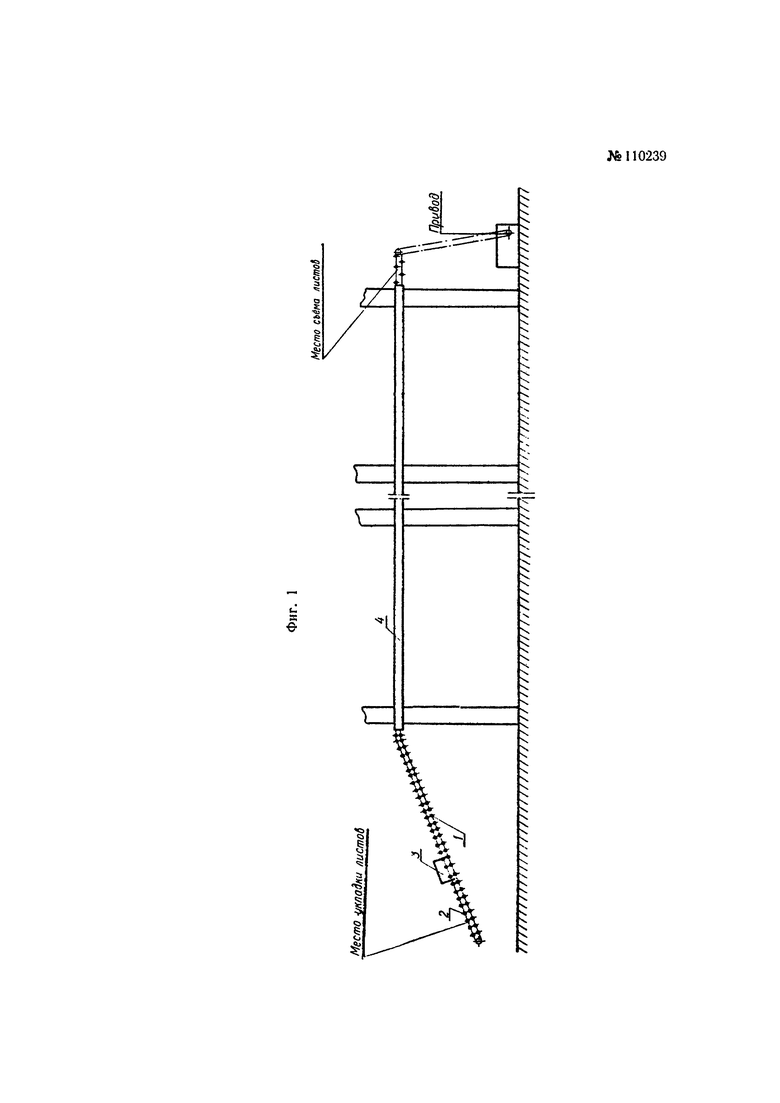
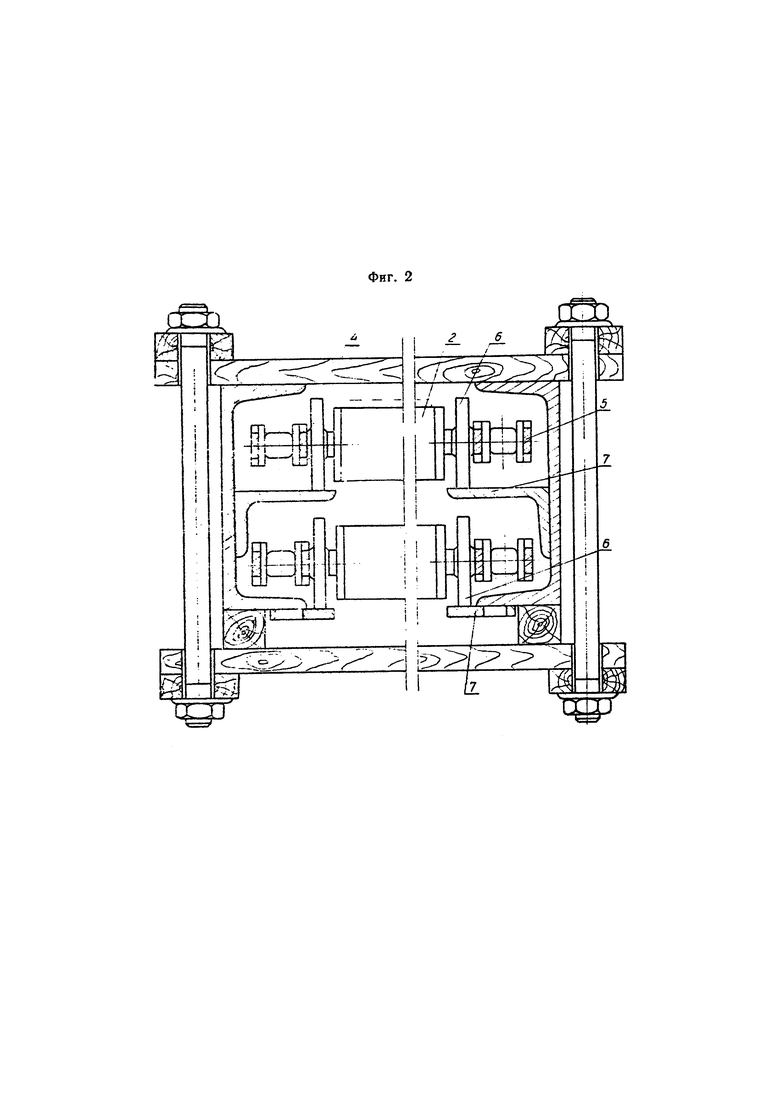
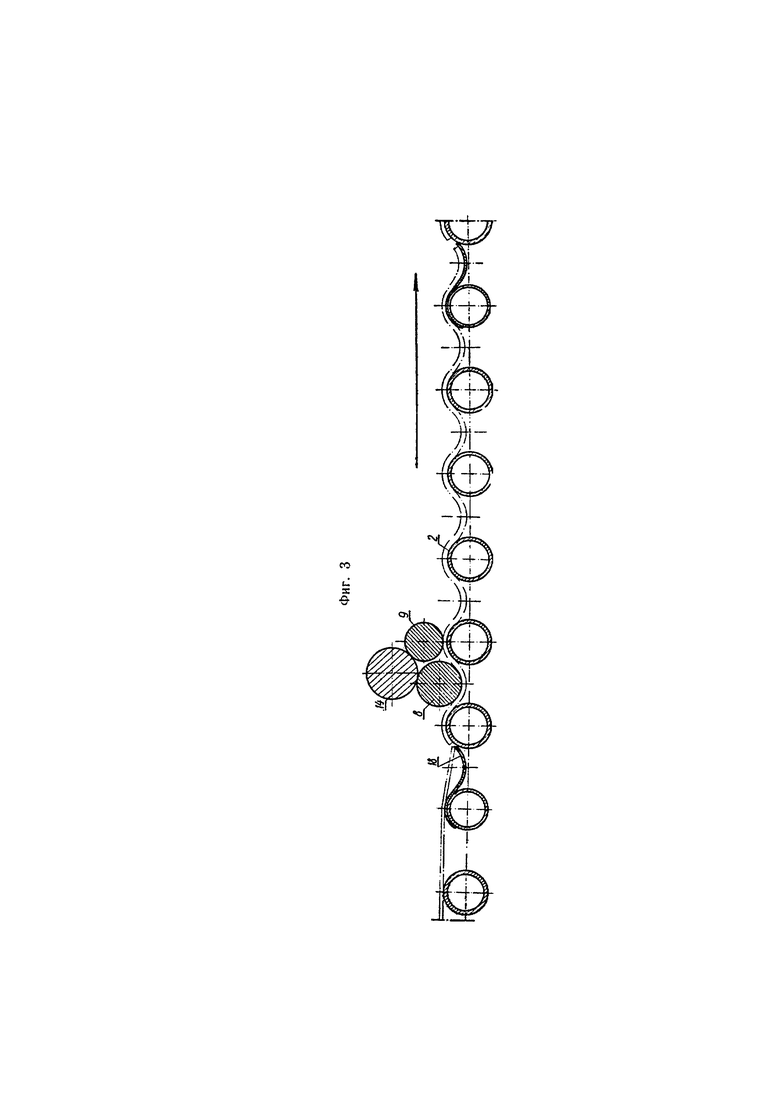
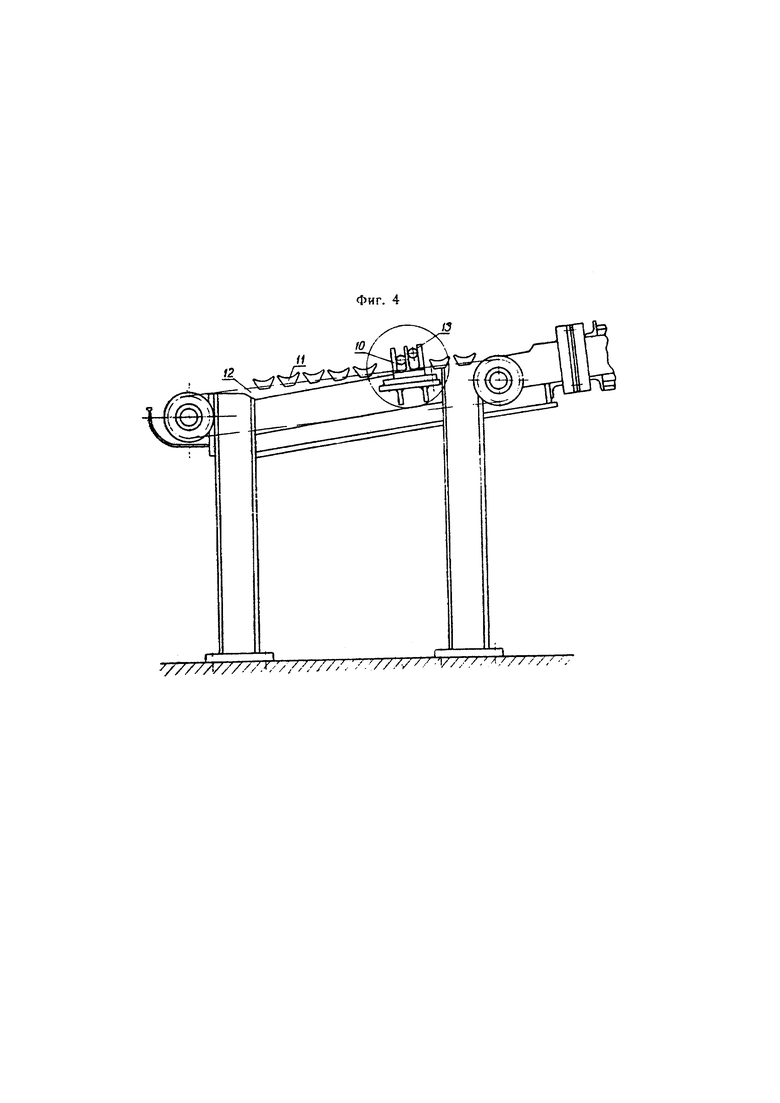
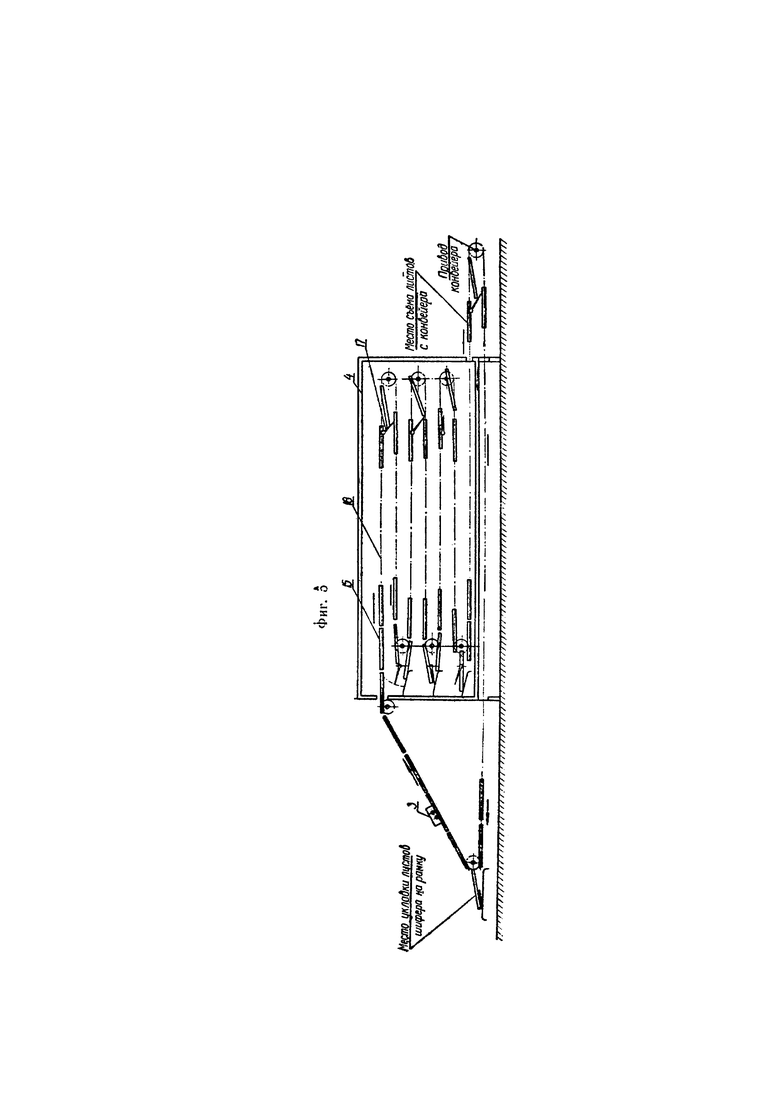
На фиг. 1 изображена схема установки; на фиг. 2 - поперечный разрез по конвейеру со скалками; на фиг. 3 - схема валкового волнировщика; на фиг. 4 - поперечный разрез по волнировщику; на фиг. 5 - схема устройства с этажным конвейером; на фиг. 6 и 7 - вариант механизма для волнировки листов (поперечный и продольный разрезы).
Транспортер установки выполнен в виде двухцепного конвейера 1, полотно которого состоит из скалок 2, получающих только поступательное движение (без вращения вокруг своей оси). Свежеформованный асбоцементный лист поступает на скалки, которые при движении конвейера перемещают его к механизму 3 для волнировки листа, а затем в камеру твердения 4. Поступательное движение скалок достигается тем, что их оси монтированы в цепях 5 конвейера и несут на концах свободно вращающиеся ролики 6, перекатывающиеся по направляющим 7.
Рабочим органом механизма для волнировки (фиг. 3) служат два волнировочных валка. Валок 8 служит для образования нижней волны, а валок 9 прижимает лист к скалке по гребню волны.
Цапфы валков помещены в направляющих 10 (фиг. 4), перпендикулярных полотну конвейера, что дает возможность валкам перемещаться в направляющих для получения требуемого профиля волны листа. Это перемещение и вращение валков осуществляется при помощи копиров 11, укрепленных на дополнительных бесконечных цепях 12, параллельных цепям конвейера. Скорость движения цепей для копиров равна скорости движения конвейера. Для контакта с копирами валки снабжены роликами 13, выходящими за пределы направляющих и качающимися по движущимся копирам.
На валках может быть помещен, при необходимости, третий валок 14, который своим весом увеличивает трение волнировочных валков и способствует фрикционной передаче вращения от одного валка к другому при перемещении полотна конвейера.
После волнировки асбоцементный лист попадает в пропарочную камеру 4 (фиг. 5). Длина этой камеры рассчитана так, чтобы сволнированные листы твердели в них до прочности, достаточной для их снятия со скалок и стопирования без нарушения формы.
Обогрев камеры может быть осуществлен паром, электрическим током, горячим воздухом и т.п. в зависимости от влажности и плотности листов.
Для обеспечения производительности папмашин конвейер должен выполняться длиной до 80-90 м с укладкой на него листов в два ручья.
Для заводов, имеющих цеха меньшей длины, может быть применен двухэтажный конвейер. Его работа отличается от работы вышеописанного конвейера лишь тем, что она протекает не непрерывно, а периодически: при загрузке листами одного этажа второй этаж не загружается. Для загрузки листов на нижний этаж наклонная часть верхнего этажа конвейера выполнена поворотной на шарнирах или петлях.
Для цехов небольшой длины может быть применен также этажный конвейер, показанный на фиг. 5. В нем скалки или козырьки, на которые укладывается обрабатываемый лист, прикрепляют к рамкам 15, которые одним концом присоединены к цепям 16, а другим - катятся по направляющим на роликах.
В предлагаемой установке вместо описанного механизма для волнировки листов может быть применен также механизм, показанный на фиг. 6 и 7. Валки для волнировки подвешены в нем на осях 17, свободно перемещающихся в прорезях 18 дисков 19. В момент волнировки листа валки фиксируются в определенном положении направляющими, прикрепленными к цепям, и как уже указывалось, движутся с той же скоростью, что и полотно конвейера. К валкам прикреплены металлические козырьки 20, способствующие прижиму обрабатываемого листа к скалкам конвейера и обеспечивающие необходимую высоту волны.

1. Установка для изготовления волнистого шифера, состоящая из цепного конвейера, несущего скалки, волнировочного механизма и пропарочной камеры, отличающаяся тем, что, с целью изготовления волнистого шифера в цехах небольшой длины, конвейер выполнен двухэтажным с поворотной приемной частью верхнего этажа для загрузки листов на нижний этаж, а скалки вмонтированы в рамки, один конец которой прикреплен к цепям конвейера, а другой - свободно перемещается роликами по направляющим.
2. Форма выполнения установки по п. 1, отличающаяся тем, что, с целью сообщения листу шифера волнистой формы, волнировочный механизм снабжен валиками, прикатывающими листы шифера к скалкам и монтированными над обоими волнировочными валиками прижимным валиком, передающим вращение одного волнировочного валика другому валику.
3. Форма выполнения установки по п. 1, отличающаяся тем, что, с целью управления перемещением валков в направлении, перпендикулярном полотну конвейера, она снабжена копирами, укрепленными на дополнительных бесконечных цепях, движущихся параллельно и синхронно конвейеру со скалками.
4. Вариант выполнения установки по п. 1, отличающийся тем, что волнировочные валики подвешены на осях, свободно перемещающихся в радиальных прорезях поворотных дисков.
