Предлагается способ закрепления в зажимных захватах испытательной разрывной машины образцов арматурных стержней периодического профиля.
Известные способы закрепления стержневых образцов не обеспечивают предупреждения усталостного разрушения концов образцов вблизи захватов (так называемого «откусывания) в результате высокой концентрации напряжений на участке входа стержней в зажимные губки.
Этот недостаток устранен в предложенном способе тем, что по предварительно выточенным на конусах образцов винтовым канавкам навивают стальную малоуглеродистую проволоку, которая служит упругой прокладкой между губками захватов и концами испытуемого стержня. Проволока должна иметь диаметр, превышающий глубину винтовой канавки на концах испытуемого стержня.
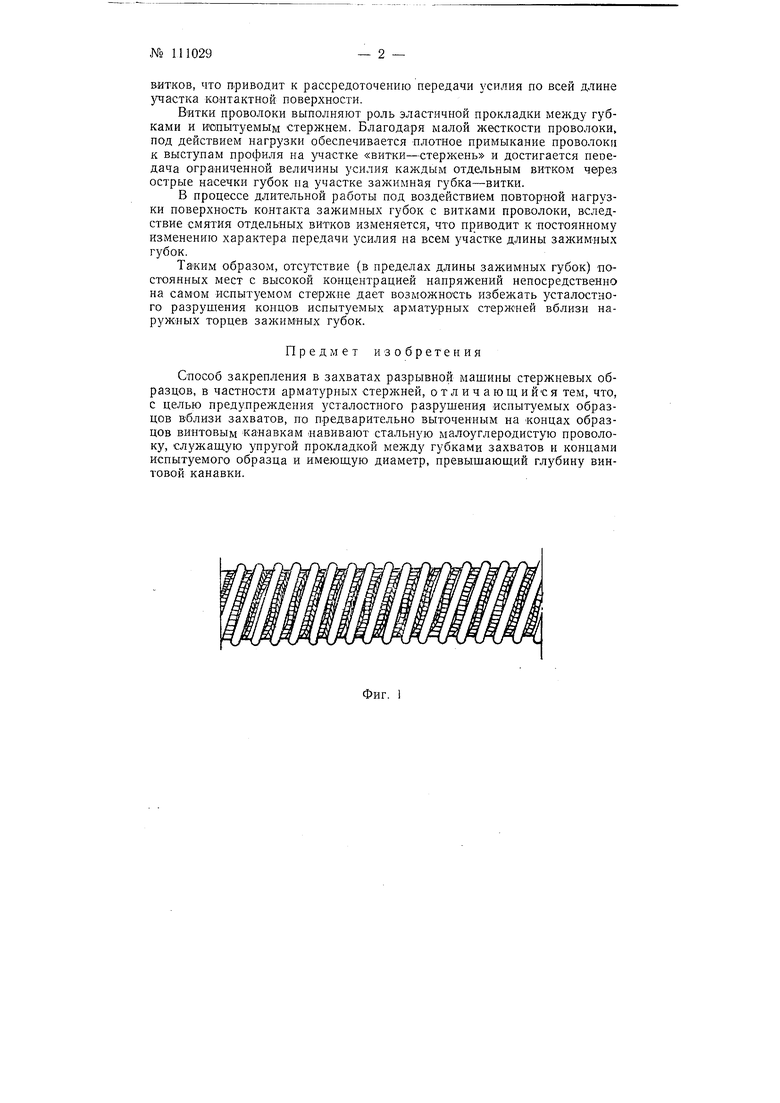
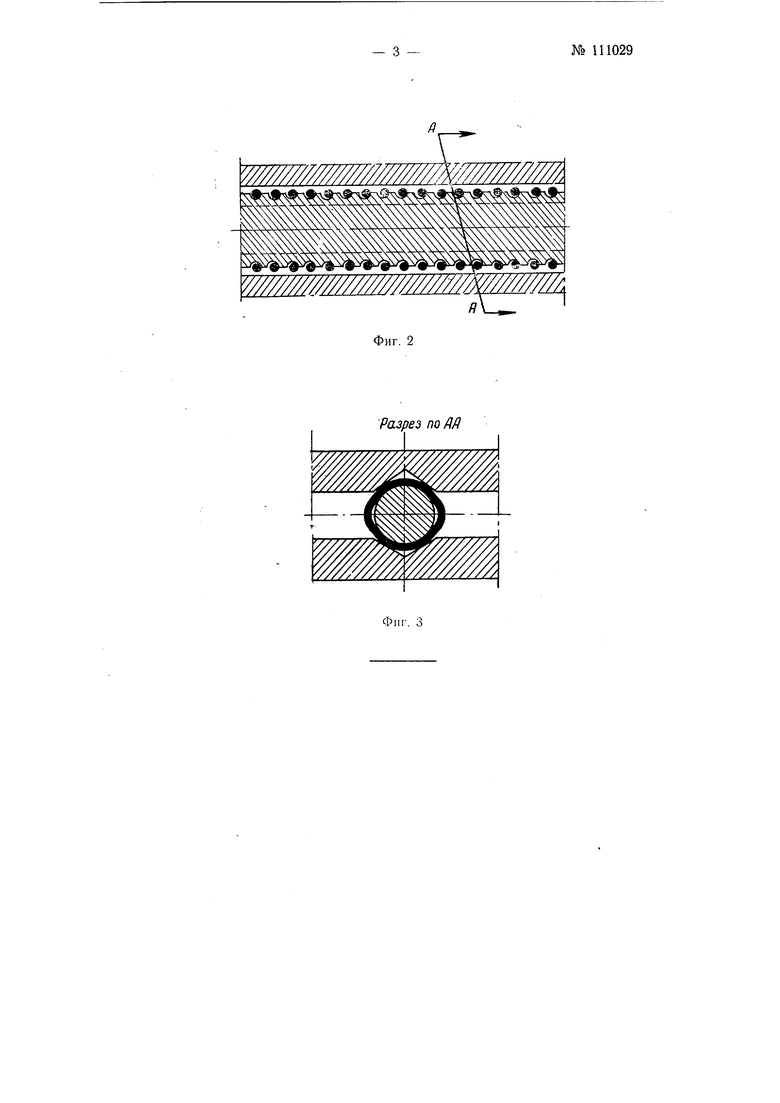
На фиг. 1 изображен конец испытуемого стержня с навитой проволокой; на фиг. 2-то же, в разрезе, вместе с губками захватов испытательной машины; на фиг. 3-то же, в поперечном разрезе по АА на фиг. 2.
На концы испытуемого образца, закрепляемого в захватах разрывной машины, на участке длины губок, по винтовым впадинам арматурного стержня периодического профиля навивают стальную малоуглеродистую проволоку диаметром, превышающим в 1,5-2 раза глубину винтовой канавки.
При закреплении концов образца в захватах машины зажимные губки, снабженные пазами с насечками, не касаются стержня непосредСтвенно, а опираются на витки проволоки. Так как контактная поверхность губок с витками проволоки весьма не велика, то при перегрузке отдельных витков происходит их и включение в работу других
витков, что приводит к рассредоточению передачи усилия по всей длине З астка контактной поверхности.
Вятки проволоки выполняют роль эластичной прокладки мелсду губками и HionbiTyeMbiM стержнем. Благодаря малой жесткости проволоки, под действием нагрузки обеспечивается плотное примыкание проволок к выступам профиля на участке «витки-стержень и достигается пеоедача ограниченной величины усилия каждым отдельным витком через острые насечки губок на участке зажимная губка-витки.
В процессе длительной работы под воздействием повторной нагрузки поверхность контакта зажимных губок с витками проволоки, вследствие смятия отдельных витков изменяется, что приводит к постоянному изменению характера передачи усилия на всем участке длины зажимных губок.
Таким образом, отсутствие (в пределах длины зажимных губок) постоянных мест с высокой концентрацией напряжений непосредственно на самом испытуемом стержне дает возможность избежать усталостного разруптения концов испытуемых арматурных стержней вблизи наружных торцев зажимных губок.
Предмет изобретения
Способ закрепления в захватах разрывной машины стержневых образцов, в частности арматурных стержней, отличающийся тем, что, с целью предупреждения усталостного разрушения испытуемых образцов вблизи захватов, по предварительно выточенным на «онцах образцов винтовым канавкам навивают стальную малоуглеродистую проволоку, служашую упругой прокладкой между губками захватов и концами испытуемого образца и имеющую диаметр, превышающий глубину винтовой канавки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Захват для испытания на усталостную прочность круглого стержневого образца | 2024 |
|
RU2837991C1 |
| Устройство к сетконавивальным автоматам | 1960 |
|
SU135070A1 |
| ЗАХВАТ ДЛЯ КРЕПЛЕНИЯ ОБРАЗЦОВ ПРИ ИСПЫТАНИИ НА РАСТЯЖЕНИЕ | 2005 |
|
RU2282173C1 |
| Зажимное устройство для испытания гибких протяженных изделий | 1990 |
|
SU1783359A1 |
| ЗАХВАТ ДЛЯ КРЕПЛЕНИЯ ОБРАЗЦОВ ПРИ ИСПЫТАНИИ НА РАСТЯЖЕНИЕ | 2002 |
|
RU2222799C1 |
| СПОСОБ ХОЛОДНОЙ СВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2036062C1 |
| СШИВАЮЩЕЕ УСТРОЙСТВО ДЛЯ НАЛОЖЕНИЯ МЕХАНИЧЕСКОГО ОБВИВНОГО ШВА | 2007 |
|
RU2328228C1 |
| ЗАЖИМ ДЛЯ ИСПЫТАНИЯ НА РАСТЯЖЕНИЕ | 2007 |
|
RU2330261C1 |
| Машина для разделки рыбы | 1932 |
|
SU39945A1 |
| АРМАТУРНЫЙ КАРКАС, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ЗАГОТОВКИ АРМАТУРНОГО КАРКАСА | 2000 |
|
RU2198272C2 |
mm/m /7/7m77: mm7m.
У///////////////7/ШМШ/М/М/////Л
Л
