1
Изобретение относится к машиностроению, а именно к зубошлифованию цилиндрических колес.
Известен прерывистный конический круг для зубощлифования, состоящий из металлического корпуса, вдоль конической поверхности которого закреплен абразивный рабочий слой в виде прерывистых сегментов 1 .
Недостатком известного круга является то, что при снятии им припуска с боковой поверхности зуба имеет место износ инструмента, что приводит к уменьшению угла профиля круга и к частым его правкам.
Целью изобретения является повышение производительности зубошлифования путем исключения операции правки круга.
Поставленная цель достигается тем, что конический прерывистый шлифовальный круг для обработки зубчатых колес, вдоль конической поверхности корпуса которого жестко закреплен абразивный слой, снабжен механизмом регулировки положения абразивного слоя, выполненным в -виде двух двуплечих рычагов с двумя ограничителями угла поворота и шарового элемента, расположенного в дополнительно выполненном радиальном пазу корпуса, с возможностью взаимодействия с одним из плеч рычага, на котором размещен абразивный слой.
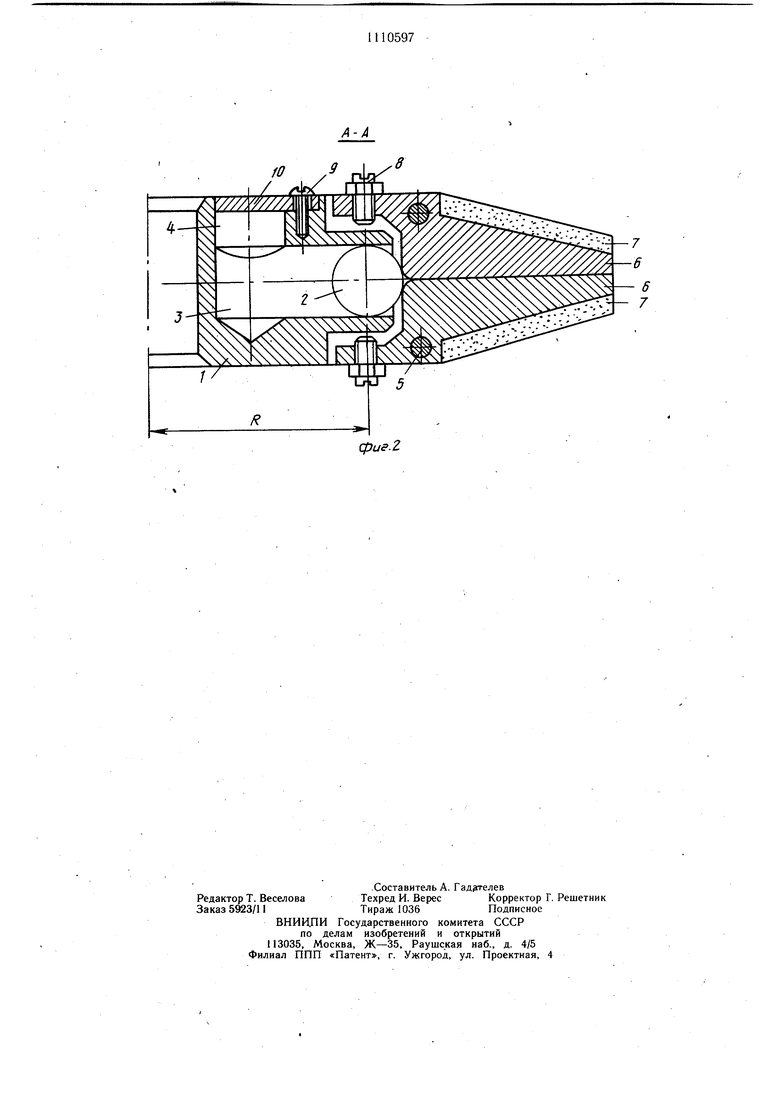
На фиг. 1 показан шлифовальный круг, общий вид; на фиг. 2 - сечение на фиг. 1.
Конический шлифовальный круг состоит из корпуса 1, вдоль конической поверхности которого расположены радиальные пазы, шаровой, элемент 2 вводят в радиальный паз 3 корпуса 1 через отверстие 4, расположенное на торце корпуса 1. В радиальных пазах корпуса 1 rfa осях 5 установлены попарно двуплечие рычаги 6, на наружной поверхности которых закреплен абразивный слой 7. Одно из плеч каждого рычага 6 взаимодействует с элементом 2, а другое выполняет роль упора, на котором закреплен ограничитель 8 угла поворота рычага. На корпусе 1 винтами 9 закреплен поворотный диск 10 с кольцевыми пазами 11 и торцовыми отверстиями 12 по числу радиальных пазов, в которых установлены рычаги 6. Торцовые отверстия 12 предназначены для ввода подвижного элемента 2 в радиальное отверстие 3 корпуса 1.
В начале работы отпускают винты 9 и поворачивают диск 10 до тех пор, пока торцовые отверстия 12 диска не совместятся с торцовыми отверстиями 4 корпуса 1. Пос0597
ле этого в радиальное отверстие 3 корпуса 1 вводят элементы 2, а диск 10 поворачивают в исходное положение и крепят винтами 9. При этом массу подвижного элемента 2 определяют расчетным путем по формуле
,
где ш - масса подвижного элемента;
R- - радиус вращения подвижного эле0мента, равный расстоянию от оси
вращения круга до центра тяжести подвижного элемента; V - линейная скорость вращения круга; YH- механическая сила, которую допол,нительно нужно создать за счет
центробежного эффекта, равная по величине нормальной составляющей силы резания - Ру. При вращении круга элемента 2, размещенные в радиальных отверстиях 3 кор0 пуса 1, под действием центробежных сил Гц. воздействуют на одно из плеч рычага 6 и поворачивают их иа осях 5. При этом другое плечо рычага 6 поворачивается до тех пор, пока ограничитель 8 не упрется в кор пус 1. Б процессе взаимного обката круга и обрабатываемого колеса в местах контакта инструмент - деталь возникает нормальная составляющая силы резания - Ру, под действием которой происходит перемещение абразивного слоя 7, что влечет за 0 собой поворот рычага 6, в противоположном направлении. Это позволяет в процессе обработки поддерживать требуемый угол профиля инструмента за счет того, что участки изношенного в процессе обработки рабочего слоя под действием центробежного эф5 фекта занимают место на конусной поверхности его исходного профиля. При износе инструмента толщина слоя металла, срезаемого в результате единичного реза шлифовального круга уменьшается, что привеQ дет к уменьшению силы резания. В связи с этим сила, действующая через рычаг 6 на элемент 2 уменьшиГся. При этом центробежная сила Fу, действующая на элемент 2, остается постоянной, так как режимы обработки и масса элемента 2 не изменяются. 5 Это приведет к разбалансировке динамической системы и вызовет перемещение элемента 2 в радиальном направлении от центра круга и увеличение силы его воздействия иа рычаг до тех пор, лока требуемый угол профиля не приобретет первоначального
значения, а динамическая система не придет в состояние равновесия.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕРЫВИСТЫЙ АЛМАЗНО-АБРАЗИВНЫЙ КРУГ ДЛЯ ЭЛЕКТРОКОНТАКТНОЙ ОБРАБОТКИ КОЛЕС С КРУГОВЫМ ЗУБОМ | 2002 |
|
RU2230634C1 |
| ТОРЦОВЫЙ АБРАЗИВНЫЙ ИНСТРУМЕНТ | 2006 |
|
RU2314189C1 |
| АЛМАЗНО-АБРАЗИВНЫЙ ПРЕРЫВИСТЫЙ ТОРЦОВЫЙ ИНСТРУМЕНТ С ИМПУЛЬСНЫМ НАГРУЖЕНИЕМ | 2005 |
|
RU2303517C2 |
| ТОРЦОВЫЙ АБРАЗИВНЫЙ ИНСТРУМЕНТ | 2008 |
|
RU2347671C1 |
| СБОРНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ ДЛЯ КОМБИНИРОВАННОЙ ОБРАБОТКИ | 1998 |
|
RU2146604C1 |
| УСТРОЙСТВО КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА ДЛЯ ПРЕРЫВИСТОЙ ОБРАБОТКИ КОЛЕС С КРУГОВЫМ ЗУБОМ | 1999 |
|
RU2147978C1 |
| СПОСОБ КОМБИНИРОВАННОГО ШЛИФОВАНИЯ | 2002 |
|
RU2211754C1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ ПЛОСКОСТЕЙ С ИМПУЛЬСНЫМ НАГРУЖЕНИЕМ | 2005 |
|
RU2303511C2 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 1998 |
|
RU2146605C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ ПАЗОВ И ДРУГИХ ПОВЕРХНОСТЕЙ | 2001 |
|
RU2204471C2 |
КОНИЧЕСКИЙ ПРЕРЫВИСТЫЙ ШЛИФОВАЛЬНЫЙ КРУГ для обработки зубчатых колес, вдоль конической поверхности корпуса которого жестко закреплен абразивный слой, отличающийся тем, что, с целью повышения производите.льности, круг снабжен механизмом регулировки положения абразивного слоя, представляющим собой два двуплечих рычага с ограничителями их угла поворота и шаровой элемент, свободно размещенный в дополнительно выполненном радиальном пазу корпуса с возможностью взаимодействия с одним из плеч каждого рычага, на котором размеш.ен абразивный слой.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Якимов А | |||
| В | |||
| Качество изготовления зубчатых колес | |||
| Л., «Машиностроение, 1979, с | |||
| Топочная решетка для многозольного топлива | 1923 |
|
SU133A1 |
