Изобретение относится к обработке заготовок деталей резанием, а именно к инструменту для абразивной обработки.
Известен шлифовальный круг для торцового шлифования, на рабочих торцах которого выполнены пазы, заполненные твердым смазочным материалом (см. патент РФ №2163535, B24D 7/10, 2001).
Недостатком данного круга является большой расход абразивного материала, из которого выполнено основание инструмента, которое после износа определенной части торцовой поверхности круга невозможно повторно использовать.
Известен также сборный абразивный круг для торцового шлифования, содержащий планшайбу и закрепленные на ее базовых плоскостях абразивные сегменты с каналами для подвода смазочно-охлаждающей жидкости (СОЖ), устройство для подачи СОЖ, выполненное в виде кольцевого трубопровода, заслонки, закрывающие каналы со стороны внутренней части круга (см. а.с. СССР №1645118, В24В 55/02, 1991).
Недостатком этого круга является сложная система подачи СОЖ, требующая изменения некоторых узлов станка, большой расход СОЖ в моменты нахождения сегментов вне контакта с заготовкой, интенсивное разбрызгивание жидкости и сложность проникновения СОЖ непосредственно в зону резания.
Наиболее близким устройством того же назначения к заявляемому изобретению по совокупности признаков является торцовый абразивный инструмент, содержащий корпус с радиальными пазами, кольцевой канавкой и хвостовиком с резьбовой наружной поверхностью, на котором установлен с возможностью осевого перемещения толкатель, абразивные бруски с элементами крепления последних, выполненными в виде клиньев, установленных с возможностью контакта по конической поверхности с подпружиненными в радиальном направлении сухарями, причем каждый из клиньев размещен в пазах корпуса с возможностью контакта с абразивным бруском (см. а.с. СССР №1215972, B24D 7/06 // B24D 7/00, 1984), принятый за прототип.
Причинами, препятствующими достижению указанного ниже технического результата при использовании инструмента, принятого за прототип, можно считать интенсивное разбрызгивание смазочно-охлаждающей жидкости, что ухудшает санитарно-гигиеническую обстановку, невозможность проникновения СОЖ непосредственно в зону резания, что повышает вероятность возникновения шлифовочных дефектов (прижогов и микротрещин) на поверхности обработанных заготовок.
Сущность изобретения заключается в следующем. При плоском торцовом шлифовании площадь контакта круга и заготовки относительно (по сравнению с другими видами шлифования) велика. В результате проникновение СОЖ непосредственно в зону контакта весьма затруднено, что повышает вероятность возникновения шлифовочных дефектов. Предлагаемый абразивный инструмент позволяет наносить смазочный материал на поверхность заготовки до вступления ее в контакт с абразивным бруском, что обеспечивает повышение качества поверхности обрабатываемой заготовки в силу полной реализации свойства смазочного материала. Пазы, заполненные твердым смазочным материалом, глубиной более половины толщины абразивных брусков, позволяют полностью перекрывать всю рабочую торцовую поверхность абразивного круга.
Кроме того, применение абразивных брусков позволит снизить расход абразивного материала по сравнению со сплошными и прерывистыми цельными кругами, в которых основание, выполненное из абразивного материала, по достижению определенного износа круга в дальнейшем просто не используется.
Технический результат - повышение качества обработанных поверхностей за счет доставки смазочно-охлаждающего средства на обрабатываемую поверхность непосредственно в зону шлифования и уменьшение расхода абразивного материала.
Указанный технический результат достигается тем, что торцовый абразивный инструмент содержит корпус с радиальными пазами, кольцевой канавкой и хвостовиком с резьбовой наружной поверхностью, на котором установлен с возможностью осевого перемещения толкатель, абразивные бруски с элементами крепления последних, выполненными в виде клиньев, установленных с возможностью контакта по конической поверхности с подпружиненными в радиальном направлении сухарями, причем каждый из клиньев размещен в пазу корпуса с возможностью контакта с абразивным бруском.
Особенность конструкции заключается в том, что на периферийной поверхности корпуса закреплен обод, являющийся элементом крепления брусков, а каждый брусок выполнен с продольным клиновидным пазом, глубиной 0,6...0,65 толщины бруска, заполненным твердым смазочным материалом, причем пазы в брусках обращены поочередно к оси вращения инструмента или к ободу, а толкатель фиксируется дополнительной гайкой.
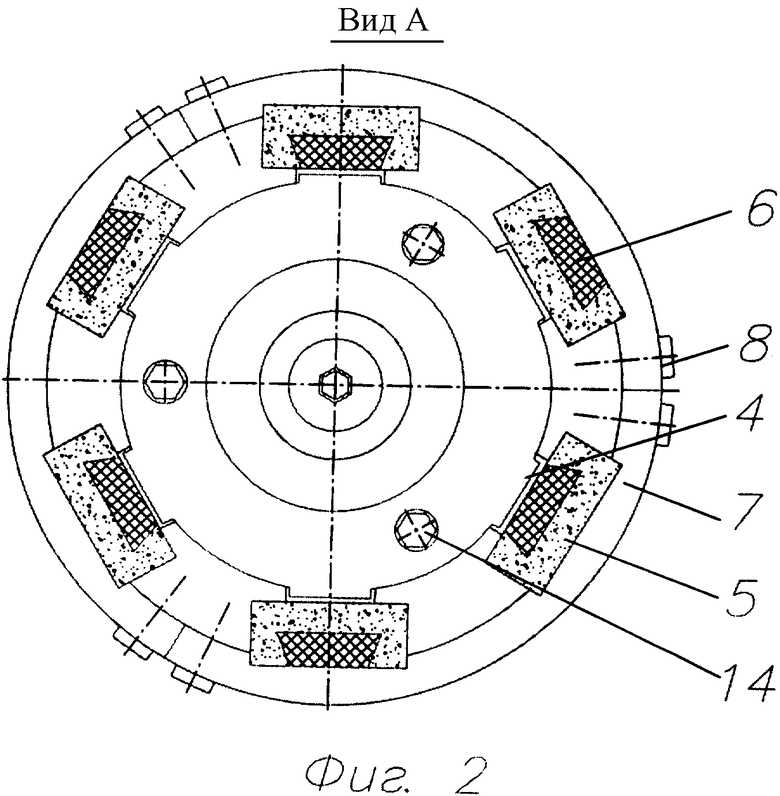
На чертежах представлено:
на фиг.1 - разрез абразивного инструмента;
на фиг.2 - вид А на фиг.1.
Сведения, подтверждающие возможность осуществления изобретения с получением вышеуказанного технического результата, заключаются в следующем.
Торцовый абразивный инструмент состоит из корпуса 1, в котором выполнены радиальные пазы и отверстия. В отверстиях установлены сухари 2 с пружинами 3, а в пазах - клинья 4 и абразивные бруски 5 с продольными клиновидными пазами, заполненными твердым смазочным материалом 6 (ТСМ). Пазы в брусках обращены поочередно к оси вращения инструмента или к ободу 7, который закреплен на корпусе 1 винтами 8. Корпус 1 имеет хвостовик с наружной резьбовой поверхностью, на которую навинчен толкатель 9, контактирующий с абразивными брусками и зафиксированный гайкой 10. Инструмент устанавливается на шпиндель 11 плоскошлифовального станка и закрепляется винтом 12.
На торцовой поверхности корпуса выполнены три резьбовых отверстия для установки съемника 13 с помощью винтов 14 при смене абразивных брусков 5 или их выдвижении при достижении заданной величины износа.
Работает торцовый абразивный инструмент следующим образом. Шлифование сопровождается высокой температурой в зоне резания и при прохождении по заготовке участков абразивного инструмента с ТСМ происходит расплавление его поверхностных слоев и шлифовальный круг транспортирует ТСМ непосредственно в зону контакта круга и заготовки. Благодаря этому снижается вероятность появления шлифовочных дефектов и обеспечивается повышение качества обработанных поверхностей.
По достижении абразивными брусками заданной величины износа на абразивный инструмент, не снимая его со станка, устанавливают съемник 13 и винтами 14 отжимают клинья 4 от абразивных брусков 5, тем самым высвобождая последние. Затем ослабляют гайку 10 и навинчивая толкатель 9 на хвостовик корпуса 1, выдвигают абразивные бруски на заданную величину и вновь фиксируют толкатель 9 гайкой 10. После этого, вывинчивая винты 14, снимают с инструмента съемник 13, тем самым высвобождая клинья 4, которые под действием пружин 3 и сухарей 2 прижимают абразивные бруски 5 к ободу 7, фиксируя их в заданном положении с упором в толкатель 9. Инструмент вновь готов к работе.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТОРЦОВЫЙ АБРАЗИВНЫЙ ИНСТРУМЕНТ | 2008 |
|
RU2347671C1 |
| АБРАЗИВНЫЙ КРУГ | 1998 |
|
RU2137594C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ПРИ ПЛОСКОМ ПЕРИФЕРИЙНОМ ШЛИФОВАНИИ | 2014 |
|
RU2579325C1 |
| КОМПОЗИЦИОННЫЙ ШЛИФОВАЛЬНЫЙ КРУГ ДЛЯ ТОРЦОВОГО ШЛИФОВАНИЯ | 2008 |
|
RU2372182C1 |
| ПРЕРЫВИСТЫЙ ТОРЦЕКРУГЛОШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ | 2005 |
|
RU2304039C2 |
| СПОСОБ ПРЕРЫВИСТОГО ТОРЦЕКРУГЛОГО ШЛИФОВАНИЯ | 2005 |
|
RU2300453C1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ В ЗОНУ ШЛИФОВАНИЯ | 2004 |
|
RU2274539C1 |
| УСТРОЙСТВО ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 2004 |
|
RU2271920C1 |
| СИНУСОИДАЛЬНЫЙ АЛМАЗНО-АБРАЗИВНЫЙ КРУГ | 2004 |
|
RU2275294C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ (СОЖ) ПРИ ПЛОСКОМ ТОРЦОВОМ ШЛИФОВАНИИ | 2008 |
|
RU2385215C1 |
Изобретение относится к области абразивной обработки и может быть использовано в конструкциях торцовых абразивных инструментов. Последние содержат корпус с радиальными пазами, кольцевой канавкой и хвостовиком с резьбовой наружной поверхностью. На хвостовике установлен с возможностью осевого перемещения толкатель, фиксируемый гайкой. Элементы крепления абразивных брусков выполнены в виде клиньев, размещенных в пазу корпуса и установленных с возможностью контакта по конической поверхности с подпружиненными в радиальном направлении сухарями. На периферийной поверхности корпуса закреплен обод, являющийся элементом крепления брусков. Бруски выполнены с продольным клиновидным пазом, глубиной 0,6...0,65 толщины бруска, заполненным твердым смазочным материалом. Пазы в брусках обращены поочередно к оси вращения инструмента или к ободу. Такая конструкция обеспечивает доставку смазочно-охлаждающего средства непосредственно в зону шлифования, что повышает качество обработки и уменьшает расход абразивного материала. 2 ил.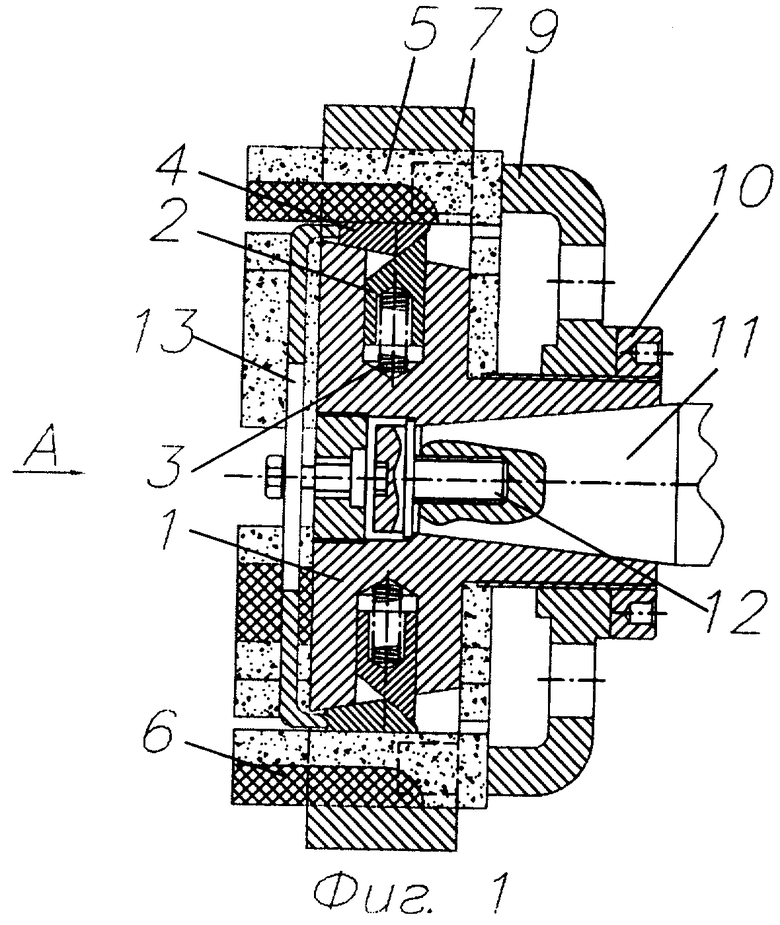
Торцовый абразивный инструмент, содержащий корпус с радиальными пазами, кольцевой канавкой и хвостовиком с резьбовой наружной поверхностью, на котором установлен с возможностью осевого перемещения толкатель, абразивные бруски с элементами их крепления в виде клиньев, установленных с возможностью контакта по конической поверхности с подпружиненными в радиальном направлении сухарями, причем каждый из клиньев размещен в пазу корпуса с возможностью контакта с абразивным бруском, отличающийся тем, что на периферийной поверхности корпуса закреплен обод, являющийся дополнительным элементом крепления абразивных брусков, а каждый брусок выполнен с продольным клиновидным пазом глубиной 0,6...0,65 толщины бруска, заполненным твердым смазочным материалом, причем пазы в брусках обращены поочередно к оси вращения инструмента или к ободу, а толкатель на хвостовике зафиксирован гайкой.
| Торцовый абразивный инструмент | 1984 |
|
SU1215972A1 |
| Способ обесцвечивания фенола, крезолов и других кислых фракций смол | 1927 |
|
SU15315A1 |
| Прерывистый абразивный круг | 1974 |
|
SU517478A2 |
| GB 1441899, 07.07.1976. | |||

