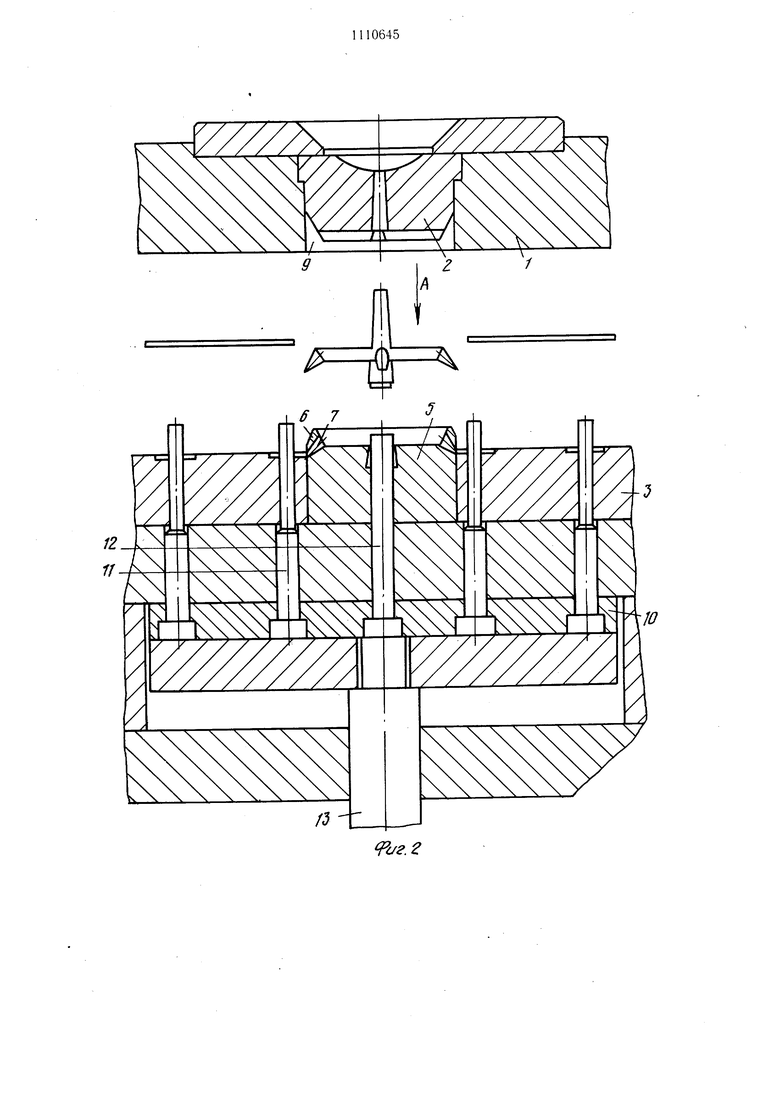
Изобретение относится к переработке полимерных материалов и может быть использовано для изготовления изделий с тонкими периферийными участками. Известна литьевая форма, в которой разводящий литниковый канал образован ненодвижной и подвижной полуформами, причем в последней выполнен выступ с тоннельным впускным каналом 1, Наиболее близкой по технической сущности и достигаемому эффекту к предлагаемой является литьевая форма, содержащая неподвижную нолуформу и подвижную полуформу, включающую плиту с оформляющими элементами с закрепленной в ней вставкой с выступом, в котором выполнены тоннельные впускные каналы, и выталкивающую систему, при этом разводящий литниковый канал образован вставкой и неподвижной полуформой 2. Однако в известных формах выполнение тоннельного впускного канала в выступе какого-либо элемента формы, например вставки, приводит к ослаблению стенки выступа, которая начинает крошиться в процессе работы формы. При увеличении разводящего литникового канала можно увеличить прочность стенки выступа, но расход полимерного материала в этом случае неоправданно увеличивается. Цель изобретения - повыщение надежности работы формы и снижение расхода по лимерного материала. Поставленная цель достигается тем, что в литьевой форме для изготовления полимерных изделий, содержащей неподвижную нолуформу и подвижную полуформу, включающую плиту с оформляющи.ми элементами с закрепленной в ней вставкой с выступом, в котором выполнены тоннельные литниковые впускные каналы, и выталкивающую систему, при этом разводящий литниковый канал образован вставкой и неподвижной нолуформой, выступ выполнен высотой, превышающей размер разводящего литникового канала в направлении раскрытия формы, а в ненодвижной полуформе выполнен паз под выступ. Такое конструктивное решение позволяет увеличить сечение стенки выступа входяп 1его в паз в неподвижной полуформе и таким образом повысить надежность работы формы, ее долговечность. Кроме того, размеры тоннельного впускного канала, ограниченные в известной форме размером разводящего литниково10 канала, перестают в этом случае зависеть от последнего, что позволяет выбирать оптимальные размеры тоннельного впускного канала и разводящего литникового канала и вследствие этого снизить расходы полимерного материаНа фиг. 1 показана литьевая форма. разрез; на фиг. то же, в .момент удаления изделий и литников; на фиг. 3-5 - варианты выполнения узла I на фиг. 1; на фиг. 6 - вид А на фиг. 2. Литьевая форма содержит неподвижную полуформу 1 с литниковой втулкой 2 и подвижную полуформу, включающую плиту 3 с оформляющими элементами - .матрица.ми 4, с закрепленной в ней вставкой 5 с выступом 6, в котором выполнены тоннельные впускные каналы 7. Выступ б выполнен высотой, превышающей размер разводящего литникового канала 8 в направлении раскрытия формы. В неподвижной полуформе под выступ 6 выполнен паз 9, образованный неподвижной полуфор.мой 1 и литниковой втулкой 2. Выталкивающая система включает плиты 10 с выталкивателя.ми 11 и 12 соответственно изделий и литников. С плитами 10 жестко связан хвостовик 13. Литьевая форма работает следующим образом. После впуска полимерного материала и технологической выдержки форма раскрывается, при этом изделия и литники благодаря задержке на выталкивателе 12 остаются в подвижной полуформе. В ходе дальнейщего раскрытия хвостовик 13 наталкивается на упор термопластавтомата изделия и литники удаляются из формы, при этом кромкой тоннельного впускного канала 7 изделия отделяются от литников. Использование предлагаемого изобретения позволит повысить надежность работы литьевой формы и снизить расход полимерного материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления полимерных изделий | 1988 |
|
SU1595661A1 |
| ГОРЯЧЕКАНАЛЬНАЯ ФОРМА ДЛЯ ИНЖЕКЦИОННОГО ПРЕССОВАНИЯ КРУПНОГАБАРИТНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2014 |
|
RU2596748C2 |
| Литьевая форма для изготовления полимерных изделий | 1988 |
|
SU1676818A1 |
| Литьевая форма для изготовления армированных полимерных изделий | 1988 |
|
SU1609691A1 |
| Литьевая форма | 1979 |
|
SU852593A1 |
| Литьевая форма для изготовления полимерных изделий | 1985 |
|
SU1362644A1 |
| Литьевая форма для изготовления полимерных изделий | 1985 |
|
SU1260230A1 |
| Литьевая форма для изготовления полимерных изделий | 1988 |
|
SU1680545A1 |
| Литьевая форма для изготовления изделий из полимерных материалов | 1983 |
|
SU1165591A1 |
| Двухэтажная литьевая форма для изготовления изделий из полимерных материалов | 1981 |
|
SU1085839A2 |


ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ, содержащая неподвижную полуформу и подвижную полуформу, включающую плиту с оформляющими элементами с закрепленной в ней вставкой с выступом, в котором выполнены тоннельные впускные каналы, и выталкивающую систему, при этом разводящий литниковый ка1:ал образован вставкой и неподвижной полуформой, отличающаяся тем, что, с целью повыщения надежности работы формы и снижения расхода полимерного материала, выступ выполнен высотой, превышающей размер разводящего литникового канала в направлении раскрытия формы, а в неподвижной полуформе выполнен паз под выступ. S (Л 05 ел
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Видгоф Н | |||
| Б | |||
| Основы конструирования литьевых форм для термопластов | |||
| М., «Машиностроение, 1979, с | |||
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
| Прибор для получения стереоскопических впечатлений от двух изображений различного масштаба | 1917 |
|
SU26A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| М., Минлегпищемаш, 1976, с | |||
| Пуговица | 0 |
|
SU83A1 |
| Огнетушитель | 0 |
|
SU91A1 |
