Изобретение относится к технологической оснастке для переработки пластмасс в изделия методом литья под давлением с механизированным отделением литников.
Цель изобретения - повышение надежности работы формы.
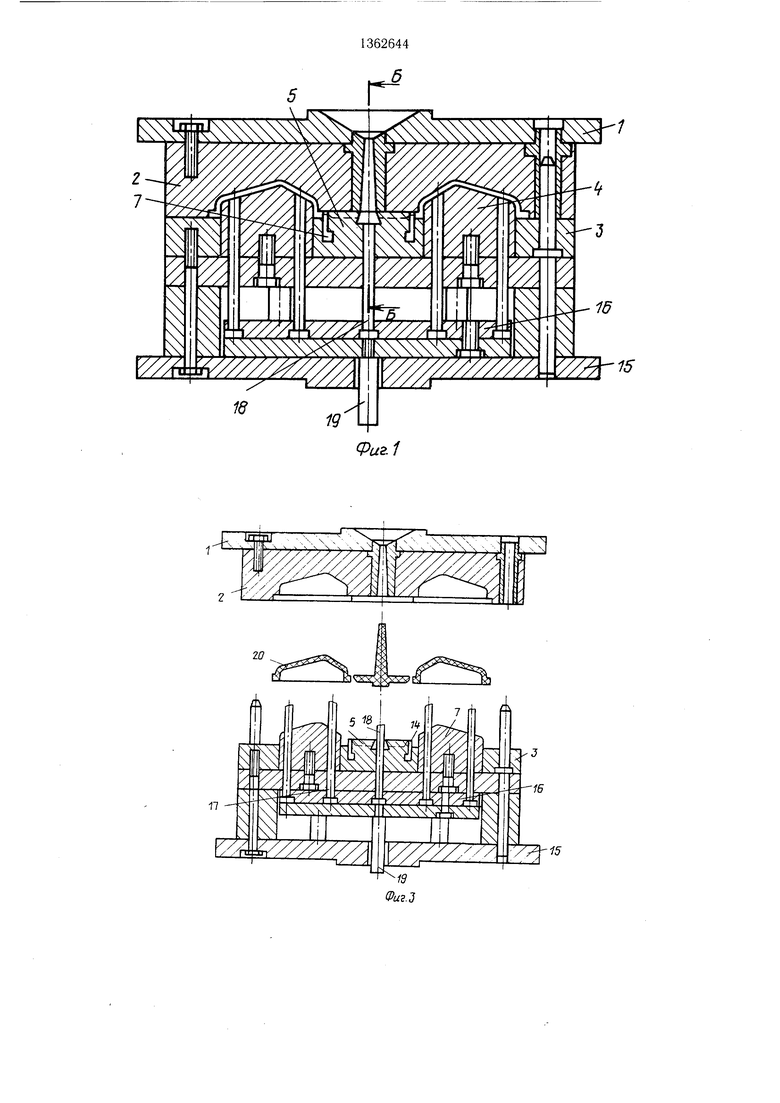
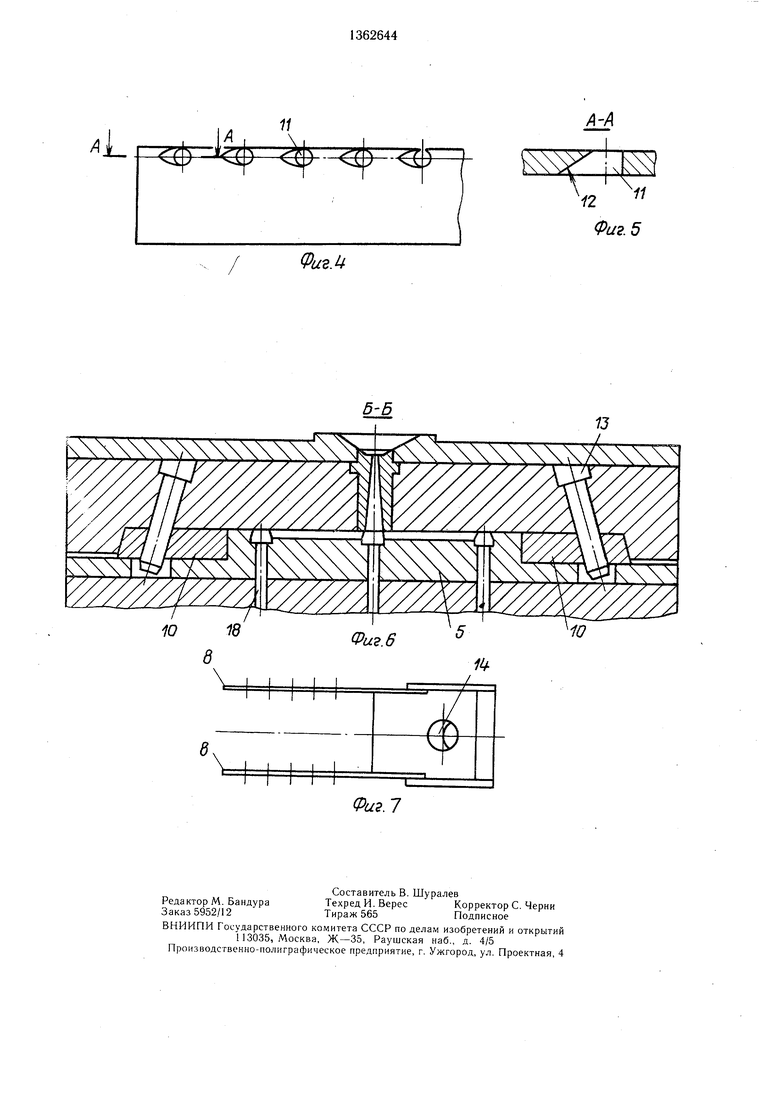
На фиг. 1 изображена литьевая форма, общий вид, разрез; на фиг. 2 - подвижная часть формы, вид в плане; на фиг. 3 - форма в раскрытом положении; на фиг. 4 - планка для отделения литников; на фиг. 5 - сечение А-А на фиг. 4; на фиг. 6 - сечение Б-Б на фиг. 1; на фиг. 7 - ползун с закрепленными планками.
Литьевая форма для изготовления полимерных изделий содержит неподвижную по;1уформу, состоящую из прикрепленной к неподвимсной плите 1 плиты-матрицы 2, и подвижную полуформу, включающую плиту 3 с расположенными рядами оформляющими элементами 4, литниковую плиту 5 с литниковыми каналами 6, расположенную между рядам.- оформляющих элементов и выполненную составной с боковыми, расположенными со стороны рядов, оформляющих элементов, частями в виде установленных в направляющих пазах 7 литниковой плиты планок 8, попарно жестко связанных с установленными в направляющих 9 этой же плиты ползунами 10 и имеющих литниковые каналы 11 с острыми кромками 12.
На неподвижной полуформе закреплены наклонные колонки 13, взаимодействующие с отверстиями 14, выполненными в ползунах 10. Подвижная полуформа имеет выталкивающую систему в виде расположенных между ее основанием 15 и плитой 3 плит выталкивания 16 с выталкивателями 17 изделий, размещенными в сквозных отверстиях оформляющих элементов 4, выталкивателями 18 литников и хвостовиком 19.
Такое конструктивное рещение позволяет исключить установку в литниковой плите подпружиненных выталкивателей литников, которые в известном техническом рещении не обеспечивают надежного сброса литников из-за ограниченности осевого перемещения. Ограниченность хода перемещения выталкивателей позволяет вытолкнуть из литниковых каналов только те участки разводящих литников, которые контактируют с выталкивателем, и участки, близко расположенных к зоне контакта, поэтому из-за малого хода толкателей участок литника деформируется, отделенные от изделия концы литников остаются в литниковых каналах за счет удержания в них поднутрениями одной из стенок разводящих литниковых каналов.
0
Форма работает следующим образом. Расплав пластмассы подают в сомкнутую форму. После соответствующей выдержки форму раскрывают, при этом ос- нование 15 подвижной полуформы совместно с плитой 3 и литниковой плитой 5 отводится от неподвижной полуформы, а оформляющие элементы 4 с расположенными на них отлитыми изделиями 20 извлекаются из плиты-матрицы 2. С литниковой плитой 5 увлекается и центральный литник с разводящими литниками за счет того, что в ней выполнены удерживающие этот литник поднутрения.
Выбрав свободный ход в отверстиях 14,
5 наклонные колонки 13 перемещают ползуны 10 по направляющим 9 литниковой плиты 5 в направлении от центра формы совместно с планками 8. Сдвиг планок 8 вдоль направляющих пазов 7 литниковой плиты 5 обеспечивает отделение разводящих
0 литников от отлитых изделий 20 путем их перерезания острыми кромками 12 литниковых каналов 11.
При дальнейшем раскрытии формы наклонные колонки 13 полностью выходят
5 из взаимодействия с отверстиями 14 ползунов 10, а плиты выталкивания 16 хвостовиком 19, натолкнувшись на упор тер- мопластавтомата, останавливаются и через отверстия в оформляющих элементах 4 выталкивателями 17 снимают изделия 20 с
0 последних. Выталкивателями 18 литников литники выдавливаются из поднутрений литниковой плиты 5 и совместно с разводящими литниками литниковых каналов сбрасываются.
35
Формула изобретения
Литьевая форма для изготовления полимерных изделий, содержащая неподвижную полуформу и подвижную полуформу, включающую плиту с расположенными рядами оформляющими элементами, расположенную между рядами оформляющих элементов литниковую плиту, которая выполнена с литниковыми каналами с острыми кромками для отделения литников от изделий, наклон5 ные колонки, выталкивающую систему с плитами выталкивания и выталкивателями изделий и литников, отличающаяся тем, что, с целью повышения надежности работы формы, она снабжена ползунами с отверстиями под наклонные колонки, литниковая
0 плита выполнена составной с боковыми, расположенными со стороны рядов оформляющих элементов частями в виде планок, которые попарно жестко связаны с ползунами, при этом литниковые каналы с острыми кромками выполнены в планках.
Фи2.1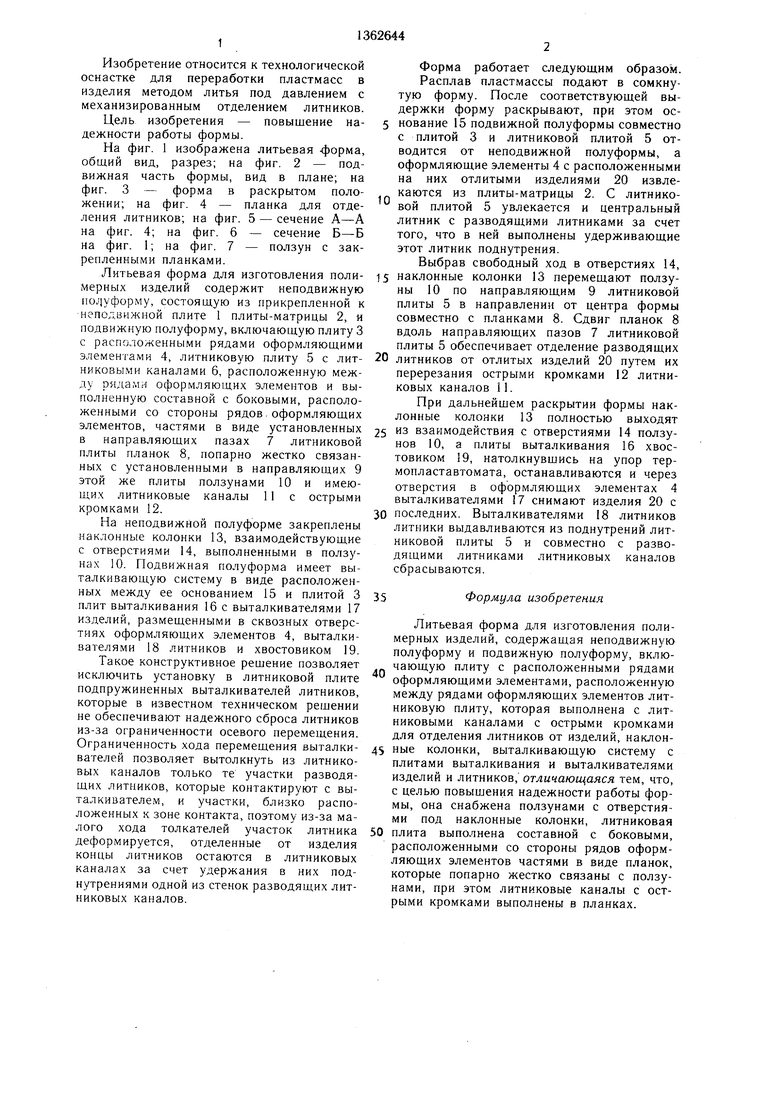
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления изделий из полимерных материалов | 1983 |
|
SU1165591A1 |
| Форма для трансферного прессования реактопластов | 1989 |
|
SU1682194A1 |
| Литьевая форма для изделий из термопластов | 1981 |
|
SU981001A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2015020C1 |
| ГОРЯЧЕКАНАЛЬНАЯ ФОРМА ДЛЯ ИНЖЕКЦИОННОГО ПРЕССОВАНИЯ КРУПНОГАБАРИТНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2014 |
|
RU2596748C2 |
| Литьевая форма для изготовления полимерных изделий | 1985 |
|
SU1337277A1 |
| Кассетная литьевая пресс-форма для изготовления полимерных изделий с арматурой | 1985 |
|
SU1380981A1 |
| Литьевая форма для изготовления изделий из пластмасс с поднутрениями | 1988 |
|
SU1599227A1 |
| Литьевая форма для изготовления полимерных изделий | 1988 |
|
SU1676818A1 |
| Литьевая форма для изготовления изделий из полимеров | 1977 |
|
SU689079A1 |
Изобретение относится к литьевым формам для изготовления полимерных изделий с одновременным отделением литников. Цель изобретения - повышение надежности работы формы. Для этого литниковая плита 5. расположенная между рядами оформляющих элементов 4, выполнена составной с боковыми, расположенными со стороны рядов оформляющих элементов 4, частями в виде планок 8, которые попарно жестко связаны с ползунами 10, при этом литниковые каналы 11 в планках 8 выполнены с острыми кромками 12. При раскрытии формы ползуны 10 перемещаются наклонными колонками 13, в результате чего планками 8 производится отделение литников. В ходе дальнейшего раскрытия выталкивателями 17 изделия снимаются с оформляющих элементов 4, а выталкивателями 18 литники выдавливаются из под- нутренний в литниковой плите и совместно с разводящими литниками сбрасываются. 7 ил. $ (Л W 9 со О5 ГчЭ сл 4 (Риг.2
11
A-A
К
12
11
Фиг 5
5-5
Фиг. 7
| Демин Е | |||
| Н | |||
| Механизация и автоматизация прессования изделий их пластмасс | |||
| Л.: Лениздат, 1962, с | |||
| Ребристый каток | 1922 |
|
SU121A1 |
| Механический грохот | 1922 |
|
SU41A1 |
