Изобретение относится к оснастке для переработки пластических масс и может быть использовано для изготовления изделий с арматурой.
Целью изобретения является расширение технологических возможностей формы.
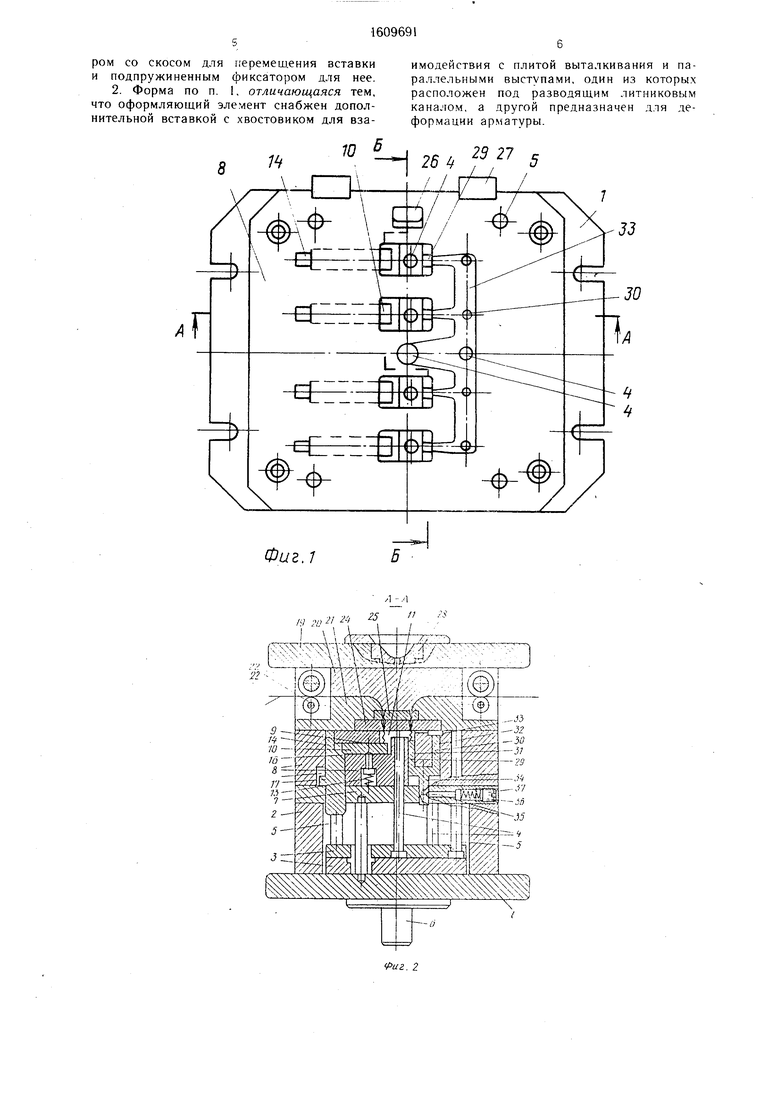
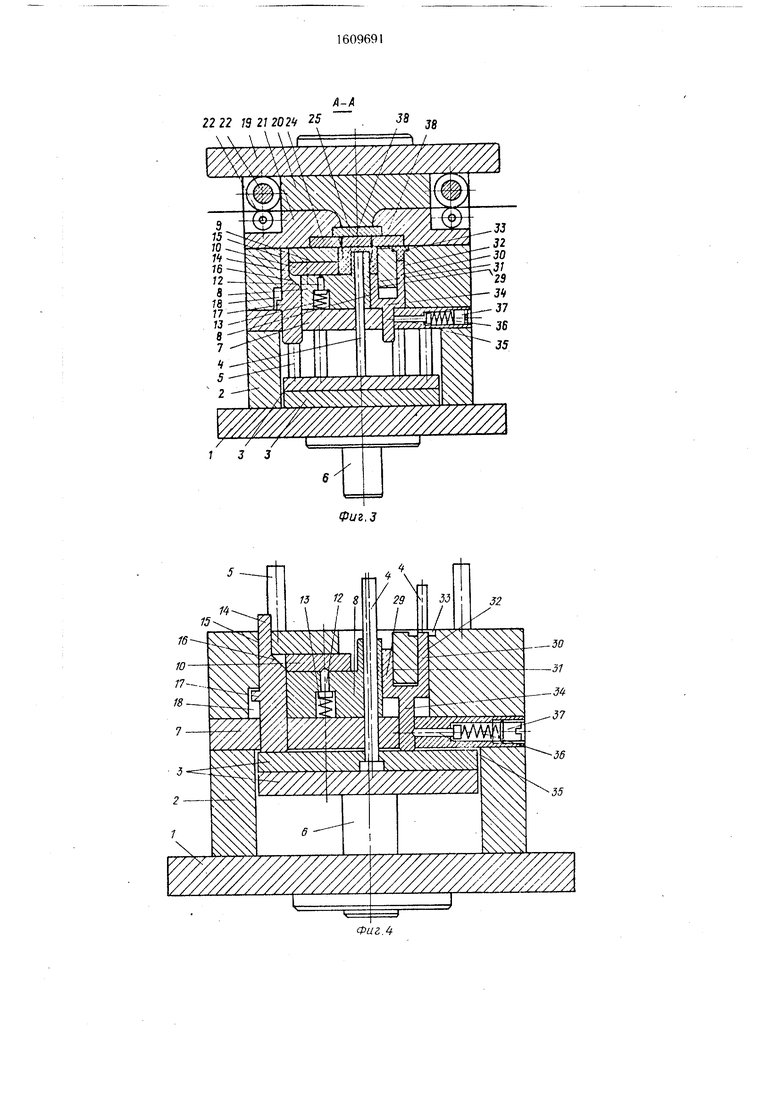
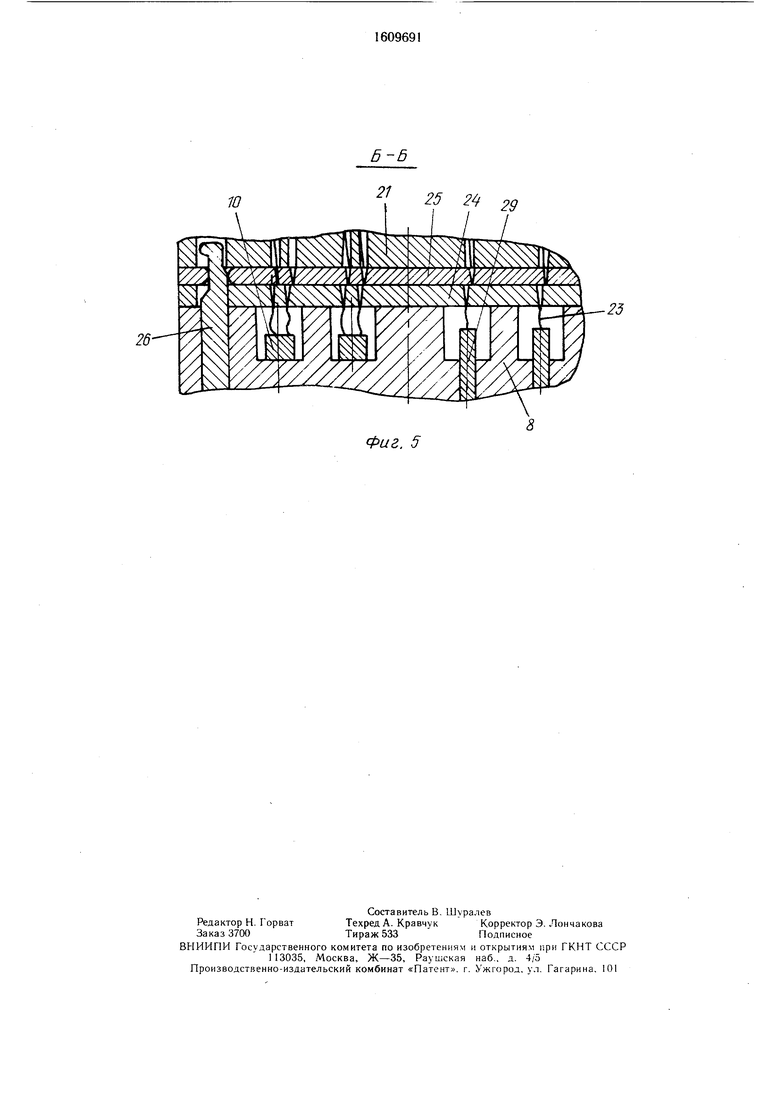
На фиг. 1 показана литьевая форма в плане по плоскости разъема полуформ, вид на подвижную полуформу; на фиг. 2 - разрез А-А на фиг. 1, форма в сомкнутом положении до впрыска расплава; на фиг. 3 - то же, после впрыска расплава; на фиг. 4 - подвижная полуформа после съема изделия; на фиг. 5 - разрез на фиг. 1 отрезка арматуры и ее деформация при смыкании полуформ).
Литьевая форма содержит подвижную и неподвижную полуформы. Подвижная полуформа смонтирована на плите 1, к которой
жестко прикреп,1ены стойки 2. .Между .м ой- ками 2 размещена выталкивающая система, состоящая из плиты выталкивания 3, выталкивателей 4, а также контртолкателей 5 и хвостовика 6. К стойкам 2 прикреплена опорная плита 7 и подвижный оформ,тяющий элемент 8. В оформляющем элементе 8 выполнены поперечные пазы 9, в которые встроены вставки 0 для деформации арматуры, являющиеся частью стенок оформляющей полости II. Для них предусмотрены фиксаторы 12, подпружиненные пружинами 13, и подвижные упоры 14. Последние встроены в продольные пазы 15 подвижного оформляющего элемента 8 и опорной плиты 7 и выполнены с возможностью взаимодействия с плитой выталкивания 3. Упоры 14 имеют скосы 16 для перемещения вставки и выступ 17, взаимодействующий с пазом 18 для ограничения перемещения вставки.
О5
о со
О5
со
Неподвижная полуформа смонтированаОтрезанная часть арматуры с одной сторона плите 19, к которой жестко прикреп-ны упирается в ножи 25, пока полулены плиты 20 и 21. Между плитами 20формы находятся в сомкнутом положении,
и 21 встроены механизмы подачи 22 и 23ас другой стороны в оформляющей поарматуры. В плите 21 неподвижно закреп- g лости она упирается во вставки 10 и изги- лены неподвижный оформляющий элемент 24бается. В отверстиях неподвижного оформляющего элемента арматура изгибаться не может из-за малого зазора. Таким образом перед впрыском расплава отрезанная часть арматуры продольный иззакрепленными в подвижной полуформе, Ю гиб. При впрыске эта часть арматуры снабженной литниковой втулкой 28. При из-заливается расплавом под давлением. На
готовлении изделий, в которых имеютсявставки 10 действует усилие от давления
участки с малой толщиной стенок и распо-расплава, превышающее усилие фиксации от
ложенной в них арматурой, давление рас-пружин 13, под действием которого вставплава в оформляющей полости этих стенок 15 ки 10 перемещаются в исходное положение - заподлицо со стенками оформляюи подвижно ножи 25, приводимые кулачками 26, которые жестко закреплены в оформляющем элементе 8. Механизмы подачи приводятся в действие упорами 27, жестко
20
может быть недостаточно для отвода вставки.
В этих случаях в подвижном оформляющем элементе 8 вставки выполнены с выступами 29 и 30, один из которых расположен в пазу 31 с поперечным сечением, равным или несколько большим поперечного сечения арматуры, а другой 30 расположен в пазу 32, выполненном под разводящими литниками 33. Вставки 29 и 30 объединены хвостовиком 34. Последний вза- имодействует с фиксатором 35 с пружиной 36, который поджимается винтом 37 для обеспечения продольного изгиба арматуры в оформляющей полости.
На фиг. 3 показано изделие 38 до разъема полуформ.
Литьевая форма работает следуюнхим образом.
После установки формы на литьевую машину полуформы раскрывают и механизм подачи 22 заправляют арматурой.
30
щей полости 11. После некоторой выдержки расплав затвердевает. Изогнутая часть арматуры надежно удерживается застывшей пластмассой, и со всех сторон эта часть арматуры закрыта.
Изгиб арматуры при изготовлении изделий, имеющих малую толщину стенок, осуществляется аналогичным образом с упором на выступ 29. Однако в этих случаях усилие фиксации имеет существенное значение для преодоления упругости арматуры, поэтому оно регулируется винтом 37. Преодоление этого усилия осуществляется давлением расплава в разводящих литниках 33 на выступ 30. Затем форма раскрывается. Съем изделия осуществляется обычным путем. Настоящая литьевая форма в отличие от всех известных обеспечивает гарантированное сцепление арматуры с пластмассой в издеЗатем полуформы смыкают и размыкают без 35 различны.х конструкций. При этом ар- впрыска расплава в оформляющие полостиматура в изделиях полностью изолирована.
40
11. Достают обрезанные участки арматуры 23 и замеряют их. Величину шага подачи арматуры регулируют исходя из условия, чтобы длина арматуры была больше заданной на величину изгиба в оформляющей полости 11. При этом необходимо учесть, что длина должна быть больп е расчетной не только на величину изгиба, но и на величину уменьшения деформации за счет
упругости арматуры. Затем начинают рабо- 45Формула изобретения
чий цикл. При.движении подвижной полуформы на разъем хвостовик 6 упирается в упор литьевой машины (не показан), выталкивающая система останавливается, а подвижная полуформа продолжает свое
что позволяет использовать их в электрических схемах. Кроме того, для продольного изгиба арматуры требуется небольшое усилие расплава, что возможно и при небольших размерах изделий. Конструкция формы позволяет также изготавливать изделия с малой толщиной стенок, соиз мери- мой с диаметром арматуры.
1. Литьевая форма для изготовления армированных полимерных изделий, содержащая подвижную полуформу с разводящим литниковым каналом, оформляющи.м
движение. Плита 3 выталкивания воз- 50 элементом и плитой выталкивания, меха0
0
щей полости 11. После некоторой выдержки расплав затвердевает. Изогнутая часть арматуры надежно удерживается застывшей пластмассой, и со всех сторон эта часть арматуры закрыта.
Изгиб арматуры при изготовлении изделий, имеющих малую толщину стенок, осуществляется аналогичным образом с упором на выступ 29. Однако в этих случаях усилие фиксации имеет существенное значение для преодоления упругости арматуры, поэтому оно регулируется винтом 37. Преодоление этого усилия осуществляется давлением расплава в разводящих литниках 33 на выступ 30. Затем форма раскрывается. Съем изделия осуществляется обычным путем. Настоящая литьевая форма в отличие от всех известных обеспечивает гарантированное сцепление арматуры с пластмассой в изде- ях различны.х конструкций. При этом ар- матура в изделиях полностью изолирована.
что позволяет использовать их в электрических схемах. Кроме того, для продольного изгиба арматуры требуется небольшое усилие расплава, что возможно и при небольших размерах изделий. Конструкция формы позволяет также изготавливать изделия с малой толщиной стенок, соиз мери- мой с диаметром арматуры.
1. Литьевая форма для изготовления армированных полимерных изделий, содержащая подвижную полуформу с разводящим литниковым каналом, оформляющи.м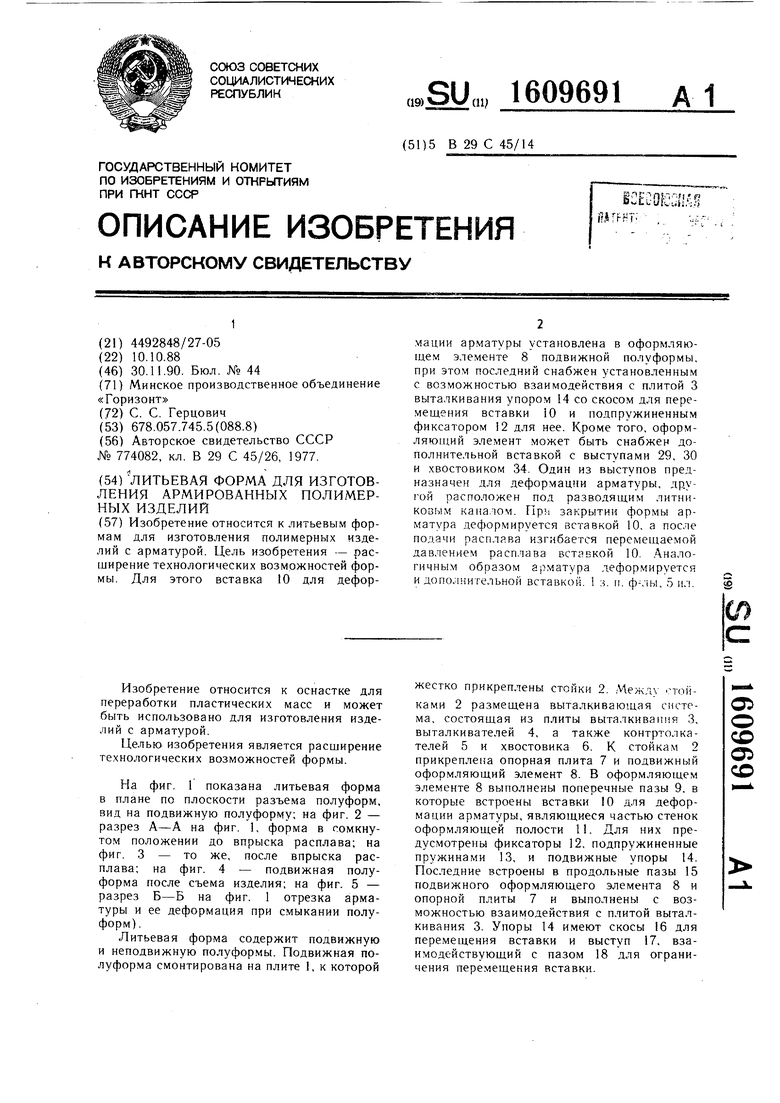

| название | год | авторы | номер документа |
|---|---|---|---|
| ГОРЯЧЕКАНАЛЬНАЯ ФОРМА ДЛЯ ИНЖЕКЦИОННОГО ПРЕССОВАНИЯ КРУПНОГАБАРИТНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2014 |
|
RU2596748C2 |
| Литьевая форма для изготовления армированных полимерных изделий с резьбой | 1986 |
|
SU1369914A1 |
| Литьевая форма для изготовления изделий из термопластов | 1985 |
|
SU1331653A1 |
| Литьевая форма для изделий из термопластов | 1981 |
|
SU981001A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2015020C1 |
| Литьевая форма для изготовления полимерных изделий | 1985 |
|
SU1337277A1 |
| Литьевая форма | 1984 |
|
SU1199645A1 |
| Литьевая многопозиционная машина для переработки термопластичных материалов | 1989 |
|
SU1680539A1 |
| Литьевая форма для изготовления полимерных изделий | 1990 |
|
SU1705107A2 |
| Литьевая пресс-форма | 1974 |
|
SU574897A1 |
Изобретение относится к литьевым формам для изготовления полимерных изделий с арматурой. Цель изобретения - расширение технологических возможностей формы. Для этого вставка 10 для деформации арматуры установлена в оформляющем элементе 8 подвижной полуформы, при этом последний снабжен установленным с возможностью взаимодействия с плитой 3 выталкивания упором 14 со скосом для перемещения вставки 10 и подпружиненным фиксатором 12 для нее. Кроме того, оформляющий элемент может быть снабжен дополнительной вставкой с выступами 29, 30 и хвостовиком 34. Один из выступов предназначен для деформации арматуры, другой расположен под разводящим литниковым каналом. При закрытии формы арматура деформируется вставкой 10, а после подачи расплава изгибается перемещаемой давлением расплава вставкой 10. Аналогичным образом арматура деформируется и дополнительной вставкой. 1 з.п.ф-лы, 5 ил.
действует на упоры 14, которые своими скосами 16-перемещают вставки 10 в оформляющей полости 11, где они фиксируются фиксаторами 2. При смыкании полуформ упоры 27 воздействуют на механизмы по-низм подачи и отрезки арматуры, вставку для деформации арматуры в оформляющей полости, отличающаяся тем, что, с целью расширения технологических возможностей формы, вставка .для деформации арматуры
дачи 22, 23 и арматуры продвигается в55 установлена в оформляющем элементе подоформляющие полости П. Затем кулачки 26вижной полуформы, при этом последний
сдвигают ножи 25 относительно оформляю-снабжен установленным с возможностью
щих элементов 24 и отрезают арматуру.взаимодействия с плитой выталкивания упо-низм подачи и отрезки арматуры, вставку для деформации арматуры в оформляющей полости, отличающаяся тем, что, с целью расширения технологических возможностей формы, вставка .для деформации арматуры
ром со скосом для г.-еремещения вставки и подпружиненным фиксатором для нее. 2. Форма по п. 1, отличающаяся тем, что оформляющий элемент снабжен дополнительной вставкой с хвостовиком для вза1
ю
Фигл
имодеиствия с плитой выталкивания и параллельными выступами, один из которых расположен под разводящим литниковым каналом, а другой предназначен для деформации арматуры.
26 f 5
2222
7Э 2 202 25
15
16
Ю
J8
Фиг. 5
| Литьевая форма | 1977 |
|
SU774082A1 |
| Солесос | 1922 |
|
SU29A1 |
