I1
Изобретение относится к технологическому оборудованию для электромонтажных работ, конкретно для изготовления жгутов объемного монтажа и может быть использовано в производстве радиоэлектронной аппаратуры вычислительной техники, приборостроения.
Известен шаблон для изготовления жгутов проводов, содержащий основание и установленные на нем обводные штыри, формирующие траекторию укладки проводов, и элементы фиксации концов проводов. Провода укладывают на шаблоне между направляющими штырями, формируя необходимые ответвления обводкой штырей, а их концы закрепляют в фиксаторах, расположенных в соответствующих местах шаблона, после окончания раскладки проводов жгут бандажируют, снимают с шаблона и паяют концы проводов к разъемам lj .
Шаблон имеет ограниченные технологические возможности, так как на нем нельзя изготовить автоматизированным методом жгуты большого объема с большим количеством проводов и при большой плотности размещения концов проводов. В процессе раскладки, когда растет высота жгута, провода соскальзывают со штырей, что нарушает траекторию, снижа производительность и приводя к браку. При большом количестве проводов в стволе жгута они формируются в неупорядочную объемную связку, для ориентации концов, необходимой для последующего монтажа на разъемы, требуется элементы фиксации располагать в виде веера, что ограничивает плотность расположения концов и, в конечном итоге, количество проводов в жгуте. Кроме того, образующиеся в результате невысокой плотности расположения концов проводов излишки их длины затрудняют последующими монтаж на разъемы и снижают его качество.
Наиболее близким к изобретению по технической сущности является шаблон для укладки проводов в жгут, содержащий основание со штырями и элементами фиксации в виде колодок с упорядоченно расположенными .маркированными сквозными отверстиями с эластичным материалом, в ко,торые с помощью пустотелой иглы
25962
заводятся и удерживаются концы (петли) проводов 2 .
На таксм шаблоне можно изготавливать лишь относительно простые 5 жгуты с небольшим или средним количеством проводов (до 400-500) изза ограничения плотности расположения концов и количества проводов в стволе, при этом выход годных жгуtO тов (особенно при автоматизированной раскладке недостаточно высок из-за соскальзывания проводов со штырей). Ограниченная плотность укладки концов обусловлена необходимостью раз)5 ведения фиксирующих отверстий во избежание перекрытия их проводами.
Цель изобретения - расширение технологических возможностей шаблона путем изготовления жгута с большим
20 количеством проводов и высокой плотностью расположения .концов, а также снижение брака при раскладке проводов в жгут.
Цель достигается тем, что шаблон
5 для укладки проводов в жгут, содержащий основание с направляющими штырями и элементами фиксации концов приводов в виде колодок со сквозными отверстиями в эластичном
Q материале, снабжен установленными между элементами фиксации концов проводов и направляющими штырями ориентирующими гребенками, состоящими из размещенных на основании планок с закрепленными на них упругими булавками, скругленные головки которых разведены поочередно в обе стороны по отношению к линии закрепления, а направляющие штыри снабжены поворотными звездочками.
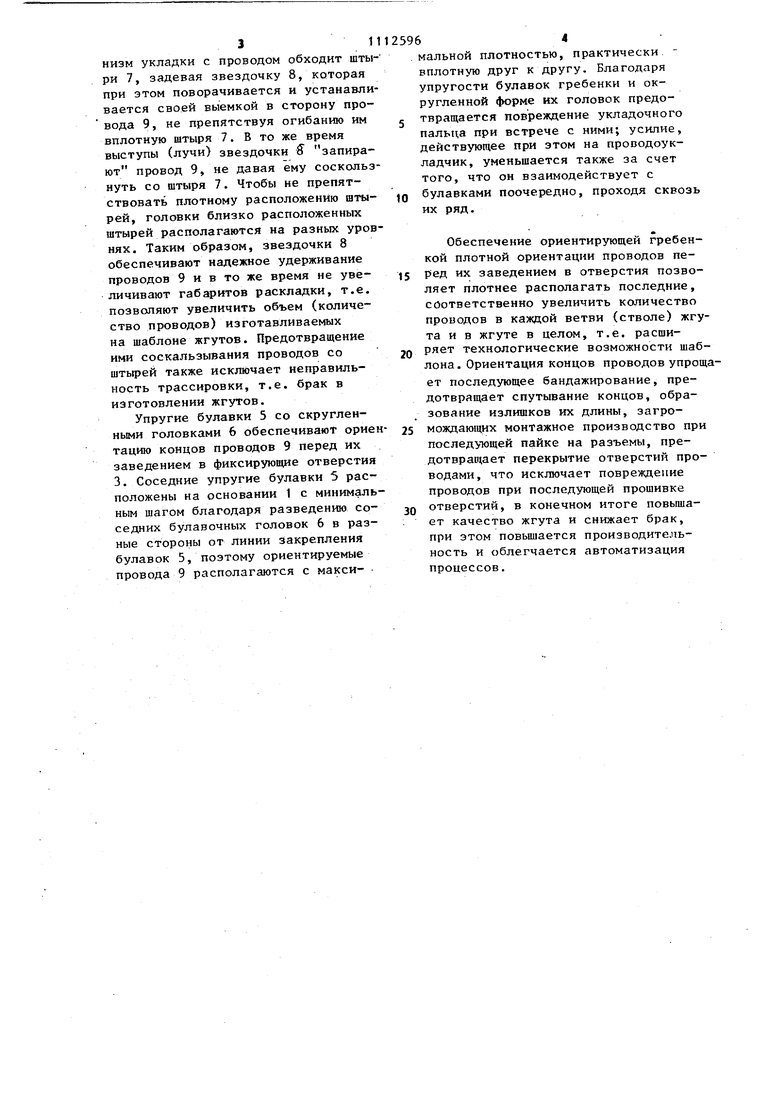
На фиг. 1 изображен шаблон, вид
в плане; на фиг. 2 - схематическое устройство шаблона.
Шаблон для укладки проводов в жгут содержит основание 1 с установ5 ленными на нем элементами фиксации в виде колодок 2, содержащих сквозные отверстия 3 в эластичном материале, ориентирующие гребенки, состоящие из планок 4 с жестко закреплен0 ными на нем упругими булавками 5
с закругленными головками 6, поочередно разведенными в обе стороны по отношению к линии закрепления, направляющие штыри 7 с поворотными
5 звездочками 8, проложенные провода 9.
В процессе раскладки проводов 9 между направляющими штырями 7 меха31
низм укладки с проводом обходит штыри 7, задевая звездочку 8, которая при этом поворачивается и устанавливается своей выемкой в сторону провода 9, не препятствуя огибанию им вплотную штыря 7. В то же время выступы (лучи) звездочки S запирают провод 9, не давая ему соскользнуть со штыря 7. Чтобы не препятствовать плотному расположению штырей, головки близко расположенных штырей располагаются на разных уровнях. Таким образом, звездочки 8 обеспечивают надежное удерживание проводов 9 и в то же время не увеличивают габаритов раскладки, т.е. позволяют увеличить объем (количество проводов) изготавливаемых на шаблоне жгутов. Предотвращение ими соскальзывания проводов со штьфей также исключает неправильность трассировки, т.е. брак в изготовлении жгутов.
Упругие булавки 5 со скругленными головками 6 обеспечивают ориентацию концов проводов 9 перед их заведением в фиксирующие отверстия 3. Соседние упругие булавки 5 расположены на основании 1 с минимальным шагом благодаря разведению соседних булавочных головок 6 в разные стороны от линии закрепления булавок 5, поэтому ориентируемые провода 9 располагаются с макси-
25964
мальной плотностью, практически вплотную друг к другу. Благодаря упругости булавок гребенки и округленной форме их головок предо5 твращается повреждение укладочного пальца при встрече с ними; усилие, действующее при этом на проводоукладчик, уменьшается также за счет того, что он взаимодействует с IQ булавками поочередно, проходя сквозь их ряд.
Обеспечение ориентирующей гребенкой плотной ориентации проводов пе15 ред их заведением в отверстия позволяет плотнее располагать последние, соответственно увеличить количество проводов в каждой ветви (стволе) жгута и в жгуте в целом, т.е. расши2Q ряет технологические возможности шаблона. Ориентация концов проводов упрощает последующее бандажирование, предотвращает спутывание концов, обра; зование излишков их длины, загро25 мождающих монтажное производство при последующей пайке на разъемы, предотвращает перекрытие отверстий проводами, что исключает повреждение проводов при последующей прошивке
30 отверстий, в конечном итоге повьш1ает качество жгута и снижает брак, при этом повьш1ается производительность и облегчается автоматизация процессов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Шаблон для раскладки проводов в жгут | 1986 |
|
SU1401656A1 |
| Шаблон для укладки электромонтажных проводов в жгут | 1987 |
|
SU1499542A1 |
| Способ изготовления жгутов проводов | 1985 |
|
SU1339662A1 |
| Шаблон для укладки проводов | 1984 |
|
SU1474875A1 |
| Способ изготовления жгутов | 1987 |
|
SU1448422A1 |
| Проводоукладчик для монтажа проводов на плате | 1986 |
|
SU1369004A1 |
| Способ проводного монтажа | 1983 |
|
SU1190561A1 |
| Устройство для укладки проводов в жгут | 1986 |
|
SU1471331A1 |
| Шаблон для изготовления жгутов проводов | 1985 |
|
SU1354252A1 |
| Шаблон для укладки проводов в жгут | 1986 |
|
SU1367177A1 |
ШАБЛОН ДЛЯ УКЛАДКИ ПРОВОДОВ В ЖГУТ, содержащий основание с направляющими штырями и элементами фиксации концов проводов в виде колодок со сквозными отверстиями в эластичном материале, отличающийся тем, что, с целью расширения технологических возможностей, он снабжен установленными между элементами фиксации концов проводов и направляющими штырями ориентирующими гребенками, состоящими из размещенных на основании планок с закрепленными на них упругими булавками, скругленные головки которых разведены поочередно в обе стороны по отношению к линии закрепления, а направляющие штыри о 9 снабжены поворотными звездочками.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Парнес М.Г | |||
| Механизация и автоматизация сборки и монтажа радиоаппаратуры | |||
| М., Энергия, 1975, с | |||
| Топочная решетка для многозольного топлива | 1923 |
|
SU133A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
