3 149
Изобретение относится к электромонтажным работам, а именно к устройствам шаблонов для изготовления жгутов электрических проводов, и может быть использовано в любой от- расли промьшшенности.
Цель изобретения - повьпиецие производительности.
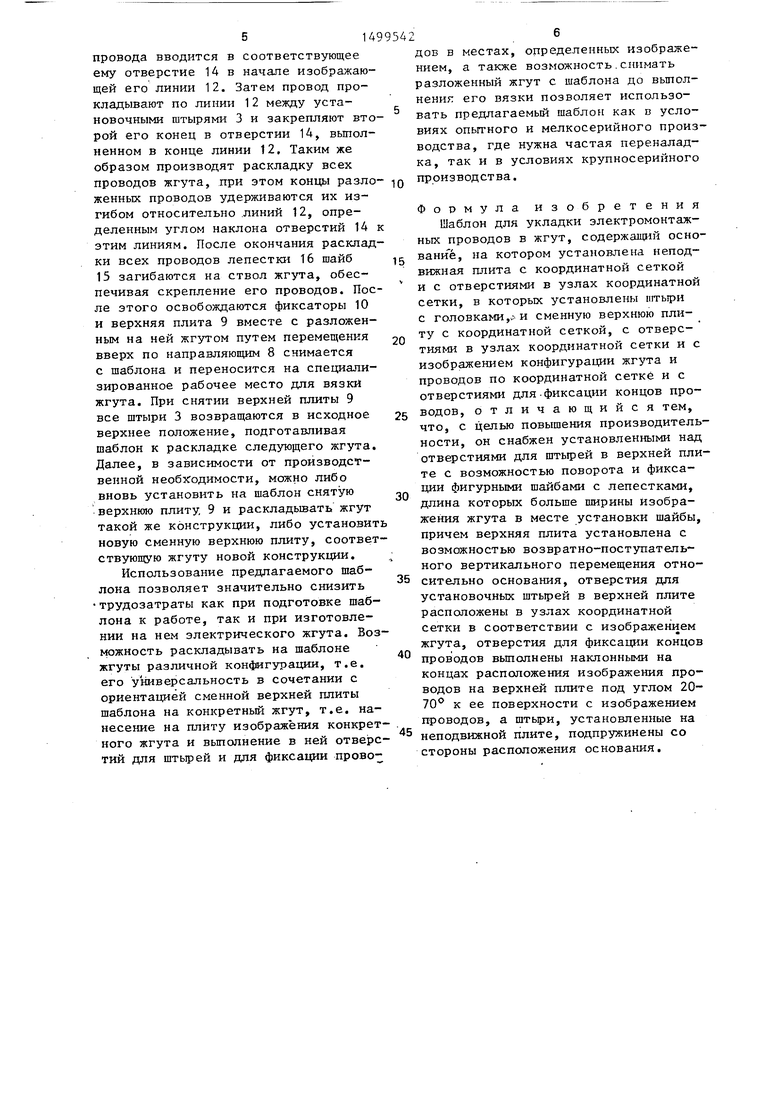
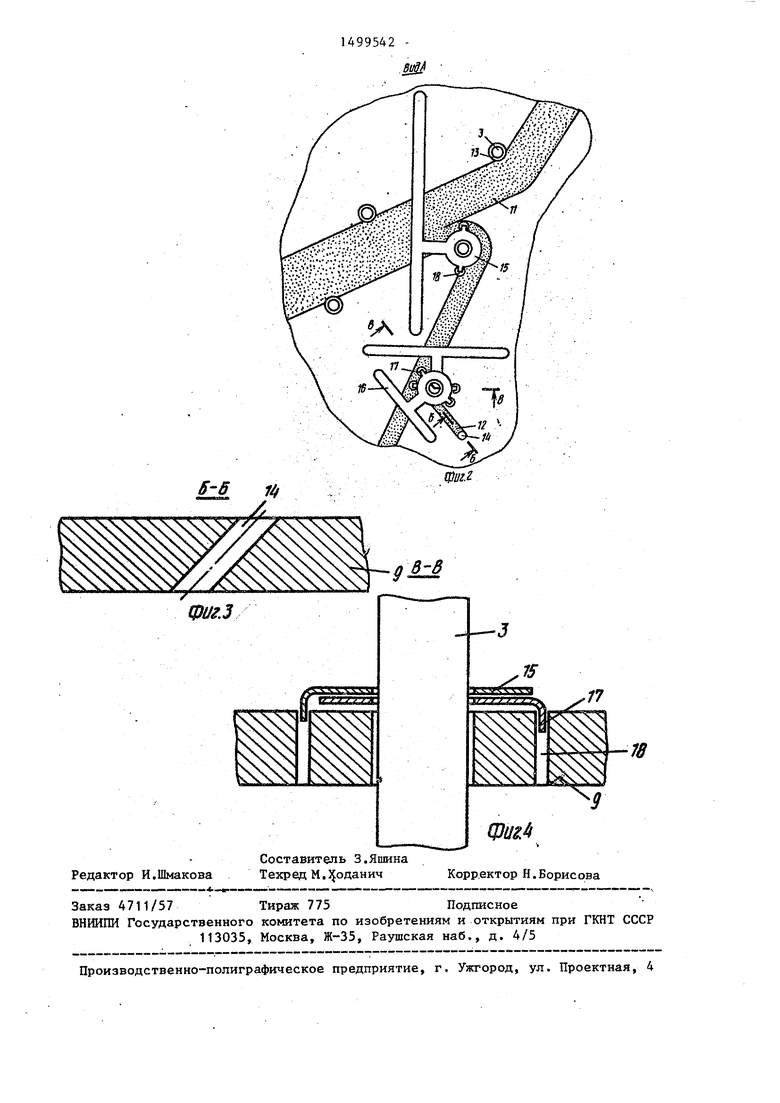
На фиг. 1 представлен шаблон, общий вид; на фиг, 2 - вид А на фиг. 1} на фиг. 3 - разрез Б-Б на фиг. 2 (по отверстию для фиксации концов проводов)} на фиг. 4 - разрез В-В на фиг. 2 (по фигурным шайбам и фиксирующим выступам).
Шаблон содержит среднюю плиту 1, неподвижно установленную на основании 2, и цилиндрические установочные штыри 3 с головками 4. На сред- нюю плиту 1 нанесена координатная сетка (не показана), в узлах которой выполнены отверстия 5 под штыри 3. Со стороны основания 2 соосно с отверстиями 5 в средней плите 1 выпол- нены расточки 6 под головки 4 штьгрей 3. Длина расточек 6 соответствует длине штьфей 3. Последние размещены во всех расточках 6 и подпружинены со стороны основания 2 пружинными элементами 7. На основании 2 закреплены и пропущены сквозь среднюю плиту 1 вертикальные прямолинейные направляющие 8, в которых над средней плитой 1 с возможностью вертикального плоскопараллепьного перемещения смонтирована верхняя пхшта 9, закрепленная в рабочем положении фиксаторами 10. На поверхность верхней плиты 9 нанесена координатная сетка (не показана), совпадающая с координатной сеткой, нанесенной на среднюю плиту 1, и по координатной сетке нанесено изображение 11 изготавливаемого жгута, состоящее из линий 12 изображаюш;их провода жгута, и включающее маркировку концов проводов. При этом ширина линий 12 соответствует диаметрам изображаемых проводов а ширина изображения 11 жгута в любом месте соответствует диаметру его ствола в этом месте. В верхней плите 9, в тех узлах координатной сетки, где в соответствии с изображением 11 жгута необходимо наличие штьфей 3, выполнены отверстия 13 под штыри 3. По концам линий 12, изображающих провода жгутов, в верхней плите 9 выполнены отверстия 14
с
0 5 О Q
5
5
(.для фиксации концов проводов) под углом 20-70° к линии 12 диаметром, равным ширине линии 12, т. е. к поверхности верхней плиты с изображением проводов.
Над отверстиями 13 под штьфи 3 на верхней плите 9 установлены с - - возможностью поворота фигурные шай- бы 15 с лепестками 16 и отогнутыми в сторону плиты 9 фиксирующими выступами 17, которые входят в специальные отверстия 18, выполненные в плите 9 вокруг отверстия 13 на таком расстоянии от центра, ни каком выступы 18 находятся от центра шайб 15. Длина лепестков 16 определяется шириной изображения 11 жгута в месте установки шайбы 15. В верхней плите 9 вьшолнены также отверстия 19 для направляюшдх 8.
Подготовка шаблона к работе осуществляется следующим образом.
В исходном положении, до уста колки верхней плиты 9, все установочные штьфи 3 под действием опирающихся на основание 2 пружинных элементов 7 поднимаются в верхнее положение до упора головки 4 в торцы расточек 6.
Верхняя плита 9 устанавливается на направляющие 8, перемещается по ним до средней плиты 1 и закрепляется в рабочем положении фиксаторами 10. При этом те штьфи 3, для которых в плите 9 сделаны отверстия 13, совмещающиеся с соответствующими отверстиями 5 плиты 1, проходят сквозь эти отверстия и оказываются над поверхностью верхней плиты 9 в местах, определенных изображением 11 изготавливаемого жгута. Те штыри, для которых не сделано отверстий в верхней плите 9, утапливаются при перемещении вниз плиты 9 в отверстиях 5 и расточках б. После этого над отверстиями 13 устанавливают шайбы 15 и, поворачивая их вокруг штырей 3, ориентируют так, что их лепестки 16 пересекают изображение 11 жгута в том месте, где предусмотрено скрепление проводов после их раскладки. В таком положении шайбы 15 фиксируют, вводят выступы 17 в отверстия 18.
Раскладка жгута ведется на верхней плите 9 путем укладки заранее нарезанных проводов в соответствии с изображением 11 жгута. Конец каждого
514
провода вводится в соответствующее ему отверстие 14 в начале изображающей его линии 12. Затем провод прокладывают по линии 12 между установочными штырями 3 и закрепляют второй его конец в отверстии 14, вьтол- ненном в конце линии 12, Таким же образом производят раскладку всех проводов жгута, при этом концы разло- женных проводов удерживаются их изгибом относительно линий 12, определенным углом наклона отверстий 14 к этим линиям. После окончания раскладки всех проводов лепестки Т 6 шайб 15 загибаются на ствол жгута, обеспечивая скрепление его проводов. После этого освобождаются фиксаторы 10 и верхняя плита 9 вместе с разложенным на ней жгутом путем перемещения вверх по направляющим 8 снимается с шаблона и переносится на специализированное рабочее место для вязки жгута. При снятии верхней шшты 9 все щтыри 3 возвращаются в исходное верхнее положение, подготавливая шаблон к раскладке следующего жгута. Далее, в зависимости от производственной необходимости, можно либо вновь установить на шаблон снятую верхнюю плиту, 9 и раскладьшать жгут такой же конструкции, либо установить новую сменную верхнюю плиту, соответствующую жгуту новой конструкции.
Использование предлагаемого щаб- лона позволяет значительно снизить трудозатраты как при подготовке шаблона к работе, так и при изготовлении на нем электрического жгута. Возможность раскладывать на шаблоне жгуты различной конфигурации, т.е. его универсальность в сочетании с ориентацией сменной верхней плиты шаблона на конкретный жгут, т.е. нанесение на плиту изображения конкретного жгута и выполнение в ней отверстий для штырей и дпя фиксации прово
Q g 0 5 Q
0
5
дов в местах, определенных изображением, а также возможность.снимать разложенный жгут с шаблона до выполнения его вязки позволяет использовать предлагаемый шаблон как в условиях опьп-ного и мелкосерийного производства, где нужна частая переналадка, так и в условиях крупносерийного производства.
Формула изобретения Шаблон для укладки электромонтажных проводов в жгут, содержадций осно- вани ё, на котором установлена неподвижная плита с координатной сеткой и с отверстиями в узлах координатной сетки, в которых установлены штыри с головками,,- и сменную верхнюю плиту с координатной сеткой, с отверстиями в узлах координатной сетки и с изображением конфигурации жгута и проводов по координатной сетке и с отверстиями для-фиксации концов проводов, отличающийся тем, что, с целью повышения производительности, он снабжен установленными над отверстиями для штьфей в верхней плите с возможностью поворота и фиксации фигурными шайбами с лепестками, длина которых больше ширины изображения жгута в месте установки шайбы, причем верхняя плита установлена с возможностью возвратно-поступатель - ного вертикального перемещения относительно основания, отверстия для установочных штырей в верхней плите расположены в узлах координатной сетки в соответствии с изображением жгута, отверстия для фиксации концов проводов вьшолнены наклонными на концах расположения изображения проводов на верхней плите под углом 20- 70 к ее поверхности с изображением проводов, а штьри, установленные на неподвижной плите, подпружинены со стороны расположения основания.
фиг.г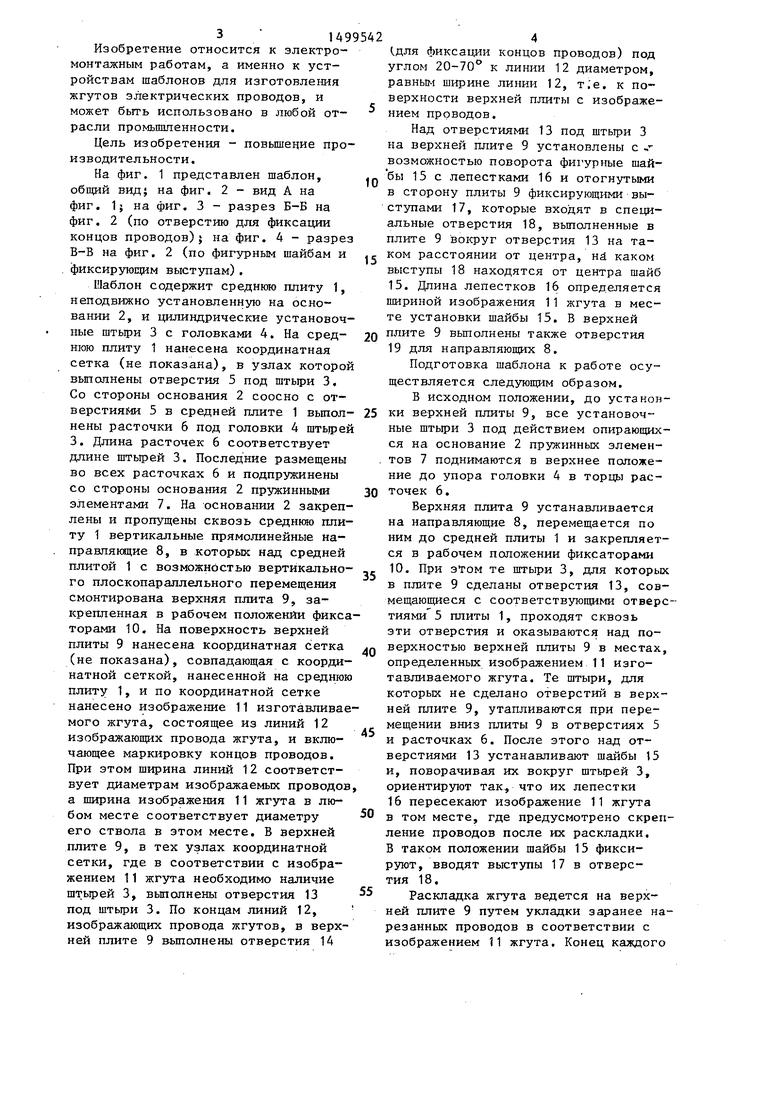
| название | год | авторы | номер документа |
|---|---|---|---|
| Шаблон для раскладки проводов в жгут | 1986 |
|
SU1401656A1 |
| Шаблон для укладки проводов в жгут | 1982 |
|
SU1112596A1 |
| Способ изготовления жгутов проводов | 1985 |
|
SU1339662A1 |
| Жгут и шаблон для раскладки проводов в жгут | 1986 |
|
SU1496020A1 |
| Шаблон для монтажа электрических жгутов | 1982 |
|
SU1166357A1 |
| Шаблон для монтажа электрожгутов | 1985 |
|
SU1325576A1 |
| Устройство для изготовления кодовых жгутов постоянных накопителей | 1981 |
|
SU1105937A1 |
| Способ проводного монтажа | 1983 |
|
SU1190561A1 |
| Способ изготовления жгутов из электромонтажных проводов | 1984 |
|
SU1267642A1 |
| Шаблон для раскладки проводов в жгут | 1985 |
|
SU1302451A1 |
Изобретение может быть использовано ,в частности, в приборостроении для укладки электромонтажных проводов в жгут (Ж). Шаблон имеет основание 2, на котором установлена неподвижная плита 1 с координатной сеткой и отверстиями 5 в ее узлах под штыри 3 с головками 4, под которые выполнены расточки 6. Длина расточек 6 соответствует длине штырей 3. Все штыри 3 подпружинены пружинными элементами 7 со стороны основания 2. На основании 2 установлены прямолинейные направляющие 8, на которых установлена сменная верхняя плита (СВП) 9, идентичная по координатной сетке с неподвижной плитой 1 и имеющая изображение изготавливаемого Ж. По концам линий, изображающих провода Ж, выполнены отверстия 14 в СВП 9 под углом 20-70° к ее поверхности для фиксации концов проводов. Над отверстиями 13 на СВП 9 установлены с возможностью поворота и фиксации фигурные шайбы 15 с лепестками, длина которых равна ширине изображения Ж. Раскладка Ж производится на СВП 9, затем СВП 9 освобождают от фиксаторов 10, снимают с прямолинейных направляющих 8, передают на рабочее место для вязки Ж. В зависимости от конструкции Ж можно использовать СВП 9 с другим рисунком. Шаблон высокопроизводителен и имеет расширенные функциональные возможности. 4 ил.
| Способ для изготовления жгутов из проводов и шаблон для осуществления способа | 1975 |
|
SU561225A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
