Изобретение относится к электротехнике, а именно к устройствам для изготовления жгутов проводов ,
Цель изобретения -- расширение технологических возможностей.
На фиг, 1 ноказан шаблон для изготовления жгутов проводов 5 общий вид; на фиг. 2 - раскладывающая головка, вид сбоку; на фиг, 3 - узел фиксадии проводов; на фиг, 4 то же, вид сверху; на фиг, 5 - носледо- вательность взаимодействия раскладочного патрубка с узлом фиксации провода, вид сверху; на фиг, 6 - то же вид спереди; на фиг, 7 - узел фиксации проводов в месте изменения направления трассы жгута.
Шаблон (фиг.1) содержит станину 1 с направляющим 2 и 3, на которых установлена панель 4 с узлами 5 фиксации проводов и раскладьпзающая головка 6. На кронштейне 7 установлены катупп п 8 с проводами различного сечения,
Раскладывающая головка 6 состоит из полой ИГЛ111 9 (фиг. 2), внутри которой проходит раскладываемый провод 10, сматываемый механизмом 11 его подачи, подвижного цилиндра 12 и размещенного внутри него ползуна 13, к которому прикреплена игла 9,, а к цилиндру 12 - укладочный патрубок 4,
В местах изменения направления трассы жгута на панели 4 (фиг.) съемно закреплены узлы 5 фиксации проводов 10, в каждом из которых основание 15 (фиг.З) выполнено с двумя параллельными открытыми пазами 16 (фиг.7) и снабжено запорной планкой }7f при этом стойки выполнены в виде шарнирно закрепленных на основании 15 трассировочных штырей 18,каждый из которых в верхней части соединен соприкасающимися меяаду собой гибкими перемычками 9 и расположенными с зазором 1 больше диаметра укладочного патрубка 14 жесткими криволинейными направляющими 20 (фиг.З
Каждое шарнирное соединение штырей 18 вместе с запорной планкой 17 расположены в открытом пазу 16 (фиг.7) основания 15,
Раскладка может осуществляться с помощью программного устройства (не показано), предназначенного для управления станками с импульсной сист емой управления. Для перемещения
0
5
0
5
0
панели 4 и расклад :1вающей головки 6 применены шаговые двигатели, которые обеспечивают большую точность перемещения ю координатам и высокую скорость.
Шаблон для изготовления жгутов проводов работает С-ледующим образом.
По команде с программного устройства панель 4 и раскладывающая головка 6 перемещаются в положение, соответствующее началу процесса укладки провода 10. Затем включается привод механизма 11 подачи провода 10, привод панели 4 или раскладывающей головки 6 в зависимости от направления укладки. При этом провод 10 подается из полэй иглы 9 и укла- доччого патрубка 14 и раскладывается над панелью 4 до первой точки поворота, причем укладочный патрубок 14 находится против зазора между жесткими криволинейными направляющими 20 узла 5 фиксации и на некотором расстоянии, например 2 мм, до линии между их ближними точками (фиг, 5 а). После включения привода перемещения цилиндр 12, укладочный патрубок 14 перемещаются в край(ее нижнее положение, где нижний конец патрубка 4 находится ниже нижней кромки гибких перемычек 19, например, на 3 мм (фиг. 6 б). При этом перемещается панел1з 4 или раскладывающая головка 6 в направлении раскладки проводов, укладочный патрубок 14 отгибает гибкие перемычки 19 (фиг.-5) и ;: кладывает под них провод 10, после чего 14 перемещается в крайнее верхнее положение и в зависимости от нгтравления раскладки продолжает раскладывать провод 10. При этом провод 10 под направляющими g 20 удерживается гибкими перемычками 19 и направляется патрубком 14 к зазору следующего у;1ла 5 фиксации проводов 10. В кон 1чной точке раскладки провода 10 перемещение панели 4 и раскладывающей головки 6 прекращается, ползун 13 г еремещае-т полую иглу 9 вниз в одно из отверстий маркировочного трафаре1та (не показан), где происхол.ит про :аливание технологической упругой прокладки (не показано), после чего ползун 13 возвращается в верхнее пе:рвоначальное пол о- жение и провод 10-обрезается механизмом обрезки (не показан). Раскладка
5
0
0
5
всех последуюсцих проводов и жгута осуществляется аналогично.
После укладки в жгут всех проводов 10 панель 4 отделяют от станины 1 и переносят на позицию обвяякн жгута, а на станине 1 устанавливают другую панель 4 и все операции повторяются. Для съема обвязанного жгута с панели 4 запорные планки 17 вынимают из пазов 16 (фиг.7) основания 15 каждого узла 5 фиксации прово дов, поворачивая друг относительно друга штыри 18 так, чтобы между ними образовались проходы для свободно- 15 перемычки и жесткие криволинейные го извлечения ствола жгута и его ответвлений;
После извлечения жгута трассировочные штыри 18 устанавливают в вертикальное положение, фиксируют их запорными планками 17 и панель 4 с теми же закрепленными узлами 5 фиксации помещают на станину 1 шаблона для раскладки жгутов той же конфигурации .
Для раскладки жгута другой конфигурации узлы фиксации снимают и устанавливают на той же панели в меснаправляющие, отличаю щи й с я тем, что-, с целью расширения технологических возможностей, он снабжен запорными планками, распол
20 женными в выполненных с двух сторо каждого основания, открытых пазах, стойки выполнены в виде шарнирно закрепленных в указанных пазах осн ваний пары штырей, при этом гибкие
25 перемычки расположены между парами штырей встык, а щтыри контактируют в рабочем положении с запорными планками.
354252
тах изменения направления раскладки жгута согласно монтажной схеме.
Формула изобретения.
Шаблон для изготовления жгутов проводов, содержащий панель с узлами трассировки и фиксации ствола жгута и ответвлений, каждый из которых выполнен в виде сьемно з акреплен- ного на панели основания со стойками, на которых консольно закреплены параллельно плоскости панели гибкие
перемычки и жесткие криволинейные
направляющие, отличаю щи й- с я тем, что-, с целью расширения технологических возможностей, он снабжен запорными планками, расположенными в выполненных с двух сторон каждого основания, открытых пазах, стойки выполнены в виде шарнирно закрепленных в указанных пазах оснований пары штырей, при этом гибкие
перемычки расположены между парами штырей встык, а щтыри контактируют в рабочем положении с запорными планками.
ФигЛ
1В
15
Фаг, 5
Щ
w-TQ 3 ,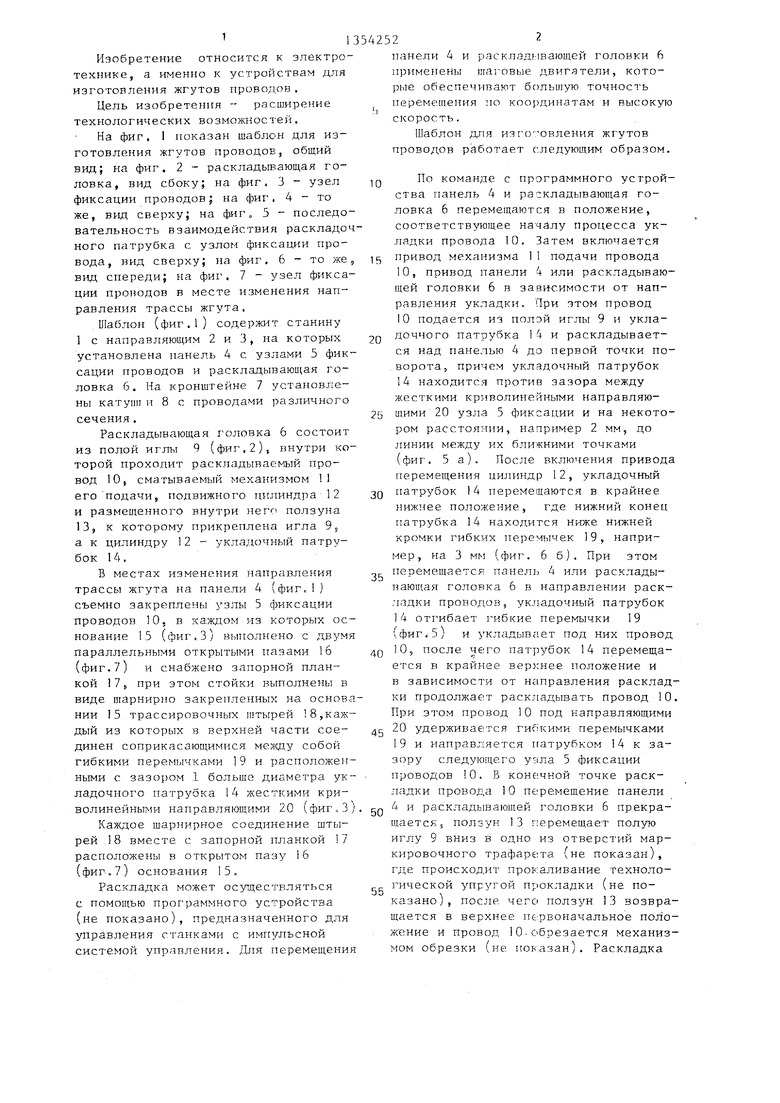
| название | год | авторы | номер документа |
|---|---|---|---|
| Шаблон для изготовления жгутов проводов | 1982 |
|
SU1049987A1 |
| Устройство для раскладки проводов в жгут | 1989 |
|
SU1691996A1 |
| Устройство для раскладки проводов в жгут | 1988 |
|
SU1672598A1 |
| Устройство для раскладки проводов в жгут | 1988 |
|
SU1553979A1 |
| Устройство для раскладки проводов в жгут | 1984 |
|
SU1580608A1 |
| Устройство для изготовления жгутов преимущественно с несущей перфорированной панелью | 1987 |
|
SU1466034A1 |
| Шаблон для раскладки проводов в жгут | 1990 |
|
SU1786699A1 |
| Способ крепления концов проводов при их раскладке в жгут на шаблоне | 1988 |
|
SU1699032A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖГУТОВ | 1990 |
|
RU2014765C1 |
| Шаблон для раскладки проводов в жгут | 1988 |
|
SU1672597A1 |


Изобретение относится к электротехнике, в частности к машинному монтажу. Цель изобретения расширение технологических возможностей. На панели 4 шаблона установлены основания 15 со стойками. Стойки выполнены в виде шарнирно закрепленных в пазах оснований пары штырей 18. Между ними встык закреплены гибкие перемычки. В рабочем положении штыри контактируют с запорными планками 17, закрепленными в открытых пазах с двух сторон каждого основания 15. Изобретение позволяет раскладьшать жгуты разной конфигурации на одной и той же панели, меняя только основания.7 ил. сд 4;iib го 01 o
fe
ь/
/////////////////j2/y
Редактор Н.Тупица
Составитель Г.Кобзев Техред А.Кравчук
Заказ 5702/47 Тираж 697 Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
иг.7
Корректор С.Шекмар
| Шаблон для изготовления жгутов проводов | 1982 |
|
SU1049987A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
