Изобретение относится к технологии производства радиотехнических средств, средств автоматики и вычислительной техники.
Цель изобретения - ускорение процесса.
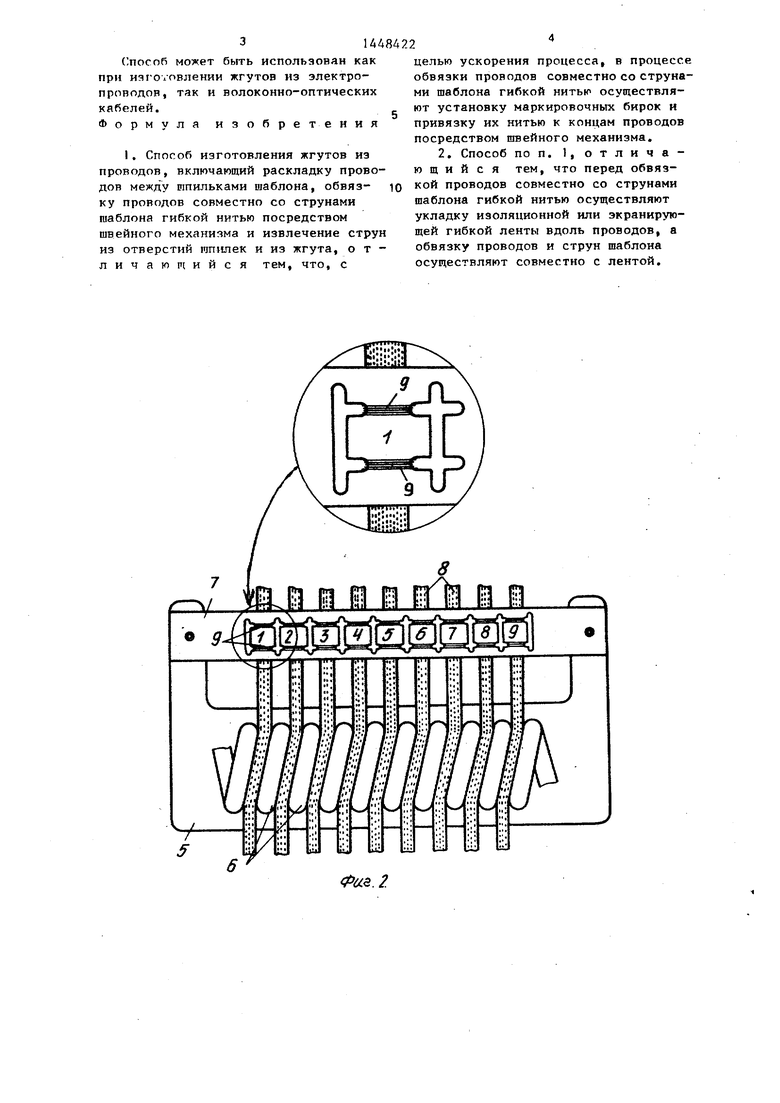
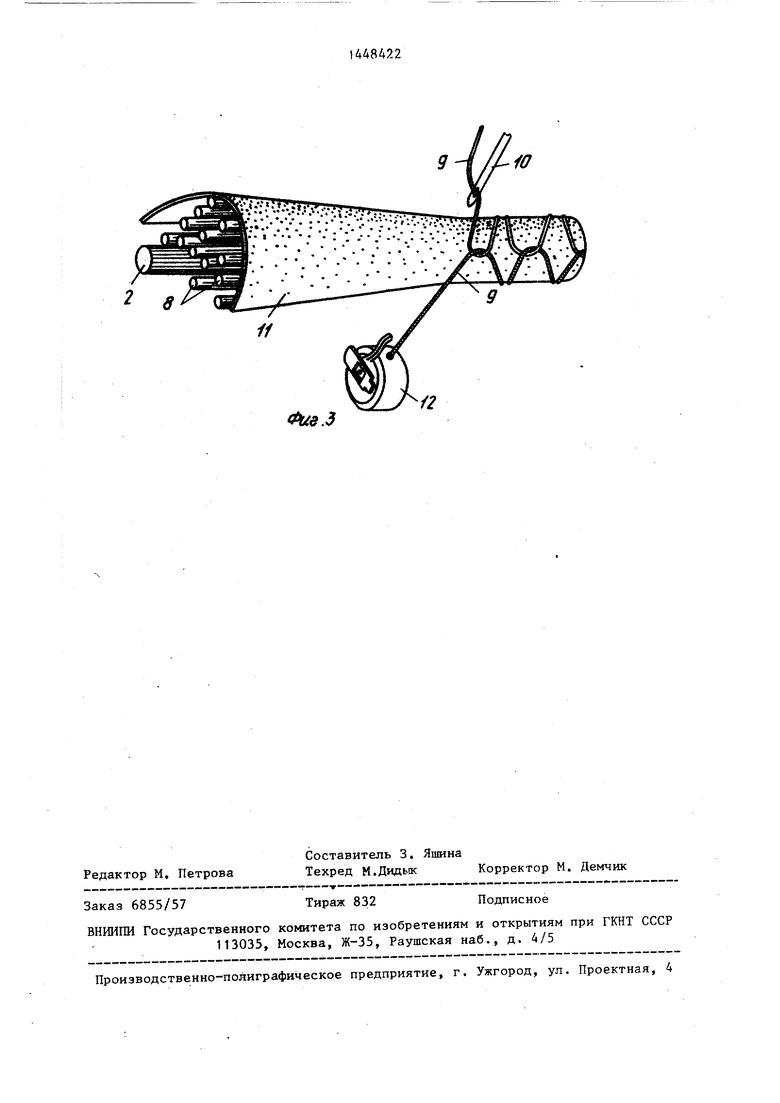
На фиг. изображен шаблон для раскладки проводов; на фиг. 2 - адресная колодка с групповой адресной биркой; на фиг. 3 - обворачивание жгута гибкой изоляционной или экранирующей лентой и обвязка швейным механизмом.
Устройство для раскладки проводов в жгут содержит шаблон 1, который включает струны 2, установленные в пересекающихся отверстиях шпилек 3 и зафиксированные прижимной планкой 4, адресные колодки, каждая из которых представляет собой основание 5 с закрепленной на нем цилиндрической пружиной 6.
Вначале собирается поле раскладки шаблона 1 в соответствии с конфигурацией изготовляемого жгута. Б одном из координатных направлений располагаются струны 2 с установленными на них трассировочными шпильками 3 и фиксируются прижимной планкой А, после чего аналогичные операции выполняются в другом координатном направлении, при этом струны 2 продеваются сквозь соответствующие отверстия в трассировочных шпильках 3.
В местах разводки концов проводов устанавливаются адресные колодки, каждая из которых представляет собой основание 5 с закрепленной на нем цилиндрической пружиной 6.
Для маркировки концов проводов используются бирки 7 с нанесенными на них типографским способом номерами концов проводов. Затем известным способом производят раскладку проводов 8 на шаблоне 1 по заданной программе (например, с помощью робототехнических комплексов Аракс-2 Жгут-1, Кижи),
При адресации концов проводов про водоукладчик проходит перпендикулярно оси цилиндрической пружины, раздвигает соседние витки пружины и пропускает между ее витками провод. После прохождения проводоукладчиком пружины провод остается прочно зажатым ее витками по заданному адресу
0
5
0
5
0
5
0
5
0
5
Выполнив разводку всех проводов, на основаниях адресных колодок закрепляются бирки с номерами концов проводов или контактов разъемов. После раскладки проводов шаблон 1 устанавливают в зоне действия швейного механизма, необходимого для обвязки нитками 9 проводов 8.
В процессе выполнения операции обвязки перед швейной иглой 10 вдоль проводов 8 прокладывается гибкая изоляционная или экранирующая лента 11.
Процесс обвязки вьтолняется по зигзагообразной траектории вдоль разложенных проводов.
Игла 10 швейного механизма, вза- имодействуя с челноком 12, образует из ниток петли. Петли подбирают уложенные провода 8 и обворачивают . вокруг них гибкую изоляционную или экранирующую ленту 11, обвязывая и фо рми руя жгут.
В качества экранирующей ленты используют изоляционную ленту, покрытую металлической фольгой ( например, ПЭТ, ПЭ-АО, ПА-50). Адресные бирки располагаются под проводами или на- кладьшаются к концам проводов швейным механизмом с помовц ю возвратно- поступательного перемещения перпендикулярно оси проводов.
Бирки могут привязьшаться на каждый провод в отдельности или объединять группы проводов на одной общей бирке с указанием номера каждого Лровода с последующим разъединением бирок по насечкам.
После обвязки жгута и маркировки концов проводов производится расфик- сация прижимных планок и адресных колодок и освобозкдение жгута от струн путем последовательного извлечения их из жгута.
Предлагаемый способ расширяет технологические возможности известного способа, обеспечивает адресацию, фиксацию и маркировку концов проводов, позволяет обвернуть жгут изоляционной или экранирующей лентой. Кроме того, он прост в реализации, универсален, рентабелен как в условиях серийного, так и единичного производства. Использование способа обеспечивает высокую автоматизацию процесса, возможность быстрой перенастройки, более высокое качество жгутов, простоту приемов и повьаиени ;- культуры производства.
3U48A22
(Способ может быть использован как при изгочовлении жгутов из электропроводов, так и волоконно-оптических кабелей. Формула изобретения
I. Способ изготовления жгутов из проводов, включающий раскладку проводов между шпильками шаблона, обвяз- ю ку проводов совместно со струнами шаблона гибкой нитью посредством швейного механизма и извлечение струн из отверстий гашшек и из жгута, отличающийся тем, что, с
целью ускорения процесса, в процессе обвязки проводов совместно со струнами шаблона гибкой нитью осуществляют установку маркировочных бирок и привязку их нитью к концам проводов посредством швейного механизма.
2, Способ по п. 1, отличающийся тем, что перед обвязкой проводов совместно со струнами шаблона гибкой нитью осуществляют укладку изоляционной или экранирующей гибкой ленты вдоль проводов, а обвязку проводов и струн шаблона осуществляют совместно с лентой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Шаблон для раскладки и обвязки проводов в жгут | 1991 |
|
SU1817272A1 |
| Способ изготовления жгутов из проводов | 1991 |
|
SU1811046A1 |
| Способ изготовления жгутов проводов | 1988 |
|
SU1540051A1 |
| Способ изготовления жгутов проводов | 1984 |
|
SU1332388A1 |
| Способ изготовления жгутов из проводов | 1987 |
|
SU1448423A1 |
| Шаблон для раскладки проводов в жгут | 1987 |
|
SU1499544A1 |
| Устройство изготовления кодовых жгутов для постоянных накопителей | 1977 |
|
SU736168A1 |
| Шаблон для раскладки проводов в жгут | 1988 |
|
SU1635295A1 |
| Шаблон для изготовления кодовых жгутов постоянных запоминающих устройств | 1983 |
|
SU1117706A1 |
| Шаблон для изготовления кодовых жгутов постоянных запоминающих устройств | 1986 |
|
SU1325556A1 |
Изобретение относится к радио и электротехнике. Способ изготовления жгутов из проводов (П) состоит в следующем. Собирают поле раскладки шаблона 1 в соответствии с конфигурацией жгута. В одном из координатных направлений располагают стрзшы 2 с трассировочными шпильками (ТШ) 3 и фиксируют прижимной планкой 4. Аналогичные операции выполняют в другом направлении, при этом струны 2 продевают сквозь отверстия в ТМ 3. В местах разводки концов устанавливают адресные ко, лодки в виде основания 5 с цилиндрической пружиной 6. При адресации концов П проводоукладчик проходит перпендикулярно оси цилиндрической пружины, раздвигает соседние витки пружины и пропускает между ее витками П, который остается прочно зажатым по заданному адресу. На основаниях адресных колодок закрепляют бирки с номерами концов П. Шаблон 1 устанавливают в зоне действия швейного механизма. В процессе выполнения операции обвязки перед швейной иглой вдоль П прокла- дьтается гибкая изоляционная или экранирующая лента. Процесс обвязки вьтолняют по зигзагообразной траектории. Адресные бирки располагаются под П или накладываются к концам П швейным механизмом с помощью возвратно-поступательного перемещения перпендикулярно оси П. Способ высокопроизводителен. 1 з.п. ф-лы, 3 ил. / с сл 4 4: 00 4 isd ю «Пив. f
Pu.Q.2.
е.З
Составитель 3. Яшина Редактор М, Петрова Техред М.Дидык Корректор М. Демчик
Заказ 6855/57
Тираж 832
ВНИ1ПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. kj
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
i2
Подписное
| Способ изготовления жгутов проводов | 1984 |
|
SU1332388A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
