Изобретение относится к области получения покрытий, в частности оксидных пленок, и может быть использовано при изготовлении диэлектрических деталей для вакуумных приборов и интегральных микросхем.
Известен способ анодирования алюминиевых пластин, включающий электрохимическую обработку пластин в растворе щавелевой кислоты, при этом пластину анодируют с одной стороны до заданной толщины, а затем стравливают непрореагированный слой алюминия.
Недостатком известного способа является то, что при постоянном и длительном анодировании алюминия с ростом толщины оксидного слоя усиливаются вторичные отрицательные явления и процессы (рост градиента концентрации анионов на поверхности анода и в порах, гидратации окисла и газообразования), что приводит к увеличению скорости растворения оксидного слоя и снижению выхода оксида по току. При достижении толщины оксидного слоя в 0,4-0,5 мм скорость растворения оксида приближается к скорости его роста, качество поверхности значительно ухудшается. Кроме того, возникает неравномерный рост оксидного слоя по поверхности пластины, причем в местах усиленного роста возрастает температура, появляются искрения и прожоги оксидного слоя.
Частично эти недостатки устраняет известный способ анодирования алюминиевых пластин, включающий электрохимическое окисление алюминиевых пластин в электролите при проведении процесса в импульсном режиме.
Данное техническое решение по своей технической сущности и достигаемому эффекту является наиболее близким изобретению.
Однако анодирование алюминия в импульсном режиме при неподвижном состоянии пластин не обеспечивает получение диэлектрических подложек с высоким классом чистоты поверхности, и получение диэлектрических оксидных подложек микросхем вообще неприемлемо из-за шероховатой, грубой поверхности получаемого слоя, неравномерности его физико-химических свойств, наличия сквозной пористости и пр. Кроме того, для реализации данного способа требуется изготовление сложных, дорогостоящих специальных импульсных источников тока, что значительно усложняет и удорожает конструкцию устройства.
Из известных конструкций наиболее близкой изобретению является устройство для анодирования алюминиевых пластин, содержащее ванну с системой циркуляции электролита, катод, пластинодержатель и источник постоянного тока.
В этом устройстве для усиления скорости подачи электролита в направлении тех мест, на которых вследствие повышенной плотности тока происходит ускоренный рост анодной пленки и возрастает температура, установлены дополнительные форсунки.
Дополнительная инжекция электролита понижает температуры этих участков и позволяет получать более равномерную по толщине оксидную пленку.
Однако дополнительная инжекция электролита оказывает одностороннее действие охлаждение перегретых участков и выравнивание температуры оксидного слоя, устранение прижогов и то только при тонкослойном анодировании грубо-рельефных изделий. Отрицательное влияние вторичных процессов остается, так как потоки электролита независимо от их скорости не проникают в сверхмалые глухие поры и не изменяют ионное и примесное содержание электролита в них. Кроме того, действующие на алюминиевые пластины дополнительные усилия от инжектируемых струй электролита искривляют их колебательно, что приводит к трещинам в оксидном слое и поломке оксидных пластин.
Целью данного изобретения является улучшение качества оксидной пленки.
Поставленная цель достигается тем, что в способе анодирования алюминиевых пластин, включающем электрохимическое окисление алюминиевых пластин в электролите при проведении процесса в импульсном режиме, процесс проводят, сообщая пластинам непрерывное движение с выходом из электролита при частоте периодов 20-100 в минуту.
Устройство для анодирования алюминиевых пластин, содержащее ванну с системой циркуляции электролита, катод, пластинодержатель и источник постоянного тока, снабжено приводом вращения пластинодержателя, выполненным в виде ступицы со спицами, по торцам которых выполнены прорези для крепления пластин, ось ступицы параллельна зеркалу ванны.
В настоящем способе алюминиевые пластины анодируют периодически по режиму ток пауза, им сообщают непрерывное движение, причем в период пауз пластины вынимают из электролита на воздух, продолжительность паузы больше периода анодирования при общей частоте периодов 20-100 в минуту.
При анодировании алюминия по предложенному способу в момент выхода пластин из электролита и паузы происходит свободное газоотделение из пор оксида, что способствует вытеканию из них электролита, обедненного анионами, и очистке пор от продуктов растворения (гидроокиси и пр.), и последующему заполнению пор свежим электролитом. Последнее обеспечивает выравнивание градиента концентрации анионов на поверхности анода и в порах оксида и улучшение электропроводности электролита в порах, что облегчает доставку доноров кислорода к барьерному слою. Постоянное движение пластин с определенной скоростью в сочетании с паузами в анодировании способствует интенсивному их охлаждению и выравниванию температуры по площади пластин, а значит, и затрудняет возможность локального перегрева и прожога пластин. Такое периодическое электрохимическое анодирование приводит к равномерному росту толщины оксида, тормозит процессы растворения оксида и, как следствие, приводит к увеличению выхода оксида по току.
Способ пригоден как для одностороннего, так и сквозного двустороннего анодирования алюминиевых пластин и позволяет применять более высокие плотности анодного тока. Так, например, если при стационарном анодировании толстых пластин по известным способам при плотности тока в 3 А/дм2 появляется неравномерный рост оксида и его прожоги, то при анодировании по предложенному способу при плотности тока в 4 А/дм2 этого не происходит, т.е. способ дает возможность значительно интенсифицировать процесс.
Частота периодов анодирования по новому способу соответствует числу оборотов электромотора в минуту. Экспериментально установлено, что при частоте периодов менее 20 в минуту (линейная скорость перемещения пластин 12,5 м/мин) процесс анодирования мало отличается от стационарного, а при частоте более 100 в минуту (линейная скорость перемещения пластин 62,5 м/мин) не наблюдается существенного приращения эффекта. Наиболее оптимальной является частота периодов анодирования, равная 50 70 в минуту (линейная скорость перемещения пластин 31-44 м/мин).
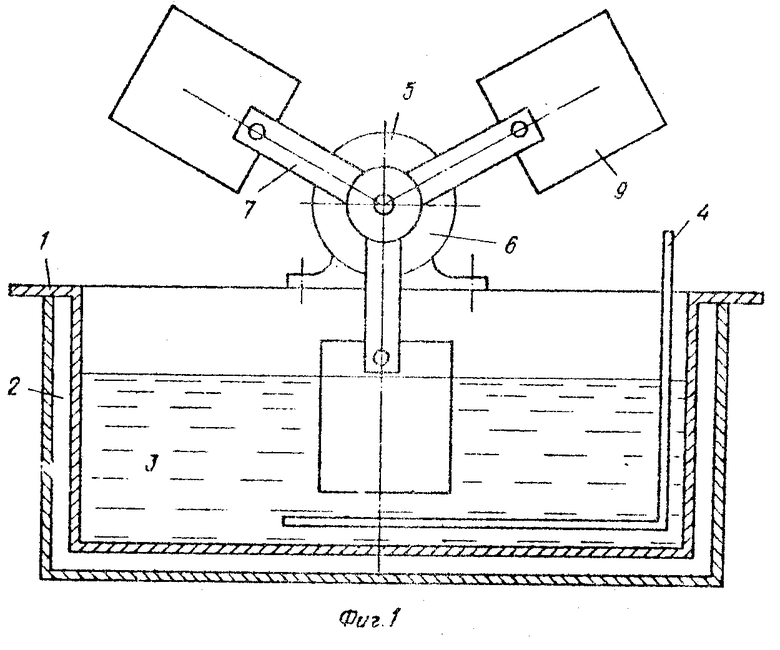
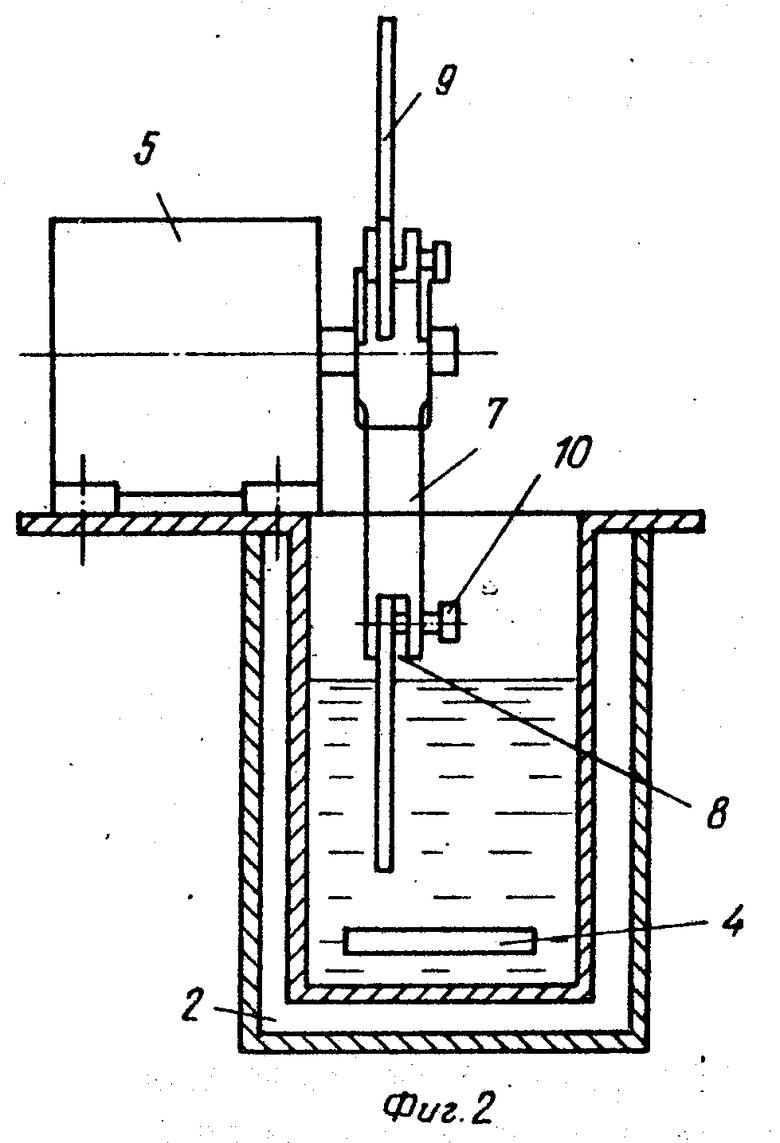
Способ реализуется на устройстве для анодирования алюминиевых пластин, сущность которого поясняется чертежами, где на фиг. 1 изображено предлагаемое устройство, вид спереди; на фиг. 2 то же, вид сбоку.
Устройство содержит ванну 1 анодирования с охлаждающей рубашкой 2, насос (на чертеже не показан) для циркуляции электролита 3 и катод 4. На ванне 1 установлен электромотор 5, на валу которого посажена ступица 6 со спицами 7, причем ось ступицы параллельна зеркалу ванны. По торцам спиц 7 выполнены прорези 8, в которые вставляют алюминиевые пластины 9 и закрепляют винтами 10. Источник питания на чертеже не показан.
Устройство работает следующим образом. Алюминиевые пластины 9 после операции электрополировки вставляют в прорези каждой спицы 7 и крепят винтами 10. Собранную таким образом ступицу 6 с пластинами 9 алюминия устанавливают на вал электромотора 5 и включают его. Ступицу 6 через скользящий контакт (на чертеже не показан) подключают к плюсовому полюсу источника питания, а катод 4 к минусовому полюсу и устанавливают заданную силу тока. Анодирование проводят до заданной толщины оксидной пленки.
Количество спиц 7 на ступице 6 электромотора 5 может быть различным. Однако рекомендуется иметь их в пределах 3-6 штук, когда в каждый момент времени анодированию подвергаются не более двух пластин. При большем количестве закрепляемых на ступице пластин возрастают площадь анодирования и количество выделяемого тепла, что влечет за собой применение более мощных источников питания, добавочного охлаждения электролита, увеличение габаритов устройства и пр.
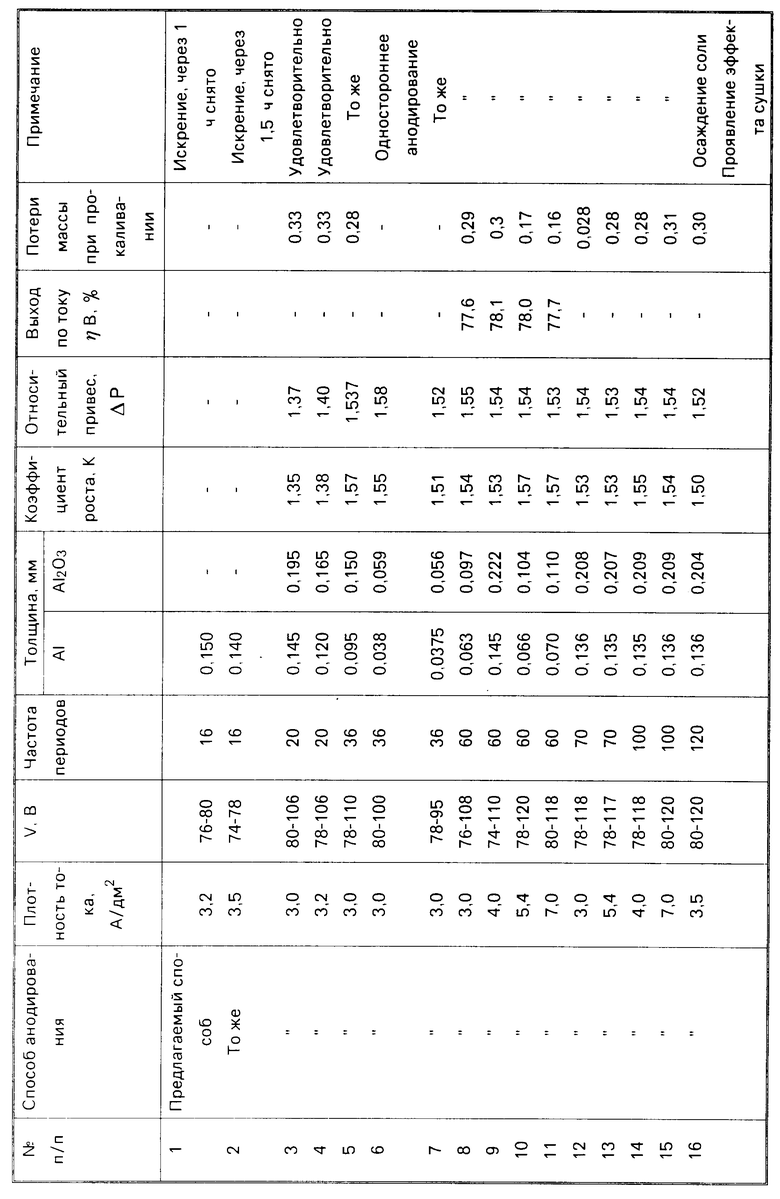
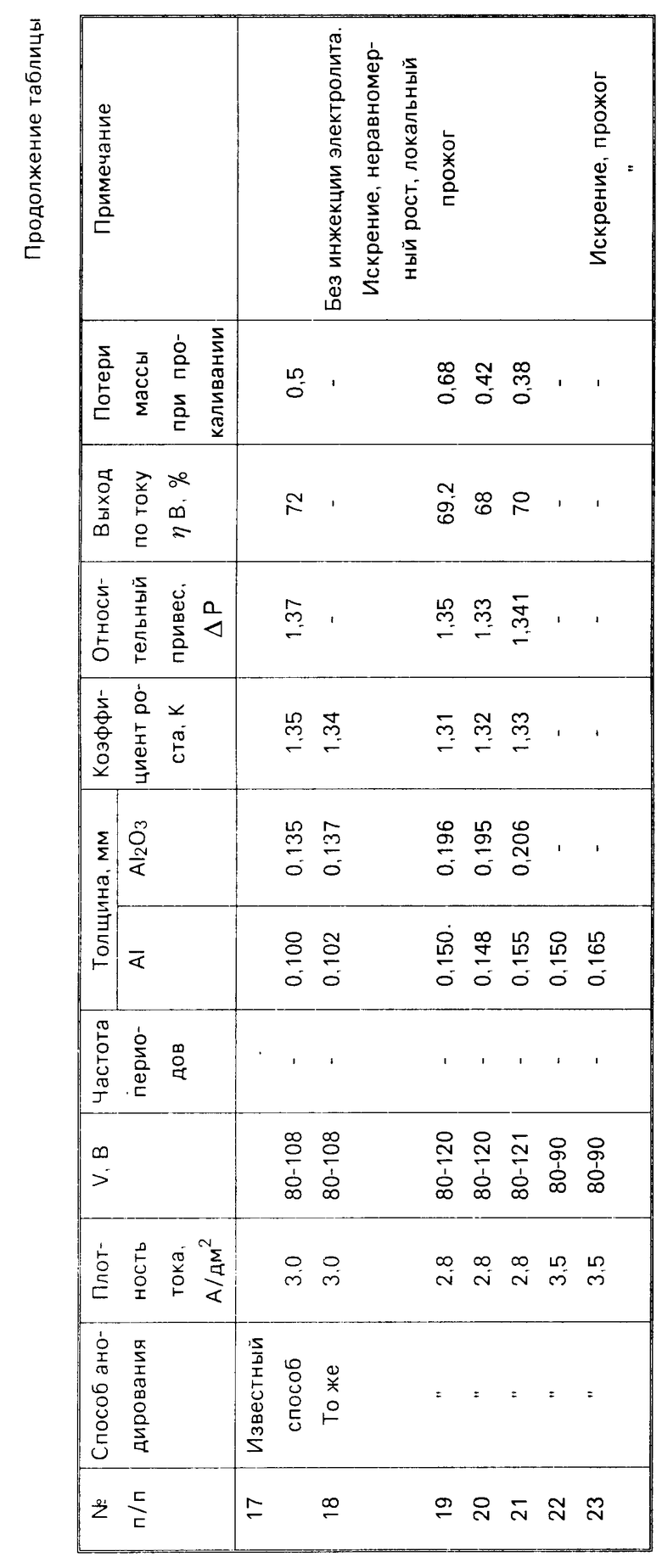
Проверка предложенного способа проводилась анодированием полированного алюминия марки А 99,9 в 4% щавелевокислом электролите при температуре 284-285 К, установке трех пластин на ступице и разной частоте периодов. Для сравнения анодировали алюминий в непрерывном режиме в том же электролите и с дополнительной инжекцией электролита на анодируемую поверхность.
Данные сведены в таблицу. Как видно из данных таблицы, оксидные пластины, полученные по предложенному способу, имеют больший коэффициент роста (К), относительный привес при анодировании (Δ Р) и выход оксида по току (eta<N> В), чем у пластин, полученных по известному способу. Потеря в весе при прокаливании при 523оС (характеризует относительное содержание влаги) наоборот, больше у пластин, полученных по известному способу. При толстослойном анодировании по известному способу при анодной плотности тока более 3 А/дм2 наступает к тому же искрение и появляются прожоги оксидного слоя, что приводит к недоброкачественности пластин по диэлектрическим свойствам, цвету и шероховатости поверхности. При толстослойном анодироавнии по предложенному способу искрение и прожоги не наступают даже при плотности тока 7,0 А/дм2, т. е. в два с лишним раза большей, чем по известному способу, что говорит об интенсивном охлаждении пластин.
При частоте периодов анодирования менее 20 охлаждение пластин мало отличается от известного способа и не дает эффекта. При частоте периодов более 100, кроме того, начинает проявляться эффект сушки, т.е. растворитель (вода) в период пауз испаряется, а щавелевая кислота осаждается на поверхности оксида и затрудняет сам процесс анодирования.
Как известно, при электрохимическом анодировании выделяется значительное количество тепла, основную часть которого составляет джоулево тепло. Применение импульсного периодического анодирования с прекращением электрохимического воздействия (период пауз) является лучшим средством поддержания верхнего предела температуры пластины. Совмещение паузы в анодировании с выносом пластины из электролита дает дополнительный эффект, включающий стекание электролита с поверхности пластины и из пор растущего оксида и обновление за счет этого электролита в порах. Этому способствует также свободное газоотделение (кислород) из пор оксида. Однако некоторая инерционность системы (небольшие по величине перепады температур в 20-30о, давлений окружающей среды при нахождении пластины в электролите и на воздухе, вязкость электролита) вызывает необходимость устанавливать продолжительность паузы больше периода анодирования.
В проверке предложенного способа (данные таблицы) продолжительность паузы была в 3-5 раз больше периода анодирования.
Проверка предложенного способа показывает, что выход оксида по току составляет 77-78% или 7-8% больше, чем по известным способам анодирования. Относитель- ный привес анодирования ΔP  где Рn масса оксидной пластины; Ра масса прореагированного алюминия, составляет 1,51-1,56 и по сравнению со стационарным анодированием ( Δ Р 1,33-1,37) больше на 10-11% Теоретический привес анодирования должен быть равен Δ Р 1,89. Еще одна характеристика объемный коэффициент роста К
где Рn масса оксидной пластины; Ра масса прореагированного алюминия, составляет 1,51-1,56 и по сравнению со стационарным анодированием ( Δ Р 1,33-1,37) больше на 10-11% Теоретический привес анодирования должен быть равен Δ Р 1,89. Еще одна характеристика объемный коэффициент роста К  , где hок толщина оксида; hал толщина прореагированного алюминия, при анодировании по предложенному способу составляет 1,5-1,55, при анодировании по известным, стационарным способам 1,28-1,35, что тоже больше ≈ на 10-12% Таким образом, на получение анодных пластин заданной толщины по предложенному способу требуется затратить алюминия на 10-12% меньше, чем по известным способам, при одновременном улучшении других показателей качества оксидных пластин.
, где hок толщина оксида; hал толщина прореагированного алюминия, при анодировании по предложенному способу составляет 1,5-1,55, при анодировании по известным, стационарным способам 1,28-1,35, что тоже больше ≈ на 10-12% Таким образом, на получение анодных пластин заданной толщины по предложенному способу требуется затратить алюминия на 10-12% меньше, чем по известным способам, при одновременном улучшении других показателей качества оксидных пластин.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТВЕРДОГО ОКСИДИРОВАНИЯ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 1997 |
|
RU2123546C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ВЕНТИЛЬНЫЕ МЕТАЛЛЫ И ИХ СПЛАВЫ | 1993 |
|
RU2077612C1 |
| СПОСОБ АНОДИРОВАНИЯ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2015 |
|
RU2595167C1 |
| СПОСОБ ТОЛСТОСЛОЙНОГО АНОДИРОВАНИЯ ПЛОСКИХ АЛЮМИНИЕВЫХ ИЗДЕЛИЙ | 1994 |
|
RU2062824C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ОКРАШИВАНИЯ АНОДИРОВАННОГО АЛЮМИНИЯ ПОД ДЕЙСТВИЕМ ТОКА ПЕРЕМЕННОЙ ПОЛЯРНОСТИ (ВАРИАНТЫ) | 2011 |
|
RU2467096C2 |
| ЭЛЕКТРОЛИТ ДЛЯ АНОДИРОВАНИЯ АЛЮМИНИЯ И ЕГО СПЛАВОВ ПЕРЕД НАНЕСЕНИЕМ МЕДНЫХ ГАЛЬВАНОПОКРЫТИЙ | 2013 |
|
RU2529328C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОКСИДНОГО КОМПОЗИЦИОННОГО ПОКРЫТИЯ НА АЛЮМИНИИ И ЕГО СПЛАВАХ | 2000 |
|
RU2169800C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТОЛЩИНЫ ПОКРЫТИЯ В ХОДЕ ПРОЦЕССА ТВЕРДОГО АНОДИРОВАНИЯ | 2015 |
|
RU2611632C2 |
| СПОСОБ МИКРОДУГОВОГО ОКСИДИРОВАНИЯ | 2008 |
|
RU2389830C2 |
| СПОСОБ ФОРМИРОВАНИЯ ЦВЕТНОГО ДЕКОРАТИВНОГО ПОКРЫТИЯ С ПОМОЩЬЮ АНОДИРОВАНИЯ | 2015 |
|
RU2620801C1 |
1. Способ анодирования алюминиевых пластин, включающий электрохимическое окисление алюминиевых пластин в электролите при проведении процесса в импульсном режиме, отличающийся тем, что, с целью улучшения качества оксидной пленки, процесс проводят, сообщая пластинам непрерывное движение с выходом из электролита при частоте периодов 20 - 100 в минуту.
2. Устройство для анодирования алюминиевых пластин, содержащее ванну с системой циркуляции электролита, катод, пластинодержатель и источник постоянного тока, отличающееся тем, что, с целью улучшения качества оксидной пленки, оно снабжено приводом вращения пластинодержателя, выполненным в виде ступицы со спицами, по торцам которых выполнены прорези для крепления пластин, ось ступицы параллельна зеркалу ванны.
| Авторское свидетельство СССР N 647984, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР N 926084, кл | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Скоропечатный станок для печатания со стеклянных пластинок | 1922 |
|
SU35A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
