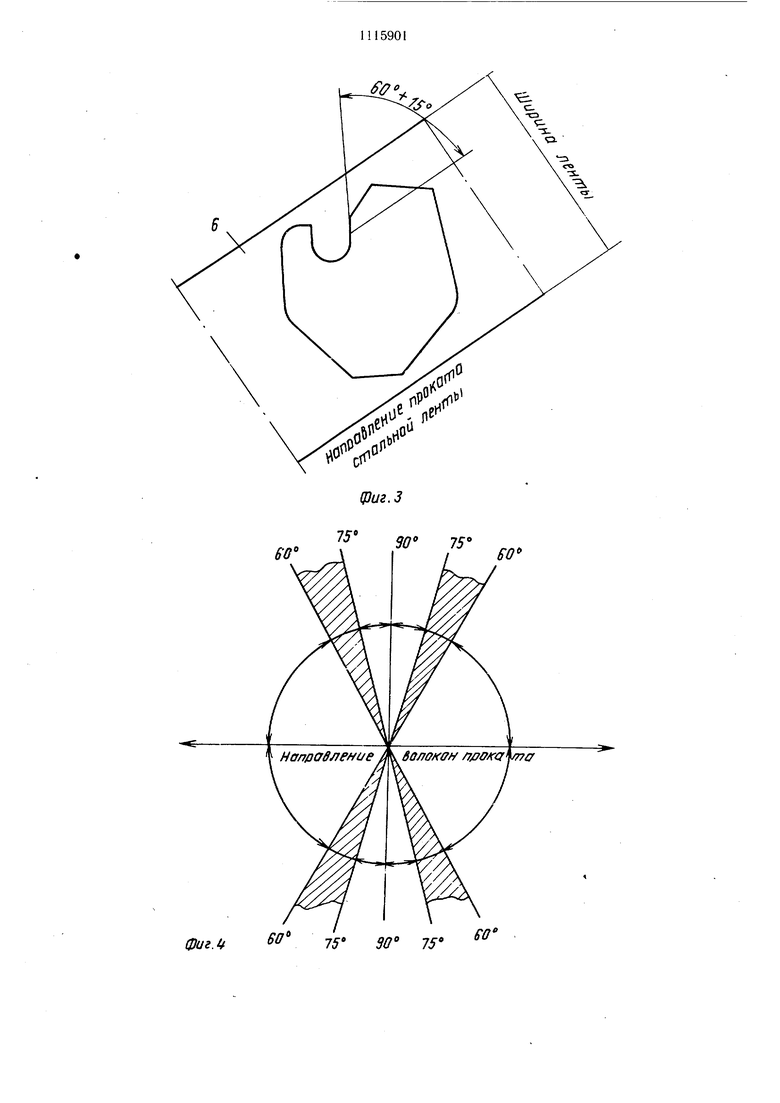
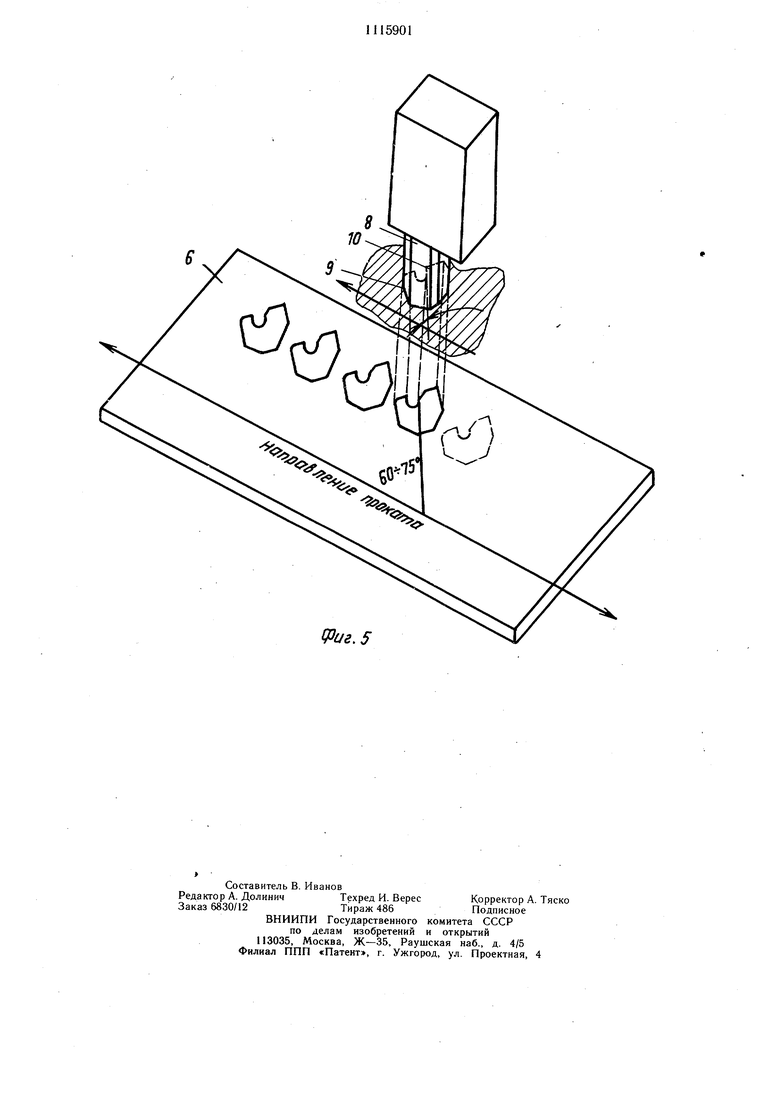
Изобретение относится к деревообработке и может быть исиользовано при изготовлении инструмента для обработки древесины. Известны способы нзготовлениы режутих звеньев пильной цепи из стальной ленты, включающие раскрой ленты, гибку заготовок, термообралотку и заточку режущих кромок 1. Недостатком этого способа является то, что при раскрое прокатного материала режущие кромки звеньев пильной цепи ориентированы относительно направления прокатки стальной ленты в пределах углов от О до 45°. Такое расположение звеньев не учитывает влияние направления прокатки материала на износостойкость режущих кромок и прочностных параметров изогнутого лезвия режущего звена. Цель изобретения - повыщение долговечности режущих звеньев пильной цепи за счет повыщения износостойкости участков торцового резания их режущих кромок при сохранении в допустимых пределах прочHocTi;f)ix параметров этих звеньев. Указанная цель достигается тем, чго согласно способу изготовления режущих звеньев пильной цепи для лесоматериалов, включающему раскрой заготовок из стального проката, гибку, термообработку и заточку режущих кромок определяют напрвление волокон прокатки, относительно которого при раскрое заготовки ориентируют режущую кромку звена под углом 60-75°. На фиг. I изображено режущее звено нильчой цепи; на фиг. 2 - профильная проекция звена; на фиг. 3 - расположение звена относительно направления волокон стального проката; на фиг. 4 - зоны допустимой ориентации режущих кромок звеньев пильных цепей на участке торцового резания к }1аправлению волокон прокатки стального материала; на фиг. 5 - пример взаимного расположения обрабатывающего оборудования для изготовления заготовок режущих звеньев из отрезка прокатного материала в процессе выполнения предлагаемого способа. Режущее звено 1 содержит основание, в котором выполнены отверстия 2 для заклепок, ограничительный упор 3 и стачиваемую Г-образную часть 4 с режущей кромкой, имеющей участок торцового резания 5, выполненный под углом 60-75° к направлению прокатки ленты 6 стального материала. Г-образная стачиваемая часть 4 звена консольная, изогнутая в двух направлениях, имеющая верхнюю плоскую часть 7, параллельную линии гиба и наклоненную под углом 5-7° к продольной оси звена. Режущая кромка 5 имеет наибольщую стойкость при расположении ее к направлению проката под углом 90 ±30°. Наибольшую прочность Г-образная стачиваемая часть 4 звена имеет при расположении оси изгиба этого участка по отнощению к направлению волокон проката под углом 0-70°. При сопоставлении оптимального расположения режущей кромки в зависимости от износостойкости, прочности при изгибе Г-образной части звена, угла 5-7° направления изгиба Г-образной части по отнощению к режущей кромке наиболее рациональным является ориентация режущей кромки относительно направления волокон проката стального материала под углом 60-75. При вырубке заготовки при помощи щтампа из стального прокатного материала 6 пуансон 8 с рабочим контуром 9 располагают таким образом, чтобы участок 10 рабочего контура 9, формирующий режущую кромку звена пильной цепи, был ориентирован к направлению проката под углом 60- 75°. Рациональное расположение режущей кромки в зависимости от износостойкости и прочности звена при изгибе позволяет увеличить ресурс работы пильной цепи для лесоматериалов.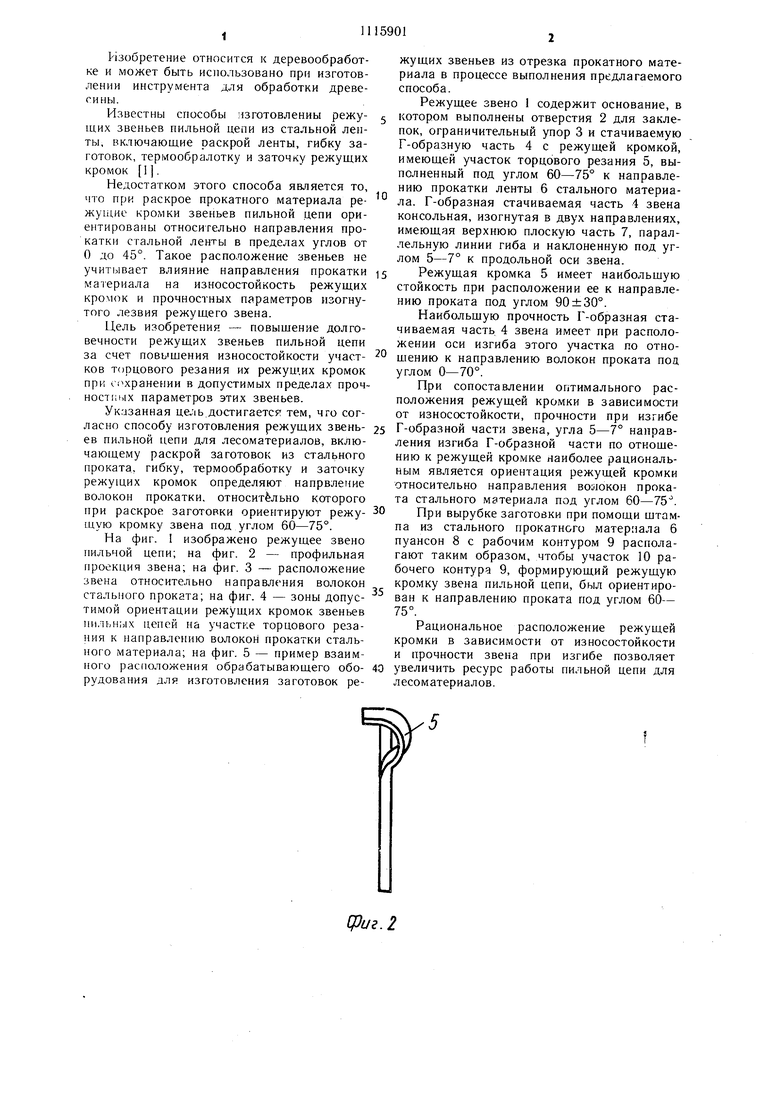
| название | год | авторы | номер документа |
|---|---|---|---|
| ПИЛЬНАЯ ЦЕПЬ | 1970 |
|
SU266191A1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2396163C2 |
| КОМПОЗИТНОЕ МЕТАЛЛИЧЕСКОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2317208C2 |
| Режущее звено пильной цепи | 1986 |
|
SU1425086A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ ЛЕНТ, В ЧАСТНОСТИ ИЗГОТОВЛЕНИЯ РЕЖУЩИХ ИНСТРУМЕНТОВ ИЛИ ИНСТРУМЕНТОВ ДЛЯ ОБРАБОТКИ РЕЗАНИЕМ С УЛУЧШЕННОЙ СТОЙКОСТЬЮ | 2014 |
|
RU2664495C2 |
| Способ резки дисковой пилой нагретых заготовок диаметром 200-400 мм из низколегированной стали | 2020 |
|
RU2749966C1 |
| Пильное полотно для ножовки по металлу | 2024 |
|
RU2834518C1 |
| Ножи летучих ножниц для резки сортового проката | 1990 |
|
SU1794001A3 |
| Способ резки дисковой пилой нагретых заготовок диаметром 200-400 мм из низкоуглеродистой стали | 2020 |
|
RU2750062C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С ИМЕЮЩЕЙ КАНАВКУ РЕЖУЩЕЙ КРОМКОЙ | 2003 |
|
RU2319607C2 |
СПОСОБ ИЗГОТОВЛЕНИЯ РЕЖУЩИХ ЗВЕНЬЕВ ПИЛЬНОЙ ЦЕПИ для лесоматериалов, включающий раскрой заготовок из стального проката, гибку, термообработку и заточку режущей кромки, отличающийся тем, что, с целью повышения износостойкости режущей кромки, определяют направление волокон проката, относительно которого при раскрое заготовки ориентируют режущую кромку звена под углом 60-75°. СП со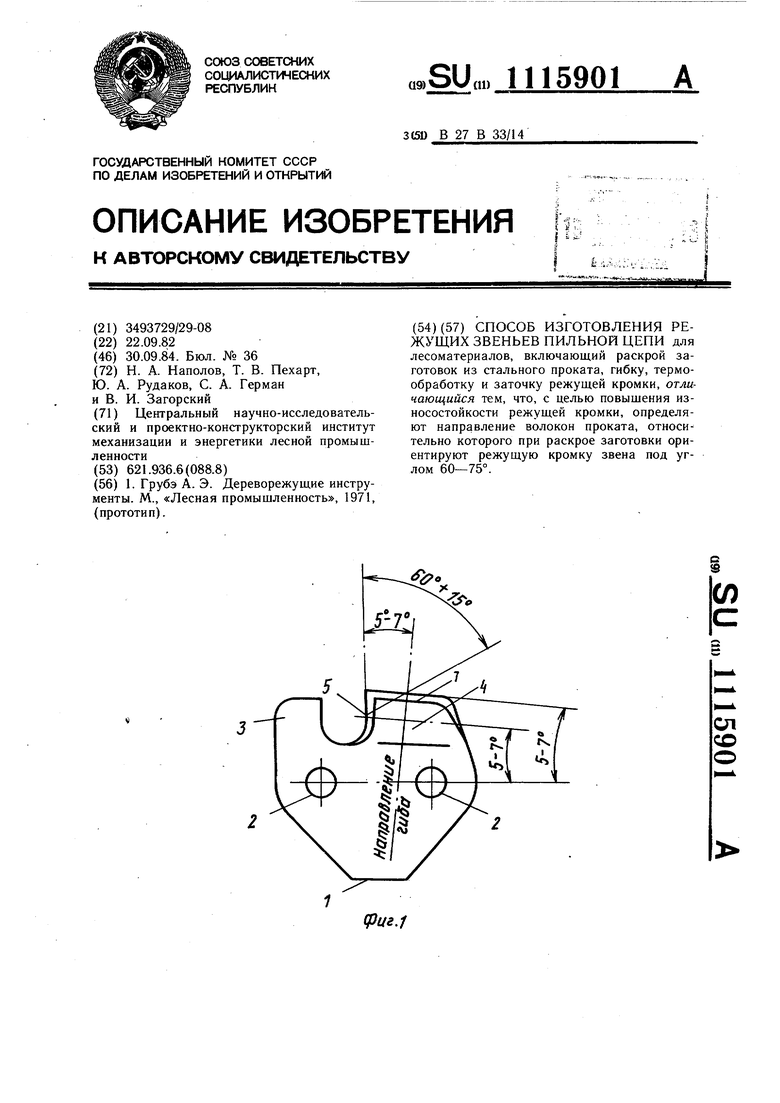
Сриг.2
X
SO
/.
fl
фиг.З
ЭО 75
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Грубэ А | |||
| Э | |||
| Дереворежущие инструменты | |||
| М., «Лесная промышленность, 1971, (прототип). | |||
