Изобретение относится к устройствам для обработки металлов резанием, прежде всего к изготовлению полотен пил по металлу и может быть использовано в областях, связанных с механической обработкой металлов и композитов, а также других материалов. Изобретение может быть использовано для полотен ленточных, дисковых, сабельных и других.
Одной из актуальных проблем обработки металлов является повышение эффективности процесса пиления, что прежде всего связано с повышением ресурса работы полотна пилы и прежде всего зубьев. Этой задачи достигают в основном за счет снижения механических усилий, действующих на режущую кромку зуба ленточной пилы, в том числе снижения сил резания. Последнего в свою очередь добиваются распределением механической нагрузки между зубьев группы, каждый из которых имеет свою геометрию поперечного реза, а суммарно дают необходимую общую площадь поперечного реза в канале пропила. В качестве примера осуществления таких эффективных технологий пиления металлов можно назвать технические решения, приведенные в патентах: патент США US 7131365 B2, МПК B27B 33/02, 07/1/2006; патент США US 10363620 B2, МПК B23D 61/12, 30.07.2019. Недостатком полотен, полученных по указанным патентам, является быстрое изнашивание режущих кромок зубьев и соответственно низкий рабочий ресурс полотна пилы. Аналогичные недостатки присущи также полотнам дисковых и сабельных пил.
Наиболее близким (прототипом) по совокупности существенных признаков к заявляемому изобретению является полотно ленточной пилы по металлу, содержащее зубчатую часть с режущими зубьями одной или разной высоты, с переменным или постоянным шагом, основным назначением которой является пиление металла. При этом разводка может быть стандартной, чередованием, волнообразной, групповой. Зуб преимущественно косой, с острым передним углом (ГОСТ Р 53924-2010. Полотна ленточных пил. [Электронный ресурс] - URL: https://docs.cntd.ru/document/1200082571 (дата обращения 22.05.2023). Указанной конструкции полотна ленточных пил также присущи недостатки, указанных выше полотен: быстрая деформация и затупление зубьев, а также низкий рабочий ресурс полотна пилы.
Решаемой задачей заявляемого изобретения является повышение ресурса работы полотна пилы по металлу и его зубьев, а также снижение деформации зубьев. Кроме того, техническим результатом является расширение арсенала технических средств полотен пил и их зубьев.
Указанного технического результата в заявляемом изобретении достигают за счет выполнения режущей кромки зуба полностью или преимущественно по косой линии, относительно боковой стороны полотна и в пределах ширины задней поверхности зуба.
Заявляемое изобретение имеет следующий, общий с ближайшим аналогом существенный признак - зуб полотна пилы по металлу, содержащий режущую кромку.
Отличают заявляемое изобретение от прототипа следующие существенные признаки: выполнение режущей кромки зуба полностью или преимущественно по косой линии, относительно боковой стороны полотна и в пределах ширины задней поверхности зуба.
Приведённый существенный признак является отличительным от прототипа, т.к. не содержится в совокупности существенных признаков прототипа, т.е. не присутствует в перечне признаков, осуществляемых в прототипе, и не является их характеристикой.
Для однозначного и более полного понимания описания заявляемого изобретения далее приведены уточнения и раскрытия, использованных выше понятий и терминов, а также описание технического решения.
Основой замысла заявляемого технического решения является уменьшение нагрузки на режущие кромки зубьев полотна пилы путем понижения удельного сопротивления резанию материала канала пропила или снижения сил резания на косых кромках зубьев ввиду их удлинения относительно прямой кромки, выполненной по ширине передней поверхности. Кроме того, в области острого угла режущей кромки происходит усиление ее проникающей способности за счет дополнительного заострения в горизонтальной плоскости. Еще одним положительным фактором выполнения косой режущей кромки является добавление эффекта пиления при угловом, а не фронтальном воздействии на материал пропила. Предлагаемая конструкция пильного полотна для металлов может быть использована также для других материалов, например: для пластмасс, композитов, керамики, твердых материалов.
Реализуют замысел изобретения путем выполнения режущей кромки зуба полотна пилы (далее кромки) по косой линии. При этом эту кромку выполняют в одной плоскости, а именно в плоскости задней поверхности зуба. Кромку выполняют по всей ширине, другими словами, во всю ширину задней плоскости зуба, от одного бокового края зуба до другого. Косое выполнение кромки предполагает ее пересечение с боковыми гранями задней поверхности зуба, при этом от одной грани она отходит под острым углом менее 90°, а с противоположной подходит к грани под тупым углом. Более строго косое выполнение кромки можно объяснить косым выполнением кромки относительно боковых сторон полотна пилы, т.к. боковые грани зуба не параллельны между собой. Если обрабатываемый материал требует увеличенного заднего угла, то рекомендуется сделать заднюю поверхность уступом с главным и вспомогательными задними углами, при этом главный задний угол желательно делать как можно меньше, а плоскость поверхности с главным задним углом по площади равной верхней площадке вершины зуба. Со стороны передней поверхности зуба выполнение режущей кромки по косой линии в свою очередь приводит к образованию скошенной плоскости передней поверхности.
На режущей кромке, образованной по косой линии можно различать переднюю часть кромки, прилегающую к острому углу и образующую его этой частью кромки, как одной стороной, а также заднюю часть, прилегающую к тупому углу и образующую его противоположной стороной кромки как стороной угла.
В процессе пиления материала передняя часть кромки подвергается большему механическому воздействию, чем остальная часть кромки. С другой стороны, задняя часть кромки тоже может подвергаться повышенным механическим усилиям вследствие перекоса напряжений вследствие цикличных поперечных смещений зуба. Для снижения геометрических перекосов и механических напряжений на обоих или на одном конце можно изготавливать компенсаторы или стабилизаторы напряжений в виде изгибов, уступов или выступов кромки, при этом угол заточки кромки на этих изгибах или выступах может отличаться от угла заточки основной части. Кроме того, на передней части кромки может быть изготовлен более острый выступ, способствующий снижению усилий проникновения в материал заготовки. На задней части кромки может быть изготовлен уступ с образованием меньшего угла, что способствует рассечению скапливающейся в углу стружки и снижению поперечных смещений. Возможны и другие применения уступов, выступов, изгибов, которые можно назвать искусственными неровностями на кромке. Использование искусственных неровностей на кромке целесообразно в основном на ее концах, при этом основная часть кромки остается выполненной по прямой линии на плоскости задней поверхности, что соответствует преимущественному выполнению по косой линии относительно боковой стороны полотна или центральной плоскости симметрии. Одновременно с этим сама задняя поверхность может быть выполнена наклонной относительно плоскости симметрии полотна в любую сторону под углом от 30° до 90°, что позволяет регулировать силы резания и геометрию поперечного реза в канале пропила.
Зубья с режущей кромкой, выполненной по косой линии, относительно боковой стороны полотна, могут быть использованы как по отдельности, так и в ряду зубьев пилы с левой или правой поперечной разводкой. В этом случае возможно выравнивание главной задней поверхности по реальной горизонтали реза. Возможно также использование таких зубьев в составе групп зубьев. В этом случае эти зубья целесообразно ставить первыми и желательно попарно, а также возможно, с уменьшенными размерами отдельных элементов, а последующие зубья доведут геометрию реза до требуемой.
Заявляемое изобретение является промышленно применимым в области обработки металлов резанием и может быть использовано в областях машиностроения и строительства, связанных с обработкой металлов и твердых материалов. Осуществление заявляемого технического решения может быть выполнено специалистами с соответствующей подготовкой. При осуществлении изобретения используют устройства, приборы и материалы, выпускаемые промышленностью и находящиеся в открытой продаже. Методами осуществления изобретения являются методы механической и физико-химической обработки металлических материалов, а именно обработка металлических лент, полотен металлорежущими инструментами, осуществление пайки сварки, шлифование. Средствами осуществления изобретения являются станки для обработки металла резанием - лазерные, электроэрозионные, механические, а также шлифовальные станки, устройства пайки, контактной сварки.
В приведенном выше описании убедительно обосновано достижение технического результата, заключающегося в повышении ресурса работы полотна пилы по металлу и его зубьев, а также в снижении деформации зубьев. Этот результат достигнут за счет понижения удельного сопротивления резанию материала канала пропила или снижения сил резания на скошенных звеньях ломанной линии ввиду их удлинения относительно прямой кромки. Одновременно в области вершин режущей кромки, выполненной по ломаной линии, происходит усиление ее проникающей способности за счет дополнительного заострения в горизонтальной плоскости. Кроме того, техническим результатом является расширение арсенала технических средств полотен пил различного вида.
Таким образом, показано, что совокупность существенных признаков заявляемого изобретения, позволяющая достичь заявленного технического результата, отличается от совокупности существенных признаков аналогов, прототипа, а также и других известных источников данных, т.е. не известно применение данной совокупности существенных признаков с получением заявленного технического результата. Другими словами, заявляемое изобретение не известно из уровня техники.
В ходе изучения уровня техники полотен пил различного вида по металлу не выявлены технические решения, существенные признаки которых по отдельности или в какой-либо совокупности совпадают с отличительными существенными признаками заявляемого изобретения, включая его характеристики, и позволяют положительно влиять на достижение заявляемого технического результата. Таким образом, подтверждено отсутствие известности влияния отличительных существенных признаков заявляемого изобретения на заявленный технический результат.
Следует также обратить внимание, что использование как всей заявленной совокупности, так и отдельных существенных признаков, в том числе отличительных признаков, для получения заявленного технического результата не следует явным образом для специалистов из уровня техники, т. к. не является объединением, изменением или совместным использованием сведений, содержащихся в уровне техники, и/или общих знаний специалиста.
Действительно осуществление нижеприведенного отличительного существенного признака заявляемого изобретения не следует для специалистов явным образом из уровня техники и является нестандартным и неизвестным решением, а именно следующего решения:
выполнение режущей кромки зуба полностью или преимущественно по косой линии, относительно боковой стороны полотна и в пределах ширины задней поверхности зуба.
На основании приведенного выше описания следует выделить следующие частные случаи выполнения заявляемого изобретения:
1. Описанный выше зуб полотна пилы по металлу, в котором на одном или на обоих концах режущей косой кромки выполнен уступ или выступ или изгиб.
2. Описанный выше зуб полотна пилы по металлу, в котором плоскость задней поверхности образует относительно плоскости симметрии полотна пилы угол от 30° до 90°.
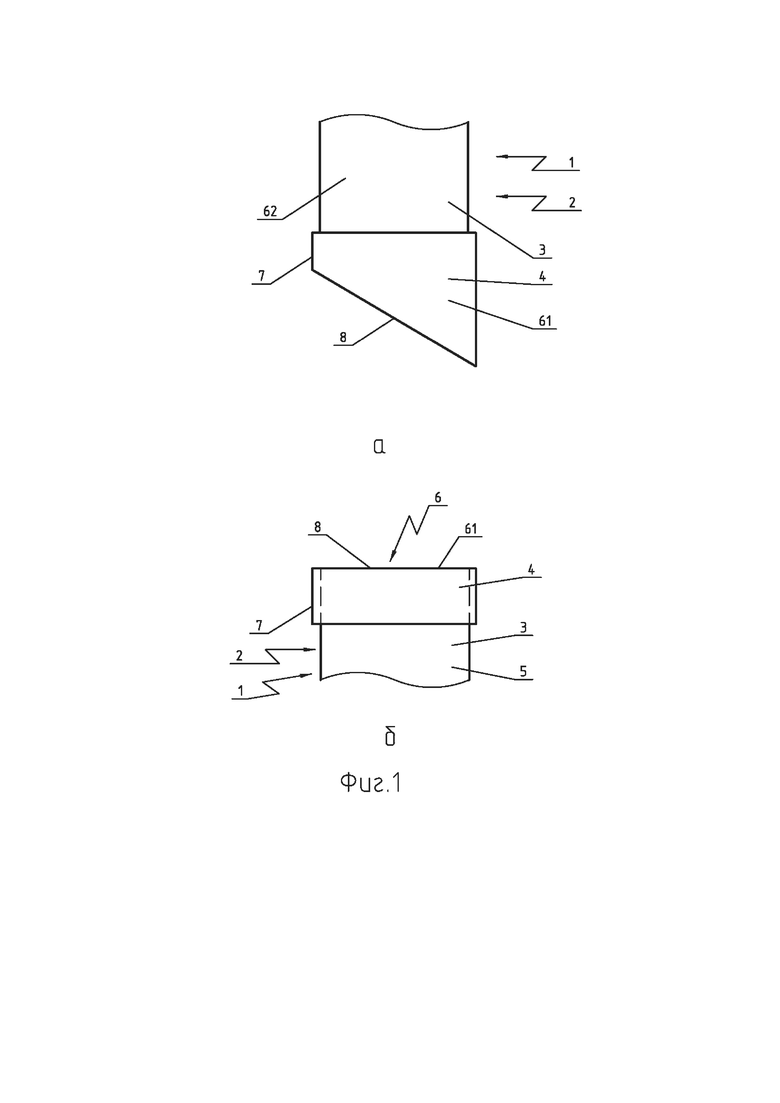
Описание заявленного зуба полотна пилы по металлу, содержащего режущую кромку пояснено на фигурах 1 и 2. На этих фигурах приведен вариант исполнения на вершине зуба полотна пилы твердосплавной пластины, т.е. режущая кромка выполнена по краю твердосплавной пластины. В случае выполнения зуба без твердосплавной пластины в его вершине все приведенные на фигурах элементы выполнены аналогично.
Фиг. 1 - зуб полотна пилы по металлу с режущей кромкой в виде косой линии,
а - вид сверху, б - вид спереди;
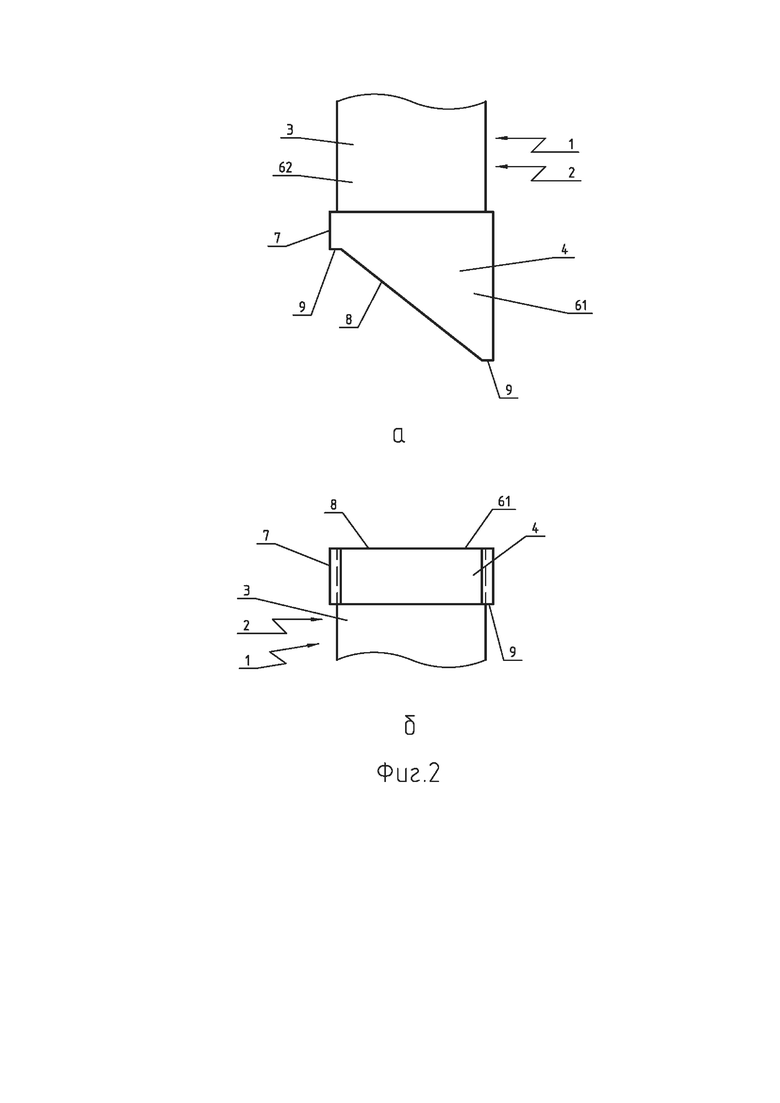
Фиг. 2 - зуб полотна пилы по металлу с режущей кромкой в виде косой линии с выполнением на ее обоих концах выступов,
а - вид сверху, б - вид спереди.
На указанных фигурах приведены следующие обозначения:
1 - полотно пилы по металлу,
2 - зубчатая часть полотна пилы,
3 - зуб полотна пилы,
4 - твердосплавная пластина,
5 - передняя поверхность зуба,
6 - задняя поверхность зуба,
61 - главная задняя поверхность зуба,
62 - вспомогательная задняя поверхность зуба,
7 - боковая сторона зуба,
8 - режущая кромка зуба,
9 - выступ.
Заявляемое изобретение - «Зуб пилы по металлу» выполнено следующим, описанным ниже образом.
Для изготовления полотен пил по металлу 1 используют ленты, полосы и листы из инструментальных, легированных, быстрорежущих и рессорных сталей толщиной преимущественно от 0,60 до 2,00 мм. Из этого сортамента выполняют плоские заготовки необходимого размера для будущего пильного полотна. На одной протяженной стороне заготовки формируют зубчатую часть 2 путем нарезания зубьев 3. На конце зубьев, в их вершинах закрепляют твердосплавные пластины 4 путем сварки или пайки. После этого на твердосплавных пластинах формируют переднюю 5 и заднюю 6 поверхности, а также боковые стороны 7. Ребро боковой стороны по задней поверхности относительно боковой стороны полотна образует угол величиной 3° - 7°. Заднюю поверхность, как правило, выполняют из двух смежных поверхностей - главной 61 и вспомогательной 62. Поверхности выполняют методами шлифования и/или лазерной обработки. Затем с помощью обработки шлифованием вершины зуба со стороны передней поверхности формируют режущую кромку 8 зуба в виде полностью или преимущественно косой линии, относительно боковой стороны полотна пилы. Эту линию формируют в пределах всей ширины задней поверхности зуба. Для снижения геометрических перекосов и механических напряжений на обоих концах кромки или на одном ее конце можно выполнять изгибы, уступы или выступы 9 кромки, которые выполняют роль компенсаторов напряжений или стабилизаторов направления полотна пилы, при этом угол заточки кромки на этих изгибах или выступах может отличаться от угла заточки основной части. Согласно приведенному способу, могут быть изготовлены полотна для ленточных, дисковых, сабельных и других пил.
Таким образом, зуб полотна пилы по металлу 1, согласно заявляемому изобретению, содержит зубчатую часть 2, выполненную по одной узкой стороне полотна, на которой вырезаны режущие зубья 3. На вершине каждого зуба закреплена твердосплавная пластина 4, поверхности которой обработаны с помощью лазера и/или шлифованием с образованием передней 5 и задней 6 поверхностей, а также боковых сторон 7 зуба. Задняя поверхность в свою очередь может содержать главную 61 и вспомогательную 62 поверхности. В плоскости главной задней поверхности со стороны передней поверхности и частично боковых сторон сформирована режущая кромка 8 зуба в виде косой линии, относительно боковой стороны полотна.
По краям кромки могут быть выполнены изгибы, уступы или выступы 9, которые выполняют роль компенсаторов напряжения и/или стабилизаторов направления полотна пилы.
Пример 1.
В качестве примера исполнения зуба полотна по металлу было выполнено полотно ленточной пилы. Из стальной ленты марки У8А толщиной 0,9 мм было изготовлено полотно ленточной пилы шириной 20 мм. По одному краю полотна, с помощью режущего (фреза) и шлифовального (шлифовальный круг) инструмента были нарезаны режущие зубья, т.е. была выполнена зубчатая часть полотна пилы. На каждом зубе сверху выполнена твердосплавная режущая пластинка из сплава ВК8. Зубья имели высоту 5 мм с постоянным шагом 4 мм. Формировали зубья в два этапа. На первом этапе формировали зубья с прямой кромкой, на втором этапе выполняли косую кромку и соответствующую переднюю поверхность. Форма зубьев была стандартная, конфигурация после первого этапа следующая: угол альфа α (передний угол) равен 10°, угол бета β1 (главный задний угол) равен 12°, угол бета β2 (вспомогательный задний угол) равен 20°, угол заострения равен 68°, угол гамма γ (боковое уширение) равен 5°, ширина обточенных пластин ВК8 составляла 1,1 - 1,3 мм.
На втором этапе на задней поверхности указанного зуба, на площадке с главным углом на стороне, обращенной к обрабатываемому материалу, формировали режущую кромку, которая была выполнена косой линией относительно боковой стороны полотна, в пределах ширины задней поверхности зуба. При этом острый угол между передней частью кромки и боковой гранью зуба составил 51° - 52°, а тупой угол между задней частью кромки и боковой гранью зуба составил 121° - 122°. Размеры углов приведены с учетом бокового уширения зуба. Угол заострения режущей кромки был равен 66° - 68°, передний угол был равен 10°. Разводка зубьев стандартная, ширина разводки составляет 50-60% от толщины полотна на каждую сторону.
Общая длина полотна ленточной пилы составила 2362 мм, разводка зубьев соединение свободных концов полотна ленточной пилы осуществлено сваркой, вершины всех зубьев выполнены на одном уровне с точностью до 0,1 мм.
Полученное полотно ленточной пилы помещали в ленточнопильный консольный станок JET HVBS-712K 750 Вт. Скорость пильного полотна 70 м/мин. С помощью этого станка распиливали поперечно круг из стали марки 30Х диаметром 60 мм, плоскость пиления перпендикулярна оси заготовки. Пиление проводили до резкого усиления вибрации полотна или разрыва полотна пилы. Резкое усиление вибрации полотна является следствием выкрашивания твердосплавной вершины режущего зуба, появления трещин в области ножки и/или вершины зуба, распространения трещин на полотно. Указанные причины, если не остановить процесс пиления и не заменить полотно пилы, приведут полотно к разрыву. Еще одной причиной прекращения пиления является отклонение плоскости резания от заданной. Таким образом ресурс работы полотна пилы определяли как время его работы до остановки пилы или до разрыва полотна пилы. Измеряли ресурс работы полотна по количеству резов и/или по наработке площади резания в кв.м. Количество испытуемых кругов брали по необходимости, длина отрезанных заготовок равнялась 50 мм. Конечные результаты определяли по совокупности всех резов.
Аналогичные испытания были также проведены с полотном ленточной пилы, изготовленным приведенным выше способом, но без изменения, модификации режущей кромки зуба, т.е. режущая кромка на твердосплавной пластине была выполнена прямой, а режущие зубья имели высоту 5 мм и постоянный шаг 4 мм.
Испытания показали следующие результаты:
- Ресурс работы полотен пилы с выполнением режущей кромки зуба по косой линии составил 267 резов или 0,759 кв. м;
- Ресурс работы полотен пилы без изменения режущей кромки, т.е. с прямой режущей кромкой составил 196 резов или 0,556 кв.м.
Пример 2.
Аналогично примеру 1 было изготовлено полотно ленточной пилы. Режущие зубья имели высоту 5 мм с постоянным шагом 4 мм. На каждом зубе сверху была выполнена твердосплавная режущая пластинка из сплава ВК8, на которой потом формировали боковые стороны, переднюю и заднюю поверхности, а также режущую кромку зуба. Другие характеристика зубьев, длина полотна, количество конструкционных элементов также были аналогичны и их значения указаны в примере 1.
Отличием изготовленного данного полотна ленточной пилы от примера 1 являлось выполнение на обоих концах косой кромки изгибов или выступов размером 0,1 мм, образующих относительно боковой поверхности зуба угол величиной 90°. При этом острый угол между передней частью кромки и относительно боковой грани зуба составил 51° - 52°, а тупой угол между задней частью кромки и относительно боковой грани зуба составил 121° - 122°. Размеры углов приведены с учетом бокового уширения зуба. Угол заострения режущей кромки был равен 66° -68°. Разводка зубьев стандартная, ширина разводки составляет 50-60% от толщины полотна на каждую сторону.
Испытания изготовленных полотен пилы и условия их проведения также были проведены аналогично способу, указанному в примере 1.
Испытания показали следующие результаты:
Ресурс работы полотен пилы с выполнением режущей кромки зуба по ломаной линии составил 278 резов или 0,790 кв. м. Ресурс работы полотен пилы без изменения режущей кромки, т.е. с прямой режущей кромкой указан в примере 1.
Приведенные в указанных примерах данные убедительно показывают преимущество зубьев полотен ленточных пил, выполненных согласно заявляемому изобретению. Это преимущество, главным образом, выражается в повышении ресурса их работы. В случае использования полотен дисковых и сабельных полотен с режущей кромкой, выполненной полностью или преимущественно по косой линии, относительно боковой стороны полотна, также получают высокие результаты по рабочему ресурсу, однако результаты по ленточным полотнам более представительны ввиду более напряженных условий работы полотна ленточной пилы, особенно при пилении заготовок крупных размеров. Поэтому эти результаты приведены в качестве примера.
Представленные выше варианты исполнения зуба полотна пилы по металлу не следует рассматривать как ограничивающие объем изобретения. Напротив, возможны также варианты, модификации и эквиваленты описанных примеров в пределах объема прав, изложенных в формуле изобретения.
Приведенные выше описание осуществления изобретения и примеры его реализации подтверждают достижение заявленного технического результата в процессе осуществлении изобретения при реализации совокупности его существенных признаков. Они также показывают причинно-следственную связь существенных признаков между собой и достигаемым техническим результатом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Зуб полотна ленточной пилы по металлу | 2024 |
|
RU2834794C1 |
| Полотно пилы по металлу | 2024 |
|
RU2834793C1 |
| Полотно ленточной пилы по металлу с абразивом | 2024 |
|
RU2828896C1 |
| Полотно ленточной пилы по металлу | 2024 |
|
RU2828893C1 |
| Пильное полотно для ножовки по металлу | 2024 |
|
RU2836985C1 |
| ЛЕНТОЧНАЯ ПИЛА | 2006 |
|
RU2305626C1 |
| СПОСОБ ЗАТОЧКИ ПИЛ | 2007 |
|
RU2365473C2 |
| РУЧНАЯ ПИЛА ПО ДЕРЕВУ | 2001 |
|
RU2185281C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2396163C2 |
| УСТРОЙСТВО ДЛЯ РАЗДЕЛЕНИЯ МАТЕРИАЛА С ТОНКИМ ПРОПИЛОМ | 2012 |
|
RU2574546C2 |
Изобретение относится к устройствам для обработки металлов резанием, прежде всего к изготовлению полотен пил по металлу и может быть использовано в областях, связанных с механической обработкой металлов и композитов. Зуб полотна содержит режущую кромку, которая выполнена полностью или преимущественно по косой линии относительно боковой стороны полотна по всей ширине задней поверхности зуба. Повышается ресурс работы полотна пилы по металлу и его зубьев, снижается деформация зубьев. 2 з.п. ф-лы, 2 ил.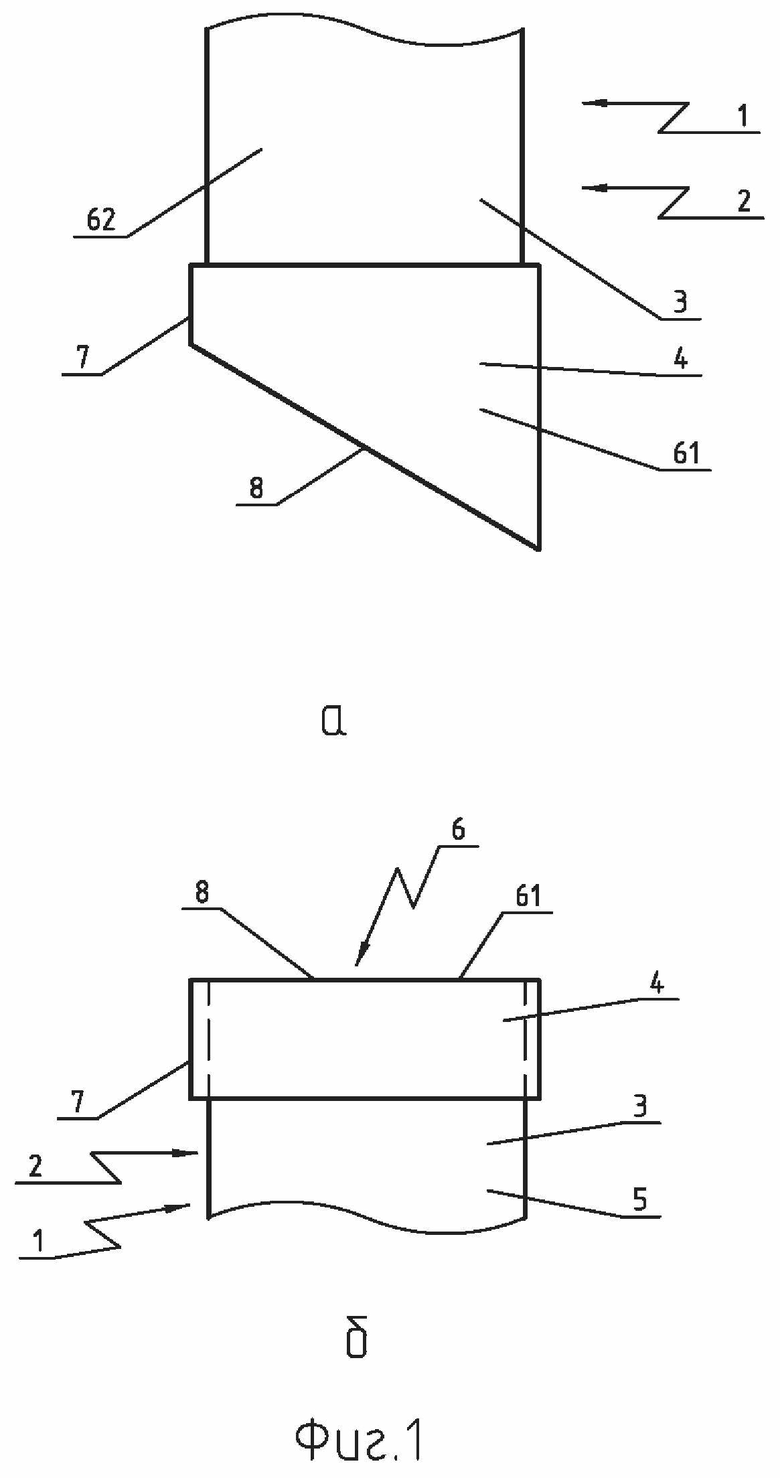
1. Зуб полотна пилы по металлу, содержащий режущую кромку, отличающийся тем, что режущая кромка выполнена полностью или преимущественно по косой линии относительно боковой стороны полотна по всей ширине задней поверхности зуба.
2. Зуб по п. 1, отличающийся тем, что на одном или на обоих концах косой режущей кромки выполнен уступ, выступ или изгиб.
3. Зуб по п. 1, отличающийся тем, что плоскость задней поверхности зуба образует относительно плоскости симметрии полотна пилы угол от 30° до 90°.
| Зуб пилы | 1979 |
|
SU793764A1 |
| ФАСЕТНОЕ РЕЖУЩЕЕ ПОЛОТНО ПИЛЫ ДЛЯ СНЯТИЯ МНОГОСЛОЙНОЙ СТРУЖКИ И СПОСОБ ЕГО ИСПОЛЬЗОВАНИЯ | 2004 |
|
RU2372189C2 |
| RU 2007141227 A, 20.05.2009 | |||
| US 5477763 A1, 26.12.1995. | |||

