Изобретение относится к обработке материалов резанием и может быть использовано при отрезке материала или прорезке пазов.
Известны различные варианты выполнения режущих инструментов в виде пильных полотен с режущими зубьями.
Так, известен режущий инструмент в виде пильного полотна с зубьями, расположенными группами, каждая из которых включает: первый зуб - направляющий без развода с отрицательным углом, с заточкой, имеющей форму равностороннего треугольника и длиной кромки, равной 0,2 шага пилы; второй зуб - прямоугольной формы без развода; третий зуб - прямоугольной формы с разводом влево и четвертый зуб - прямоугольной формы с разводом вправо (см. п. РФ №2163583 по кл. В27В 33/08, заявл. 29.09.99, опубл. 27.02.2001 «Ленточная пила»).
Недостатком такого режущего инструмента является его конструктивная сложность и, вследствие этого, сложность изготовления и высокая стоимость, а также малая прочность, обусловленная возникновением микротрещин, образующихся при разводке зубьев.
Известен также режущий инструмент в виде стальной пилы (рамной пилы, ленточной пилы, дисковой пилы, ручной ножовки, двуручной пилы), выполненной в виде пильного полотна из тонколистовой стали специального высокопрочного состава, в котором вырублены режущие зубья, упрочненные приваренными к зубьям вставками из стеллита (см. п. РФ №2235136 по кл. C21D 8/02, заявл. 18.09.2003, опубл. 27.08.2004 «Способ производства тонколистовой стали и пил, сталь и изделия из нее»).
Недостатком такого режущего инструмента является сложность изготовления и, вследствие этого, его высокая стоимость. Кроме того, такой режущий инструмент имеет недостаточную прочность, обусловленную большой вероятностью отрыва вставок из стеллита от основы при эксплуатации инструмента.
Наиболее близким по технической сущности, достигаемому результату и выбранным в качестве прототипа является режущий инструмент, содержащий пильное полотно в виде плоского диска с внутренним отверстием, зубья зубчатого венца которой разведены и упрочнены лазером с внутренней стороны гиба (см. п. РФ №2086408 по кл. В27В 33/08, заявл. 05.09.94, опубл. 10.08.97 «Дисковая пила и способ ее изготовления»).
Данный инструмент благодаря лазерному упрочнению зубьев имеет повышенную износостойкость, но для его изготовления требуется сложное специальное оборудование, а процесс изготовления инструмента отличается сложностью и трудоемкостью. Это приводит к высокой стоимости инструмента. Следует отметить и то, что разводка уже нарезанных на пильном полотне зубьев приводит к тому, что после разводки плоскость зуба отклоняется в сторону от плоскости пильного полотна и происходит поворот режущей кромки зуба, расположенной до разводки строго поперек толщины пильного полотна. В результате режущая кромка зуба занимает наклонное положение относительно плоскости пильного полотна. Из-за такого наклона линия, соединяющая боковые стенки паза, образующегося в разрезаемом материале, имеет вид не прямой линии, а ломаной. Это приводит к увеличению длины линии реза, расположенной поперек направления движения режущего инструмента, и, следовательно, снижает производительность резки.
Задачей изобретения, касающегося конструкции режущего инструмента, является создание недорогого высокопрочного режущего инструмента, обеспечивающего высокую производительность резки.
Техническим результатом, получаемым при реализации указанного изобретения является снижение величины внутренних напряжений в материале пильного полотна и уменьшение длины линии реза, расположенной поперек направления движения режущего инструмента
Указанная задача решается за счет того, что в известном режущем инструменте, содержащем пильное полотно с разведенными режущими зубьями, согласно изобретению пильное полотно на участке его зубчатой кромки имеет гофрированный профиль, при этом, по меньшей мере, часть вершин режущих зубьев с разводом вправо совпадает с вершинами гофров, выступающих вправо относительно пильного полотна, а часть вершин режущих зубьев с разводом влево совпадает с вершинами гофров, выступающих влево относительно пильного полотна.
Гофрированный профиль зубчатой кромки может иметь вид одной или нескольких кривых из группы, включающей синусоиду, кривую из сопряженных элементов окружности, овала, параболы, гиперболы.
Максимальная глубина впадины гофра может не превышать толщину пильного полотна.
Режущий инструмент может быть выполнен в виде ленточной пилы, или дисковой пилы, или пилы с возвратно-поступательным движением.
Известные способы изготовления режущего инструмента заключаются в основном в следующем. На пильном полотне формируют режущие зубья путем вырубки с помощью различного вида штампов или вырезки с помощью, например, гидроабразивной обработки, резки лазером и пр. Затем как самостоятельную операцию, увеличивающую длительность процесса изготовления режущего инструмента, с помощью специального оборудования проводят разводку зубьев. Разводку осуществляют путем либо холодной деформации под действием ударной или выдавливающей нагрузки, способствующей появлению внутренних напряжений и микротрещин в материале пильного полотна, либо в нагретом состоянии, что приводит к негативным изменениям в структуре металла пильного полотна.
Наиболее близким по технической сущности, достигаемому результату и выбранным в качестве прототипа является способ изготовления режущего инструмента, включающий упрочнение заготовки для режущего инструмента посредством воздействия на нее лазерного излучения по заданной программе и формирование режущих зубьев на пильном полотне вдоль его кромки путем воздействия лазерного излучения. Затем в соответствии с прототипом проводят развод зубьев таким образом, чтобы упрочненная поверхность полотна работала бы на сжатие, а неупрочненная - на растяжение, что позволяет исключить образование микротрещин месте гиба. После развода зубьев проводят проковку пилы для ослабления средней зоны пилы (см. п. РФ №2086408 по кл. В27В 33/08, заявл. 05.09.94, опубл. 10.08.97 «Дисковая пила и способ ее изготовления»).
Процесс изготовления по данному способу требует использования специального оборудования и имеет большую длительность, т.к. операции по упрочнению заготовки, насечке зубьев и их разводке выполняются раздельно, т.е. процесс сложен, трудоемок и длителен, что обуславливает высокую стоимость получаемого режущего инструмента.
Задачей изобретения, касающегося способа изготовления режущего инструмента, является создание недорогого высокопрочного режущего инструмента, обеспечивающего высокую производительность резки.
Техническим результатом, получаемым при реализации указанного изобретения, является упрощение процесса изготовления режущего инструмента, который имеет сниженную величину внутренних напряжений в материале пильного полотна и обеспечивает уменьшение длины линии реза, расположенной поперек направления движения режущего инструмента.
Указанная задача решается за счет того, что в известном способе изготовления режущего инструмента, включающем формирование режущих зубьев на пильном полотне вдоль его кромки, согласно изобретению до начала формирования режущих зубьев на пильном полотне или одновременно с формированием зубьев осуществляют деформирование пильного полотна на участке вдоль его зубчатой кромки для придания полотну гофрированного профиля, а формирование режущих зубьев проводят так, что, по меньшей мере, часть вершин гофров совпадает с вершинами режущих зубьев.
Исследования, проведенные по источникам патентной и научно-технической информации, показали, что заявляемый режущий инструмент и способ его изготовления неизвестны и не следуют явным образом из изученного уровня техники, т.е. соответствует критериям новизна и изобретательский уровень.
Режущий инструмент может быть изготовлен, а способ осуществлен на любом предприятии, специализирующемся в данной отрасли, т.к. для этого требуются известные материалы и стандартное оборудование. Инструмент и способ могут быть широко использованы при обработке материалов резанием, т.е. являются промышленно применимыми.
Выполнение режущего инструмента и осуществление способа его изготовления в заявляемом виде позволяют с помощью широко известных и высокопроизводительных средств осуществить изгиб участка пильного полотна, на котором предполагается формирование (вырубка, вырезка) режущих зубьев инструмента (зубчатой кромки пильного полотна) с приданием ему гофрированного профиля. Это легко можно осуществить, например, за счет протяжки кромки пильного полотна через валки листогибочной машины, путем прокатки роликового профилирования. Из-за того, что изгиб проводят на пильном полотне, цельность которого еще не нарушена нарезкой на нем зубьев, то грани пильного полотна сохраняют свое взаимно перпендикулярное положение. Это приводит к тому, что после нарезки зубьев режущая кромка зуба сохраняет свое положение строго поперек пильного полотна, что сокращает по сравнению с прототипом длину реза. Возможность выполнения изгиба на цельном пильном полотне с еще не нарезанными зубьями позволяет избежать также образования микротрещин и внутренних напряжений в материале пильного полотна в месте изгиба, что повышает прочность режущего инструмента.
При этом нарезка зубьев режущего инструмента на пильном полотне, имеющем гофрированный профиль вдоль кромки, где будут располагаться зубья, позволяет получить сразу после нарезки (без выполнения операции разведения зубьев) пильное полотно с уже разведенными зубьями. Причем при совпадении вершин гофров с вершинами режущих зубьев обеспечивается максимальная величина разводки зубьев при данной глубине гофров.
Выполнение зубчатой кромки так, что в поперечном сечении гофрированный профиль зубчатой кромки имеет вид одной или нескольких кривых из группы, включающей синусоиду, кривую из сопряженных элементов окружности, овала, параболы, гиперболы, позволяет создать пильное полотно, положение зубьев которого соответствует тем разнообразным условиям, в которых оно может использоваться.
Выполнение пильного полотна так, что максимальная глубина впадины гофра не превышает толщину пильного полотна, обеспечивает отсутствие зазора, считая по толщине пильного полотна, между соседними зубьями. Это уменьшает длину реза и, следовательно, повышает производительность.
Учитывая вышесказанное, очевидно, что заявляемые режущий инструмент и способ его изготовления обеспечивают упрощение процесса изготовления режущего инструмента, который имеет сниженную величину внутренних напряжений в материале пильного полотна и обеспечивает уменьшение длины линии реза, расположенной поперек направления движения режущего инструмента. Это позволяет создать недорогой высокопрочный режущий инструмент, обеспечивающий высокую производительность резки.
Заявляемое техническое решение поясняется чертежами, на которых представлены:
Фиг.1. Фрагмент заявляемого режущего инструмента, вид сверху на зубчатую кромку, имеющую гофрированный профиль.
Фиг.2. Разрез по А-А на фиг.1
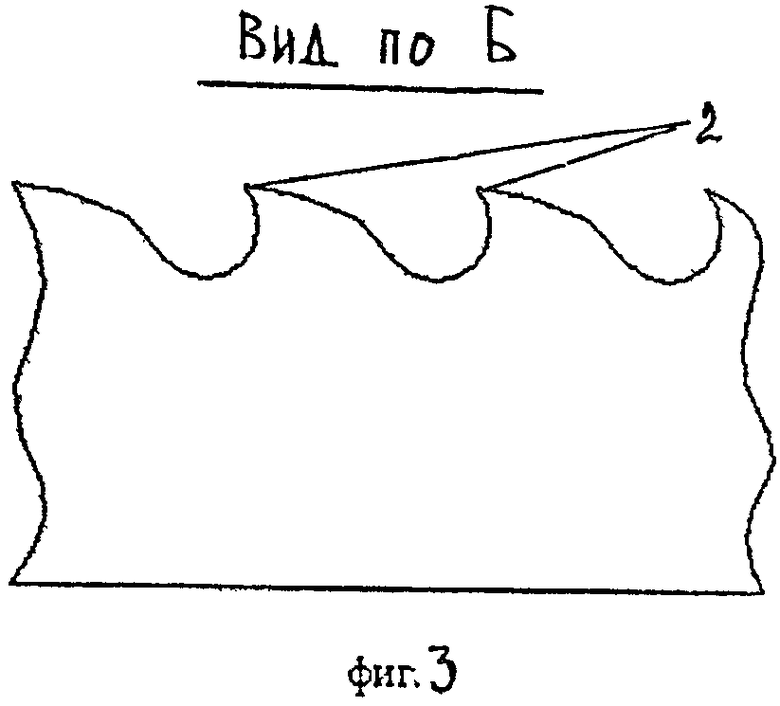
Фиг.3. Вид по стрелке Б на фиг.1
Фиг.4. Разрез поперек пильного полотна на известном режущем инструменте, иллюстрирующий наклонное положение режущей кромки зуба относительно плоскости пильного полотна.
Режущий инструмент представляет собой пильное полотно 1 в виде ленточной пилы, или дисковой пилы, или пилы с возвратно-поступательным движением. Пильное полотно 1 на участке его зубчатой кромки имеет гофрированный профиль, т.е. пильное полотно в том месте, где располагаются его зубья, имеет волнообразную форму, форма волны которого имеет вид одной или нескольких кривых из группы, включающей синусоиду, кривую из сопряженных элементов окружности, овала, параболы, гиперболы. При этом вершина 2 режущих зубьев с разводом вправо совпадает с вершинами гофров 3, выступающих вправо относительно пильного полотна 1, а вершина 2 режущих зубьев с разводом влево совпадает с вершинами гофров 3, выступающих влево относительно пильного полотна 1.
Изготавливают режущий инструмент следующим образом.
Для изготовления, например, ленточных пил, предназначенных для распиливания дерева, используют стальную ленту из стали У8А толщиной δ=0,9-1,5 мм. Одну из кромок ленты подвергают роликовому профилированию для получения на этой кромке гофров 3 синусоидальной формы (глубина впадины гофра обозначена на чертеже как «h»). Затем посредством гидроабразивной резки нарезают на гофрированной кромке ленты зубья, располагая их так, что вершина 2 зуба приходится на вершину гофра 3. Далее лента разрезается на заготовки для ленточных пил, а концы заготовок свариваются. Следует отметить, что процесс профилирования ленты можно совместить с нарезкой зубьев за счет использования оборудования, позволяющего одновременно изгибать стальную ленту и вырубать на ней зубья.
В результате без выполнения отдельной операции по разводке зубьев получают пильное полотно, зубья которого разведены, т.е. процесс изготовления режущего инструмента значительно упрощается. При этом в материале пильного полотна отсутствуют внутренние напряжения, возникающие при выполнении стандартной операции по разводке зубьев, а сами зубья занимают такое положение, что их режущая кромка позволяет осуществить пропил с минимальной длиной линии реза. Таким образом, заявляемое техническое решение позволяет создать недорогой высокопрочный режущий инструмент, обеспечивающий высокую производительность резки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ ТЕЛ ВРАЩЕНИЯ | 2008 |
|
RU2377092C2 |
| ТРИБОТЕХНИЧЕСКАЯ ДОБАВКА | 2008 |
|
RU2404232C2 |
| СПОСОБ ОБРАБОТКИ РАСТИТЕЛЬНОГО СЫРЬЯ НА КОРМ | 2008 |
|
RU2371002C1 |
| Пильное полотно для ножовки по металлу | 2024 |
|
RU2834518C1 |
| Полотно пилы по металлу | 2024 |
|
RU2834793C1 |
| ПИЛЬНОЕ ПОЛОТНО | 1996 |
|
RU2124984C1 |
| ЛЕНТОЧНАЯ ПИЛА | 2006 |
|
RU2305626C1 |
| Полотно ленточной пилы по металлу с абразивом | 2024 |
|
RU2828896C1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 2007 |
|
RU2351461C2 |
| Зуб полотна ленточной пилы по металлу | 2024 |
|
RU2834794C1 |


Изобретение относится к режущим инструментам и может быть использовано в деревообрабатывающей промышленности. Инструмент содержит пильное полотно с разведенными режущими зубьями. Пильное полотно на участке его зубчатой кромки имеет гофрированный профиль. Часть вершин режущих зубьев с разводом вправо совпадает с вершинами гофров, выступающих вправо относительно пильного полотна, а часть вершин режущих зубьев с разводом влево совпадает с вершинами гофров, выступающих влево относительно пильного полотна. Изобретение повышает прочность режущего инструмента. 2 н. и 3 з.п. ф-лы, 4 ил.
1. Режущий инструмент, содержащий пильное полотно с разведенными режущими зубьями, отличающийся тем, что пильное полотно на участке его зубчатой кромки имеет гофрированный профиль, при этом, по меньшей мере, часть вершин режущих зубьев с разводом вправо совпадает с вершинами гофров, выступающих вправо относительно пильного полотна, а часть вершин режущих зубьев с разводом влево совпадает с вершинами гофров, выступающих влево относительно пильного полотна.
2. Режущий инструмент по п.1, отличающийся тем, что гофрированный профиль зубчатой кромки имеет вид одной или нескольких кривых из группы, включающей синусоиду, кривую из сопряженных элементов окружности, овала, параболы, гиперболы.
3. Режущий инструмент по п.1, отличающийся тем, что максимальная глубина впадины гофра не превышает толщину пильного полотна.
4. Режущий инструмент по п.1 или 2, отличающийся тем, что он выполнен в виде ленточной пилы, или дисковой пилы, или пилы с возвратно-поступательным движением.
5. Способ изготовления режущего инструмента, включающий формирование режущих зубьев на пильном полотне вдоль его кромки, отличающийся тем, что до начала формирования режущих зубьев на пильном полотне или одновременно с формированием зубьев осуществляют деформирование пильного полотна на участке вдоль его зубчатой кромки для придания полотну гофрированного профиля.
| ДИСКОВАЯ ПИЛА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2086408C1 |
| ПИЛЬНОЕ ПОЛОТНО | 1996 |
|
RU2124984C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОНКОЛИСТОВОЙ СТАЛИ И ПИЛ, СТАЛЬ И ИЗДЕЛИЯ ИЗ НЕЕ | 2003 |
|
RU2235136C1 |
| Пила для поперечной резки труб | 1982 |
|
SU1068287A1 |
| DE 102005056177 A1, 22.06.2006. | |||

