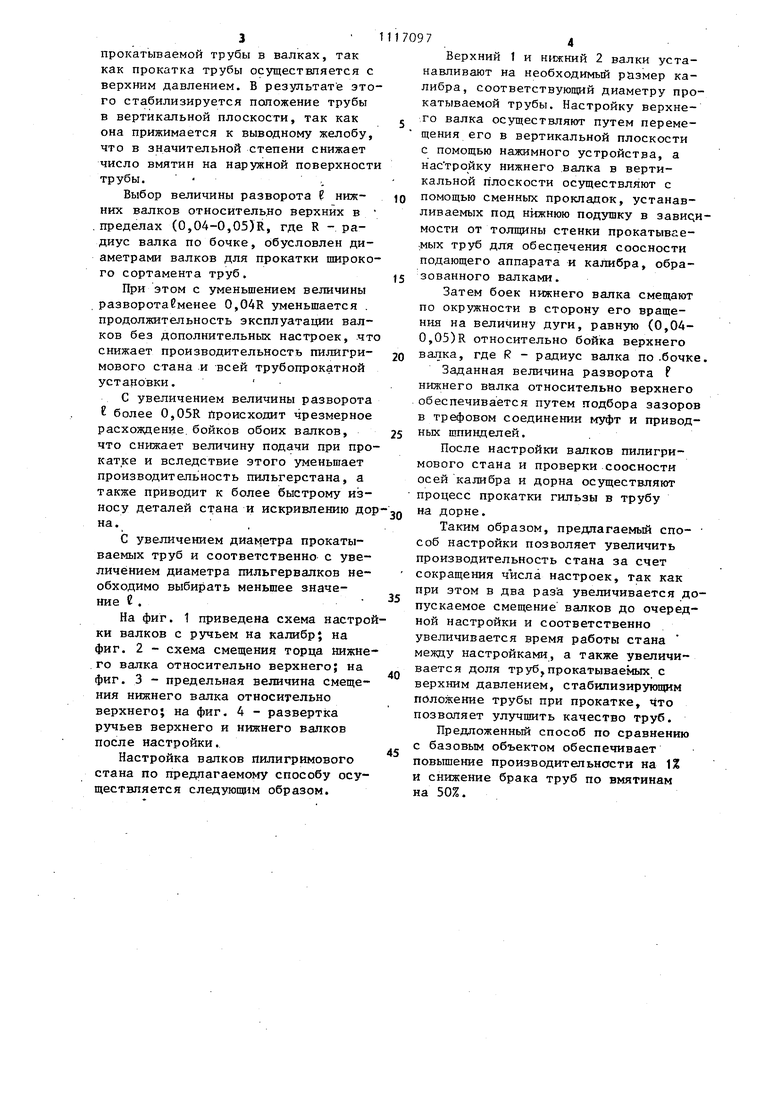
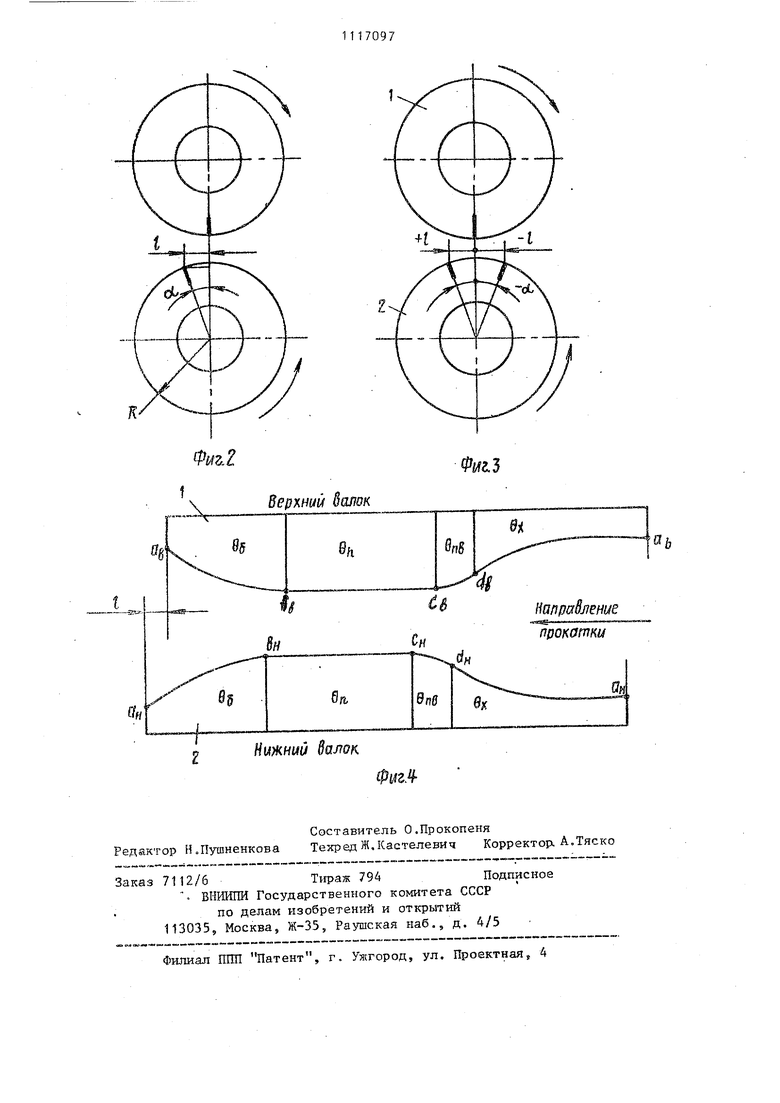
1 Изобретение отнсситсяк трубопрокатному производству и Momer быт использовано для совершенствования прокатки труб широкого сортамента на пилигримовых станах. Известен способ настройки станов винтовой ппокатки, имеющих смещение оси прокатки относительно оси стана, включающий установку одинаковых по профилю валков с наклоном их осе в вертикальной и горизонтальной пло кости относительно оси оправочного стержня, причем ось каждого из валков устанавливают на одинаковом рас стоянии от оси оправочного стержня .по всей длине очага деформации, разворачивая при этом ось каждого валка по отиошепию к предьдущему в вертнкалыгой плоскости на угол, тан генс которого составляет с.-,- Г - п И f 1л ),5in(c rctg / - схгс to- 11 Мт-и n-«--1i -ctrct b..,/Cf.J , а D .го1)нзонтапы ой плоскости на уго тангенс которого соста1этяет Ч Р П . -1 П 5 ( « П -«гс/чИ.,,,;/с,,,,)(агсЧ1п с.. . 1 ( -arcia I ;т1--гГ-П + 1/I д углы наклона осей валко Где d и в вертикальной и горизо тальной плоскостях; С и h - расстояние осей валков в произвольном сечении от вертикальной и горизонтальной плоскостей, проходящих через ось опр ночного стержня. Известный способ настройки позволяет осуществлять симметричную настройку стана для повышения стабильности jipouecca прокатки и повыш ния качества труб L1 3Однако даиньй способ настройки неприеьшем для настройки валков пилигримового стана с ручьями перемен ного профиля. Наиболее близким к изобретению по технической сущности является способ настройки пилигримового стана, включающий установку верхнег и нижнего валков с переменн го профиля на размер калибра и совм щение ручьев обоих валков. 0972 Совмещение ручьев при настройке обеспечивается подбором тангенциального зазора в трефовом соединении муфт и приводных шпинделей J. Недостатком известного способа является то, что он не учитывает различие в условиях работы верхнего и нижнего валков. Вследствие различных условий трения на валках, а также несоответствия, их угловых скоростей, крутящий момент на нижнем валке на практ-ике оказывается несколько выше, чем на верхнем валке,.что приводит к больше14у износу тр-ефовых соединений муфт и шпинделя нижнего валка и смещению бойка нижнего валка относительно верхнего в направлении, противоположном его вращению. Смещение бойков приводит к снижению производительности стана, так как при этом уменьшается обжатие при каждой пода-,че, и к прокатке с нижним давлением, что снижает устойчивость трубы при выходе из калибра, в результате чего ухудшается ее качество из-за ударов о выводной желоб. Поворот нижнего валка относительно верхнего фиксируется по смещению нулевых рисок, которые наносятся на торец каждого валка и соответствуют началу бойков., На практике установлено, что при смещении нулевых рисок более чем на 20 мм требуется производить настройку стана, которая осуществляется путем изменегшя зазоров в трефовых соединениях. Целью изобретения является повышение производительности стана и улучшение качества труб за счет компенсации износа в трефовьЕх соединениях муфт и шпинделей. Поставленная цель достигается тем, что согласно способу настройки пилигримового стана, включаюш,ему установку верхнего и нижнего приводных валков с ручьями переменного профиля на размер калибра, смещают боек нижнего валка относительно бойка верхнего валка по окружности в сторону его вращения на величину дуги, равную 0,04-0,05 радиуса бочки валка, Повьш ение производительности пиигримового стана обеспечивается за счет сокращения его простоев на настройку валков, а улучшение качества труб обеспечивается за счет повышения стабильности положе тя 3 прокатываемой трубы в валках, так как прокатка трубы осуществпяется с верхним давлением. В результате это го стабилизируется положение трубы в вертикальной плоскости, так как она прижимается к выводному желобу, что в значительной степени снижает число вмятин на наружной поверхност трубы. :. Выбор величины разворота Я нижних валков относительно верхних в пределах (0,04-0,05)R, где R - радиус валка по бочке, обусловлен диаметрами валков для прокатки широко го сортамента труб. При этом с уменьшением величины разворотабменее 0,04R уменьшается . продолжительность эксплуатации валков без дополнительньк настроек, .чт снижает производительность пилйгримового стана и всей трубопрокатной установки. С увеличением величины разворота 2 более 0,05R происходит чрезмерное расхождение, бойков обоих валков, что снижает величину подачи при про катке и вследствие этого уменьшает производительность пильгерстана, а также приводит к более быстрому износу деталей стана и искривлению до на., С увеличением диаметра прокатываемых труб и соответственно с увеличением диаметра пильгервалков необходимо выбирать меньшее значение в . На фиг. 1 приведена схема настро ки валков с ручьем на калибр; на фиг. 2 - схема смещения торца нижне го валка относительно верхнего; на фиг. 3 - предельная величина смещения нижнего валка относительно верхнего; на фиг. 4 - развертка ручьев верхнего и нижнего валков после настройки. Настройка валков пилигримового стана по предлагаемому способу осуществляется следующим образом. 74 Верхний 1 и нижний 2 валки устанавливают на необходимый размер калибра, соответствующий диаметру прокатываемой трубы. Настройку верхнего валка осуществляют путем перемещения его в вертикальной плоскости с помощью нажимного устройства, а настройку нижнего валка в вертикальной плоскости осуществляют с помощью сменных прокладок, устанавливаемых под нижнюю подушку в зави(;имости от толщины стенки прокатываемых труб для обеспечения соосности подающего аппарата и каЛибра, образованного валками. Затем боек нижнего валка смещают по окружности в сторону его вращения на величину дуги, равную (0,040,05)R относительно бойка верхнего валка, где R - радиус валка по .бочке. Заданная величина разворота Р нижнего валка относительно верхнего обеспечивается путем подбора зазоров в трефовом соединении муфт и приводных шпинделей. После настройки валков пилигримового стана и проверки соосности осей калибра и дорна осуществляют процесс прокатки гильзы в трубу на дорне. Таким образом, предлагаемый спо- соб настройки позволяет увеличить производительность стана за счет сокращения числа настроек, так как при этом в два раза увеличивается допускаемое смещение валков до очередной настройки и соответственно увеличивается время работы стана между настройками, а также увеличивается доля труб, прокатываемых с верхним давлением, стабилизирующим положение трубы при прокатке, что позволяет улучшить качество труб. Предложенный способ по сравнению с базовым объектом обеспечивает повышение производительности на 155 и снижение брака труб по вмятинам на 50%.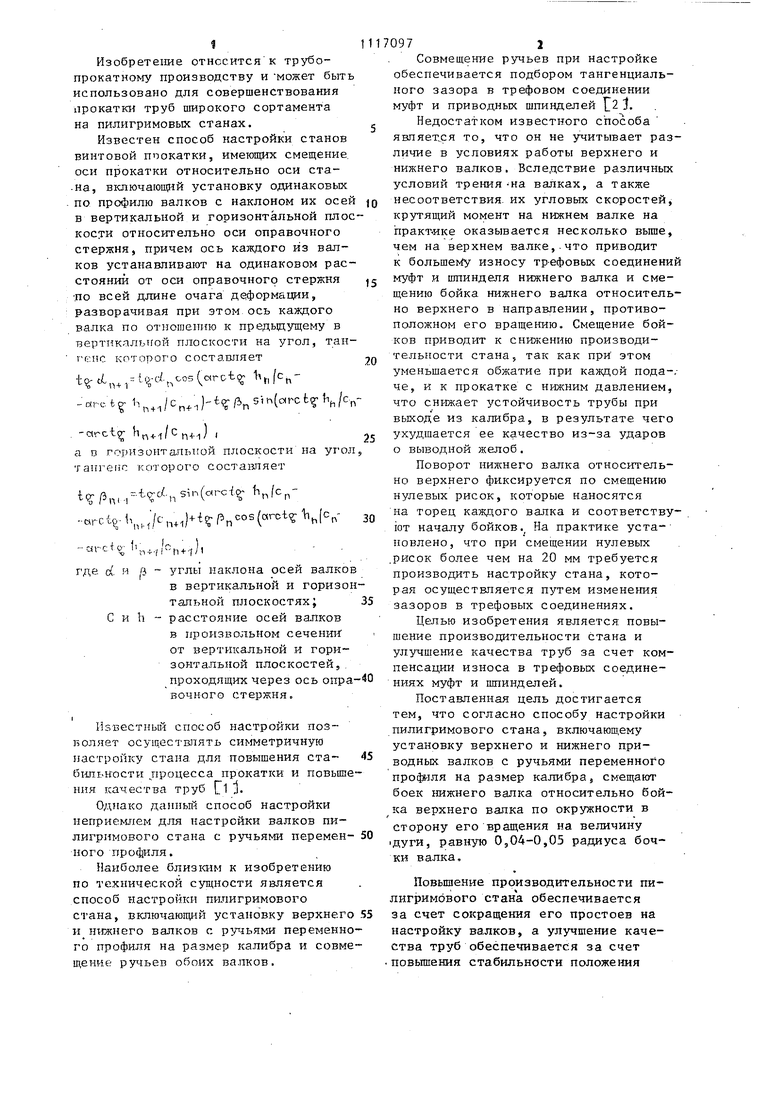
| название | год | авторы | номер документа |
|---|---|---|---|
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ ТОНКОСТЕННЫХ ТРУБ ДИАМЕТРОМ 508 ММ С ПОВЫШЕННОЙ ТОЧНОСТЬЮ ПО СТЕНКЕ | 2013 |
|
RU2542131C1 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ ТРУБ РАЗМЕРОМ 508×10-16 мм | 2013 |
|
RU2537342C2 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ ТОНКОСТЕННЫХ ТРУБ ДИАМЕТРОМ 530 И 550 ММ | 2013 |
|
RU2537637C2 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ТРУБ РАЗМЕРОМ 610×28-32 И 630×28-32 мм ДЛЯ ТРУБОПРОВОДОВ ПРОМЕЖУТОЧНОГО ПЕРЕГРЕВА ПАРА КОТЕЛЬНЫХ УСТАНОВОК ИЗ ГИЛЬЗ И ПОЛЫХ СЛИТКОВ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА РАЗМЕРОМ 690×вн.590×3300-3500, 700×вн.580×3200±50 И 720×вн.600×3200±50 мм | 2012 |
|
RU2523379C2 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ ГОРЯЧЕКАТАНЫХ ТРУБ РАЗМЕРОМ 610×28-40 мм | 2013 |
|
RU2527516C1 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ ТОЛСТОСТЕННЫХ ПЕРЕДЕЛЬНЫХ ТРУБ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ РАЗМЕРОМ 630×56 мм ДЛЯ ОБЪЕКТОВ АТОМНОЙ ЭНЕРГЕТИКИ ИЗ ГИЛЬЗ И ПОЛЫХ СЛИТКОВ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА РАЗМЕРОМ 690-720×70-90×3400 мм | 2013 |
|
RU2545932C2 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ ПЕРЕДЕЛЬНЫХ ТРУБ РАЗМЕРОМ 290Х11-12 ММ ИЗ НИЗКОПЛАСТИЧНЫХ БОРСОДЕРЖАЩИХ СТАЛЕЙ МАРОК 04Х14Т3Р1Ф-Ш И 04Х14Т5Р2Ф-Ш | 2012 |
|
RU2516148C1 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ ТОНКОСТЕННЫХ ТРУБ | 2005 |
|
RU2294250C2 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ ВЗАИМНОГО УГЛОВОГО ПОЛОЖЕНИЯ ВАЛКОВ В ПРОКАТНОЙ КЛЕТИ | 1993 |
|
RU2113924C1 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ ТРУБ ДИАМЕТРОМ ОТ 273 ДО 630 ММ | 2014 |
|
RU2564503C2 |
СПОСОБ НАСТРОЙКИ ПИЖГРИМОВОГО СТАНА, включающий установку верхнего и нижнего приводных валков с ручьями, переменного профиля на размер калибра, отличающийся тем, что, с целью повьшения производительности и улучшения качества труб за счет коьтенсации износа в трефовых соединениях муфт и шпинделей, смещают боек нгркнего валка относительно бойка верхнего валка по окружности в сторону его.вращения на величину дуги, равную 0,04-0,05 радиуса бочки валка. А-А О 
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ настройки станов винтовойпрокатки | 1974 |
|
SU508284A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Данилов Ф.Л | |||
| Горячая прокатка и прессование труб | |||
| М., Металлургия, 1972, с | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ЧЕРТЕЖЕЙ ДЛЯ ОДНООБРАЗНОЙ РАСКРОЙКИ ПРЕДМЕТОВ ОДЕЖДЫ | 1919 |
|
SU287A1 |
| %Др|и fofifa | |||
