при этом ось каждого ва.гка но отношению к предыдущему в вертикальной плоскости на угол, тангенс которого составляет / Л„ /1+1 N f-gani i tga,,- cos arctg . - arctg-- j t-rt n-l - /gp«-sinf,arctg - - arctg a в горизонтальной плоскости на угол, тангепс которого составляет / I hn+i , /яа„-5ш arctg -- arctg- И n- rti-l/
hn
И+1
+ tgP«-cos arctg-7-- arctg-:-
V n -n-i-l
где tx и p - углы наклона осей валков в вертикальной и горизонтальной плоскостях;
С и Л - расстояния от осей валков в произвольном сечении от вертикальной и горизонтальной плоскостей, проходящих через ось оправочного стержня.
Отличие предлагаемого способа настройки станов винтовой прокатки, имеющих смещение оси прокатки относительно оси стана, от существующих состоит в том, что для обеспечения совпадения фактического положения оси прокатки с расчетным, задаваемым положением оси оправочного стержня до начала процесса обработки, оси валков наклоняют в вертикальной и горизонтальной плоскостях на неравные углы, т. е. ал+i у.„ и рл+1 р„, СВЯЗЬ между которыми устанавливают при помощи аналитических зависимостей, выведенных из условия симметричной настройки стана, содержанием которого является расположение осей рабочих валков стана на одинаковом расстоянии от оси оправочного стержня по всей длине очага деформации.
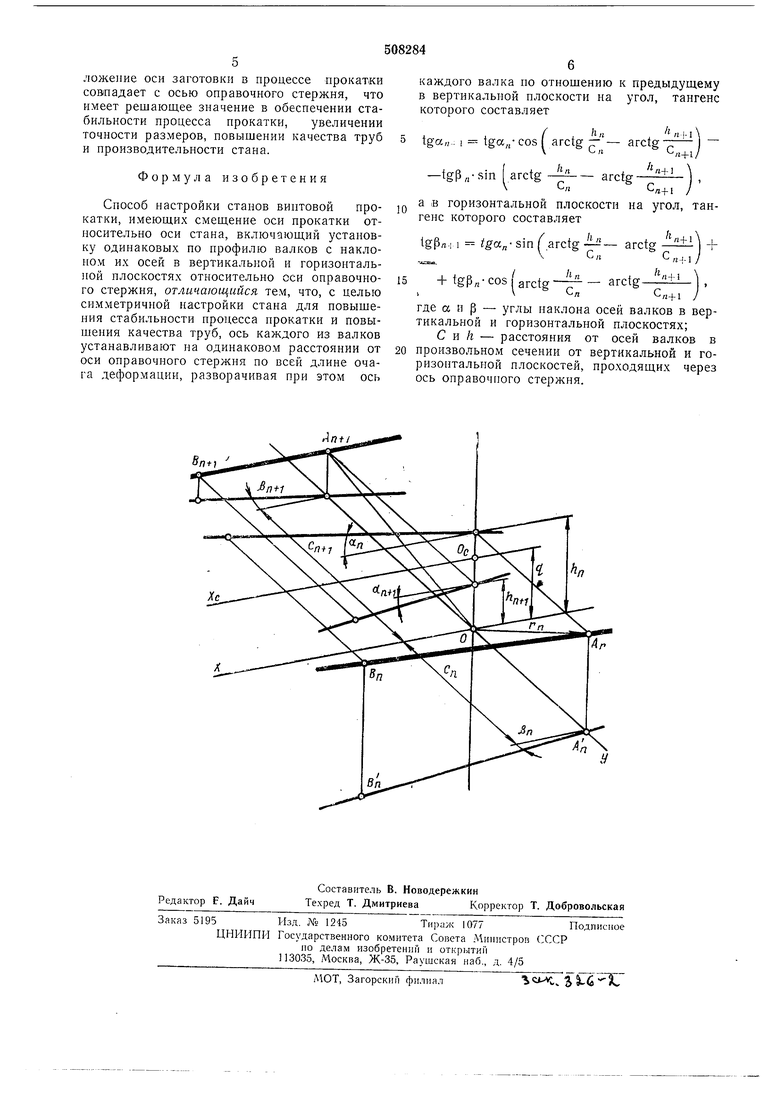
На чертеже показаны проекции осей двух валков, предыдущего А„ В„ и последующего An-1-1 Вл+1, на вертикальную xOz и горизонтальную хОу плоскости, проходящие через ось оправочного стержня Ох, смещенную в вертикальной плоскости относительно оси стана О х. на величину q. На чертеже показаны также расстояния С„ , C,i+ и /1„ , соответственно от точек А„ и A/;--i до вертикальной и горизонтальной плоскостей, а также расстояния
г, Cl+hf г„., ОА„-и /с1:ГГТ
2 л-Ц
ОТ ЭТИХ точек до оси оправочного стержня. Величины к, anfi и р,,, Pnfi показанные па чертеже, характеризуют углы наклона осей валков соответственно в вертикальной и горизонтальной плоскостях.
Пример. В качестве прим фа работы по предлагаемому способу рассматривается определение параметров симметричной настгя /С Ч- /12 1/270,42 + (-50)2 275 мм.
rn+i (L-i+ /Ь+1 1/(-270,4) 2+(-50) 2 275 мм.
и проверяют выполнение необходимого условия симметричной настройки стама, заключающегося в равенстве расстояний r,i-:-i игп в заданном поперечном сечении.
Так как численное определение значений Гл+1 и г„ показало, что условие r/i-i-i r/i выполнено, то вйчисляют углы настройки левого валка
h.
I , hn, n+i tga.n+1 tga«
cos arctg - - arctg :;-
(-rt n+l
h
-tgp«-sin (arctg- - arctg
n+l
t-rtt rt+i /
-SO
-50
tg7,5° -cos arctg 270,4 -50
-50 - tgO- sin i arctg
arctg
270,4
270,4 tg (-6,8°),
tgp,-f 1 - tga« -sinf arctg «- arctg W
Cn
n+l яМ
lln
+ tgp -cosrarctg
- arctgCn
- )+ -50
( arctg
tg 7,5°-sin
270,4 -50
-50 + tgO° cos
- arctg arctg270,4
-270,4
tg3,r,
устанавливают его ось относительно оси оправочного стержня в вертикальной плоскости под углом 0,114-1 -6,8°, а в горизонтальной плоокости под углом p,,Г, чем обеспечивают симметричную настройку стана.
Использование предлагаемого способа настройки станов винтовой прокатки, имеющих смещение оси прокатки относительно оси стана на величину q (см. чертеж), обеспечивает по сравнению с существующими способами симметричную настройку рабочих валков стана, при которой выполняется условие л-1 г,, (см. чертеж) по всей длине очага деформации, благодаря чему фактическое поройки двухвалкового противного стана Синарского трубного завода, имеющего верхнее смещение оси прокатки относительно оси стана, равное мм. Но конструкции стана положение правого валка, обозначенного индексом п и имеющего параметры настройки а„ 7,5°, р„ 0°, С„ 270,4 мм и /г„ q -50 мм, не регулируют. Ноэтому для получения симметричной настройки стана осуществляют регулирование левого валка, обозначенного индексом n-j-I, который имеет параметры настройки Сп+1 -270,4 мм и hnr q-50мм. Вычисляют
ложепие оси заготовки в процессе прокатки совпадает с осью справочного стержня, что имеет решающее значение в обеспечении стабильности процесса прокатки, увеличении точности размеров, повышении качества труб и производительности стана.
Формула изобретения
Способ настройки станов винтовой прокатки, имеющих смещение оси прокатки относительно оси стана, включающий установку одинаковых по профилю валков с наклоном их осей в вертикальной и горизонтальной плоскостях относительно оси оправочного стержня, отличающийся тем, что, с целью симметричной настройки стана для повышения стабильности процесса прокатки и повышения качества труб, ось каждого из валков устанавливают на одинаковом расстоянии от оси оправочного стержня по всей длине очага деформации, разворачивая при этом ось
каждого валка по отношению к предыдущему в вертикальной плоскости на угол, тангенс которого составляет
,/ , ,,-: 1 tga,;- cos arctg - - arctg --
bu n+l
Л
-tgp«-sin arctg --- arctg
11+
Cn
n+l
a iB горизонтальной плоскости на угол, тангенс которого составляет
tgp«-M 5а„- sin (.arctg А«- arctg Сп
с п+
h,
+ tg|3«-COS/arctg- - arctg/1+
л+1
где аир - углы наклона осей валков в вертикальной и горизонтальной плоскостях;
С и h - расстояния от осей валков в произвольном сечении от вертикальной и горизонтальной плоскостей, проходящих через ось оправочного стержня.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ настройки пилигримового стана | 1983 |
|
SU1117097A1 |
| Способ настройки валкового формовочного стана | 1988 |
|
SU1593720A1 |
| Способ настройки клети поперечно-винтовой прокатки | 1987 |
|
SU1468619A1 |
| Прибор для вычерчивания конических сечений | 1922 |
|
SU457A1 |
| Линия клети прокатного стана | 1989 |
|
SU1708461A1 |
| Способ настройки стана винтовой прокатки | 1983 |
|
SU1121073A1 |
| Способ нарезания резьбы фрезерованием на станках с ЧПУ | 1986 |
|
SU1389954A1 |
| Способ селективной выемки полезного ископаемого | 1989 |
|
SU1696705A1 |
| Задний стол прошивного стана | 1987 |
|
SU1488050A1 |
| Прошивной стан винтовой прокатки | 1976 |
|
SU556855A1 |
Ant/
n-t
У
