Изобретение относится к производству железобетонных изделий, преимущественно стеновых панелей из газобетона.
Известна форма для изготовления предварительно напряженных газобетонных изделий, содержащая поддон, на котором жестко закреплены поперечные и продольные борта с распалубочными уклонами и установленный на одном из них съемный вкладыш с прорезными бобыщками для фиксации стропочных петель, и рычажный механизм крепления последних 1.
Недостатками известной формы являются большая металлоемкость и неприспособленность формы к термообработке изделий в пакете.
Цель изобретения - снижение металлоемкости и улучшение условий термообработки изделий.
Эта цель достигается тем, что в форме для изготовления предварительно напряженных газобетонных изделий, содержащей поддон, на котором жестко закреплены поперечные и продольные борта с распалубочными уклонами и установленный на одном из них съемный вкладыш с прорезными бобышками для фиксации стропочных петель, и рычажный механизм крепления последних, прорезные бобышки шарнирно соединены с вкладышем, а борта и поддон выполнены с замковыми скобами и клиновыми направляющими, закрепленными на опорной поверхности поддона и на верхних торцах бортов, причем последние выполнены с пазом, расположенным по периметру бортов и залиты герметиком.
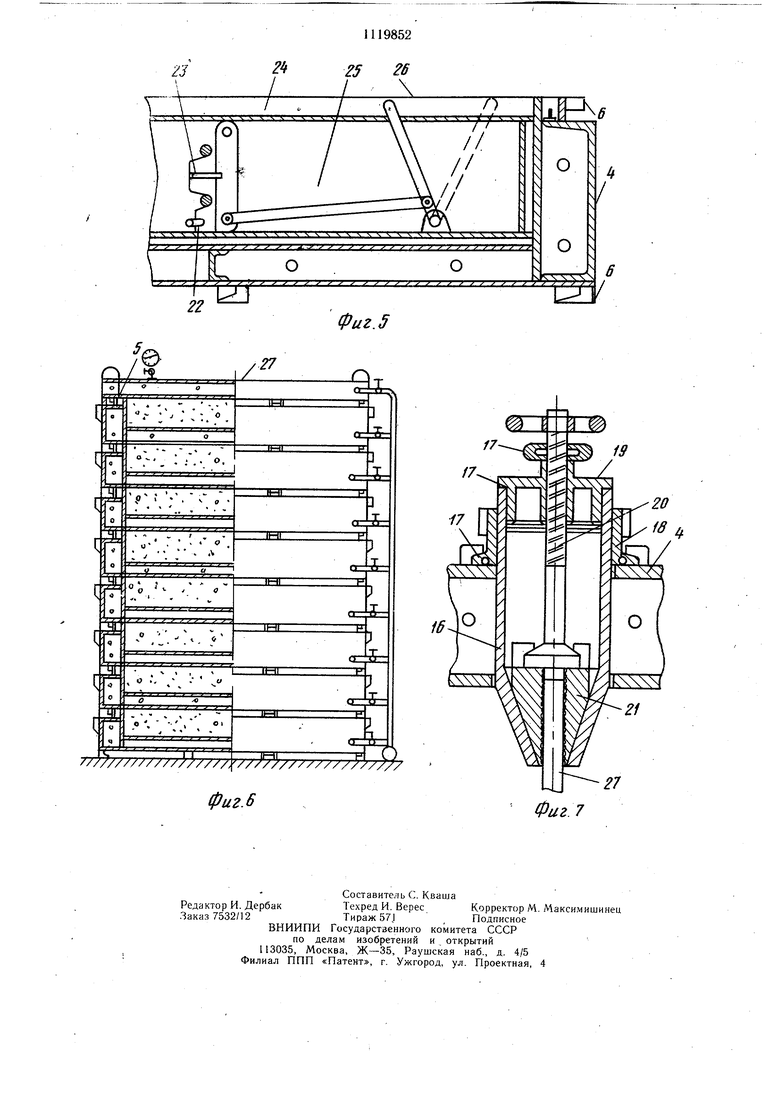
На фиг. 1 изображена предлагаемая фьрма, вид сверху; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - фрагмент формы для изготовления изделий с монтажными петлями, не выходящими за пределы изделия; на фиг. 4 - то же, для изделий с петлями, выходящими за пределы изделия; на фиг. 5 - фрагмент формы, разрез по рычажному механизму крепления монтажных петель; на фиг. 6 - пакет форм при термообработке изделий; на фиг. 7 - винтовой зажим для стержневой арматуры.
Форма состоит из поддона 1 с фасками 2, жестких продольных 3 и поперечных 4 бортов с герметиком 5, замковыми скобами б и клиновыми направляющими 7, вкладыша 8 с подвижными бобышками 9 со стропочными кольцами 10, запорными крюками 11 и фиксирующими штырями 12, откидного торцового борта 13 с винтовыми зажимами 14 и скобами 15 крепления к борту 4. На одном из поперечных бортов 4 закреплены винтовые зажимы 16 с герметиком 17, натяжной 18 и хвостовой 19 гайками с винтовыми толкателем 20 и клиновыми плашками 21. Вкладыш 8 показан для . случая выхода монтажных петель 22 за габариты изделия., Во вкладыше имеются
щели 23, закрытые задвижками 24 при помощи рычагов 25 и рукояти 26.
Используется форма в работе следующим образом.
После чистки и смазки формы к ее борту 4 устанавливают вкладыш 8 между клиновыми направляющими 7 и фаской 2 поддона 1 и закрепляются фиксирующими штырями 12. В форму подают арматурные сетки, монтажные петли 22 и стержни 27, концы которых вводят в зазоры винтовых зажимов 14 и 16. Затем при помощи вращения винтовых толкателей 20 зажимают их плащками 21 и производят натяжение стержней 27 при помощи вращения натяжных гаек 18, перемещающих зажимы 16. При длинномерных изделиях натяжение стержней арматуры 27 целесообразно производить гидродомкратом, закрепленным захватами за хвостовую гайку 19 зажима 16. Фиксацию полученного напряжения стержней 27 арматуры производят натяжной гайкой 18.
При изготовлении стеновых панелей с утопленными монтажными петлями 22 в изледелии применяют вкладыш 8 с поворотными бобышками 9. В разрез бобышКи 9 заводится монтажная петля 32 и замыкается крюком 11, перемещаемым поворотом рукояти 26. Распалубку изделия в этом случае производят одновременно с выводом
0 вкладыша 8 из формы. В кольца 10 вводят крюки строп крана и вкладыш 8 вместе с изделием вынимают из формы и подают на пост доводки изделий, где вкладыш 8 отсоединяют от изделия обратным поворотом рукояти 26.
Если вкладыш 8 с подвижными бобышками 9 вынимают из формы без изделия, в целях увеличения его оборачиваемости, то крюк 11 поворотом рукояти 26 выводят из монтажной петли 22 и при помощи колец 10
и строп крана выводят бобышки 9 из изделия, а вкладыш - 8 из формы. Извлечение вкладыша 8 из формы обычно производят в период набора газобетонной прочности в 4-5 кг/см.
При изготовлении стеновых Панелей с
монтажными петлями 22, выходящими за пределы изделия, применяют вкладыш 8 (фиг. 4). В этом вкладыше 8 монтажные петли 22 вводятся в щели 23, закрываемые задвижками 24 Г1ри помощи системы рыQ чагов 25, перемещаемых рукоятью 26.
Вкладыщ 8 выводится из формы с изделием при закрытой щели 23 и без изделия - при открытой щели 23: После установки вкладыща и натяжения арматуры в форму подают газобетон или поризованный бетон. После всп чивания газобетона, срезки или прикатки горбущи форму подают краном на пост термообработки и собирают в пакет при помощи навесной скобы с кронштейном
и гидродомкрата. Навесную скобу закрепляют за упор 7 торцового борта 4 и между ее лапками и бортом верхней формы устанавливают гидродомкрат. При действии домкрата верхняя форма перемещается по бортам 3 нижней фор.мы, замковые скобы б заходят друг за друга и своими клиновидными срезами сближают борта форм, сжимая при этом плотно герметик 5.
Разборка пакета форм после термообработки производится тем же гидродомкратом, только навесную скобу устанавливают на противоположном торцовом борту 4 и верхнюю форму или пригрузочный щит 28 перемещают в обратном направлении до выхода (размыкания) замковых скоб 6.
После разборки пакета. форм производят распалубку изделий. Снимают напряжение арматуры 27 в зажимах 16 при помощи вращения натяжной гайки 18 и освобождают анкерные конуса арматуры 27 15 13 f 27 / / I
10
IS
Фиг.З
от зажимных плашек 21 вращением винтовых толкателей 20. Затем выводят конусную часть корпуса зажимов 16 из тела изделия при помощи вращения натяжной гайки 18, снимают скобы 15 крепления откидного борта 13 и отводят его к борту 4, заводят крюки крана в стропочные кольца 10 вкладыща 8 и производят подъем и вывод из формы вкладыша с изделием.
Отсоединение изделий от вкладыша 8 производится поворачиванием рукояти 26 крюка 11 или вывода задвижек 24 вкладыща 8 из монтажных петель 22 поворотом рычага 25 и рукояти 26.
Вкладыщ подается в новую форму для поворотного технологического цикла.
Использование предлагаемого изобретения позволяет уменьщить металлоемкость форм за счет применения унифицированных вкладышей, а также улучшить условия термообработки изделий в пакете. 5
фиг. г
26 10 12
22
ФигЛ 67 Ш
фиг.6
Фиг:

| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для изготовления предварительно напряженных газобетонных изделий | 1989 |
|
SU1645162A1 |
| Форма для изготовления железобетонных изделий | 1976 |
|
SU592600A1 |
| Форма для изготовления предварительно напряженных изделий из бетонных смесей | 1983 |
|
SU1106660A1 |
| Форма для изготовления железобетонных изделий | 1981 |
|
SU992198A1 |
| Форма для изготовления изделий из бетонных смесей | 1981 |
|
SU1000277A1 |
| Установка для изготовления железобетонных изделий с пустотами | 1984 |
|
SU1219370A1 |
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1994 |
|
RU2081744C1 |
| Форма для изготовления железобетонных изделий | 1978 |
|
SU709367A1 |
| Установка для одновременного изготовления нескольких бетонных изделий | 1977 |
|
SU631344A2 |
| Форма для изготовления наружных стеновых панелей с проемами | 1983 |
|
SU1106659A1 |
ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ ГАЗОБЕТОННЫХ ИЗДЕЛИЙ, содержащая поддон, на котором жестко закреплены поперечные и продольные борта с распалубочными уклонами и установленный на одном из них съемный вкладыш с прорезными бобышками для фиксации стропочных петель, и рычажный механизм крепления последних, отличающаяся тем, что, с целью снижения металлоемкости и улучшения условий термообработки изделий, прорезные бобышки шарнирно соединены с вкладышем, а борта и поддон выполнены с замковыми скобами и клиновыми направляющими,, закрепленными на опорной поверхности поддона и на верхних торцах бортов, причем последние выполнены с пазом, расположенным по периметру бортов и залитым герметиком. (Л со ас ел ю .f :И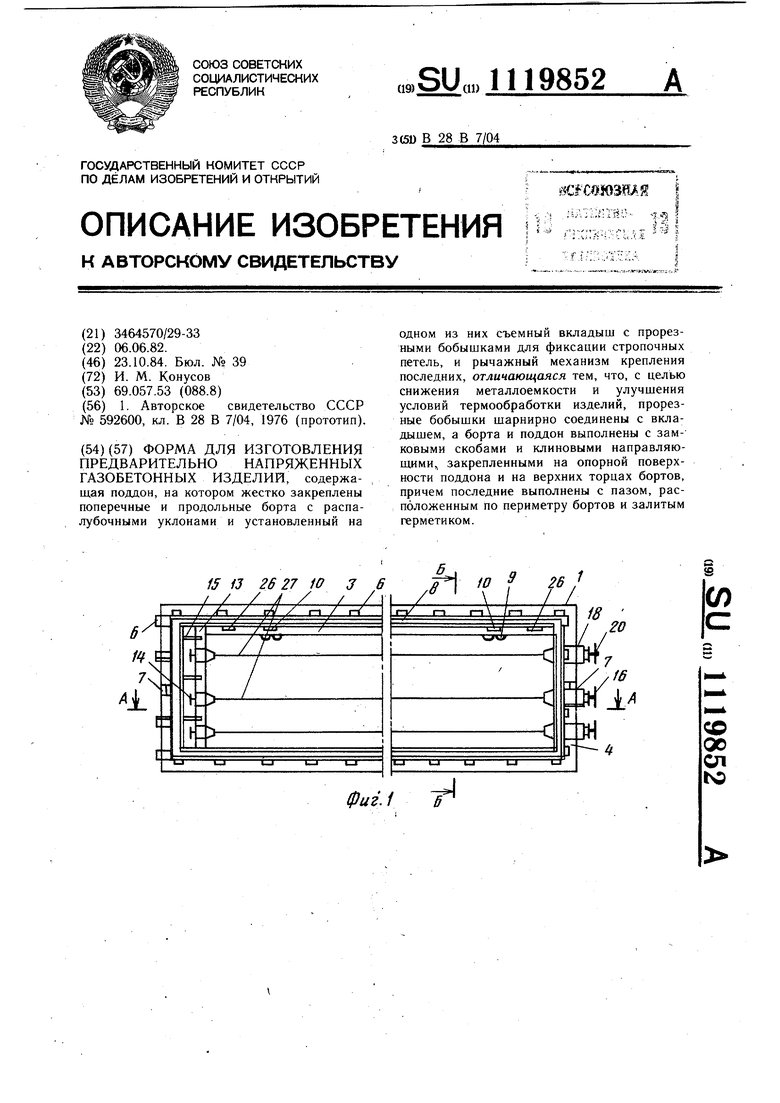
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Форма для изготовления железобетонных изделий | 1976 |
|
SU592600A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
