Изобретение относится к производству железобетонных изделий, преимущественно стеновых панелей из газобетона.
Известна форма для изготовления изделий из газобетона, содержащая поддон, двойную опалубку с заливными патрубками и манометрами 1.
Недостатком этой формы является ее малая оборачиваемость, что приводит к увеличению парка форм.
Наиболее близкой к изобретению по технической сущности является форма для изготовления предварительно напряженных изделий из бетонных смесей, содержащая щарнирно установленные на поддоне и соединенные между собой замковым устройством перегородки, продольные и поперечные борта, натяжное приспособление в виде щарнирно-рычажного параллелограмма упорами для напрягаемой арматуры 2.
Недостатком известной формы является невозможность изготовления в ней изделий с термообработкой под давлением, что значительно сокращает время технологического цикла изготовления изделий.
Целью изобретения является обеспечение возможности изготовления изделий с термообработкой под давлением.
Эта цель достигается тем, что в форме для изготовления предварительно напряженных изделий из бетонных смесей, содержащей щарнирно установленные на поддоне и соединенные между собой замковым устройством перегородки, продольные и поперечные борта, натяжное приспособление в виде шарнирно-рычажного параллелограмма, соединенного с установленными на поперечных бортах поворотными упорами для напрягаемой арматуры, каждый продольный борт выполнен Г-образным в поперечном сечении с загрузочными воронками, герметичными крыщками и проущинами, а замковое устройство - в виде закрепленной на перегородке подвижной щтанги с захватными скобами, контактирующими с Г-образными бортами.
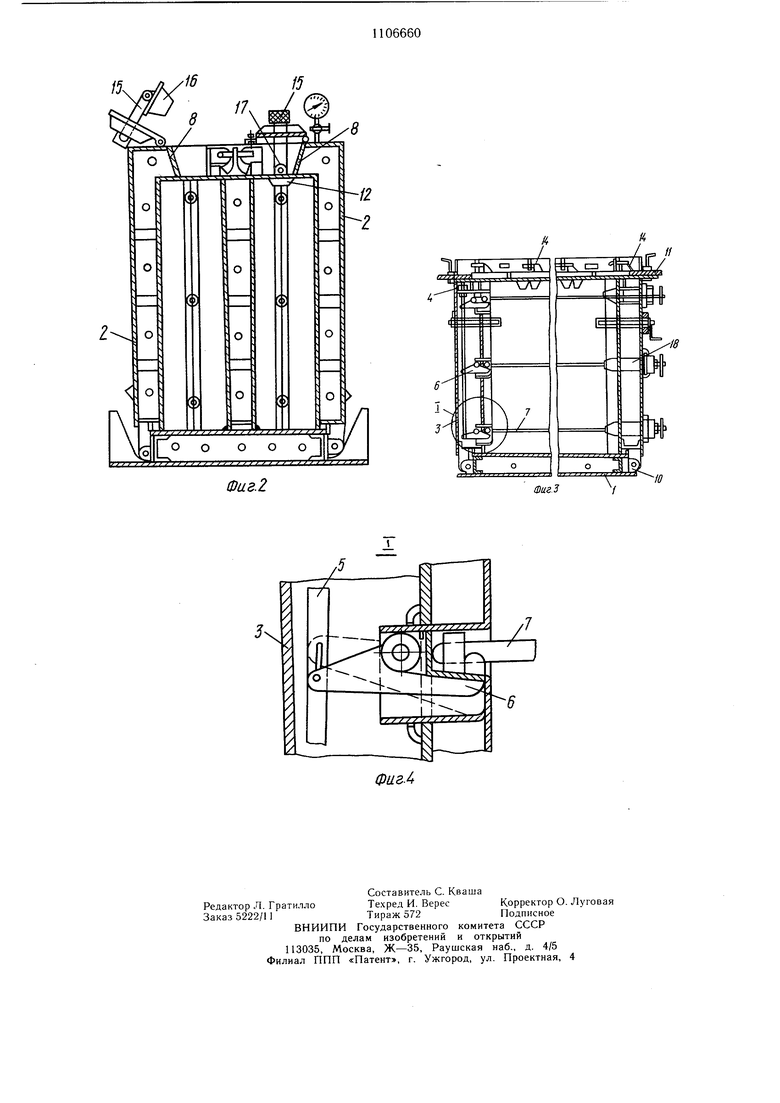
На фиг. 1 схематично изображена форма для изготовления предварительно напряженных изделий из бетонных смесей, план; на фиг. 2 - то же, поперечный разрез; на фиг. 3 - то же, продольный разрез; на фиг. 4 - узел I на фиг. 3.
Форма для изготовления предварительно напряженных изделий из бетонных смесей состоит из поддона 1, щарнирно установленных на поддоне продольных 2 и поперечных 3 бортов, натяжного приспособления 4 в
виде щарнирно-рычажного параллелограмма 5, соединенного с поворотными упорами 6 напрягаемой арматуры 7. Продольные борта 2 выполнены Г-образными в поперечном сечении с загрузочными воронками 8, закрытыми герметичными крыщками 9, и проущинами 10. Замковое устройство 11, соединяющее Г-образные продольные борта 2, выполнено в виде закрепленной на перегородке 12 подвижной щтанги 13 с зах0 ватными скобами 14, контактирующими с проущинами 10 Г-образных бортов 2.
На герметичных крыщках 9 смонтированы контрольные трубки 15, щарнирно соединенные с бобыщками 16, фиксирующими монтажные петли 17. Оппозитно поворотным упорам 6 на поперечных бортах 3 смонтированы винтовые зажимы 18 для напрягаемой арматуры 7. На бортах 2 закреплены наклонные упоры 19.
Форма работает следующим образом.
0 При открытых бортах 2 устанавливают арматурные стержни 7, закрепляя анкерные конць; в винтовых зажимах 18 и в поворотных упорах 6. Поворотные упоры 6 приводятся во вращение посредством щарнирнорычажного параллелограмма 5. После на тяжения арматуры 7 производится закрытие бортов 2 и их фиксация просредством замкового устройства 11, для чего перемещают подвижную щтангу 13, захватные скобы 14 которой контактируют с проущи.. нами 10 Г-образных бортов 2. В загрузочные воронки 8 заливается газобетонная смесь, воронки закрываются герметичными крыщками 9, при этом контрольные трубки 15 ставят на дно воронки, фиксируя таким образом монтажные петли 17. Включа5 ют систему термообработки под давлением. После окончания цикла тер.мообработки производят плавный спуск натяжения арматурных стержней, для чего с помощью щарнирно-рычажного параллелограмма 5 выводят поворотные упоры 6 из контакта с
0 напряженной арматурой 7.
Раскрытие Г-образных бортов 2 производится обратным ходом щтанги 13, при этом захватные скобы 14 контактируют тыльной стороной с наклонными упорами 19, пово рачивают борта 2. Распалубка изделий производится с помощью подъемных средств. Использование предложенной формы позволяет обеспечить возможность изготовления изделий с термообработкой под давлением, что значительно сокращает процесс термообработки и снижает металлоемкость парка форм.
о о
о о oj
Фаг.2.
1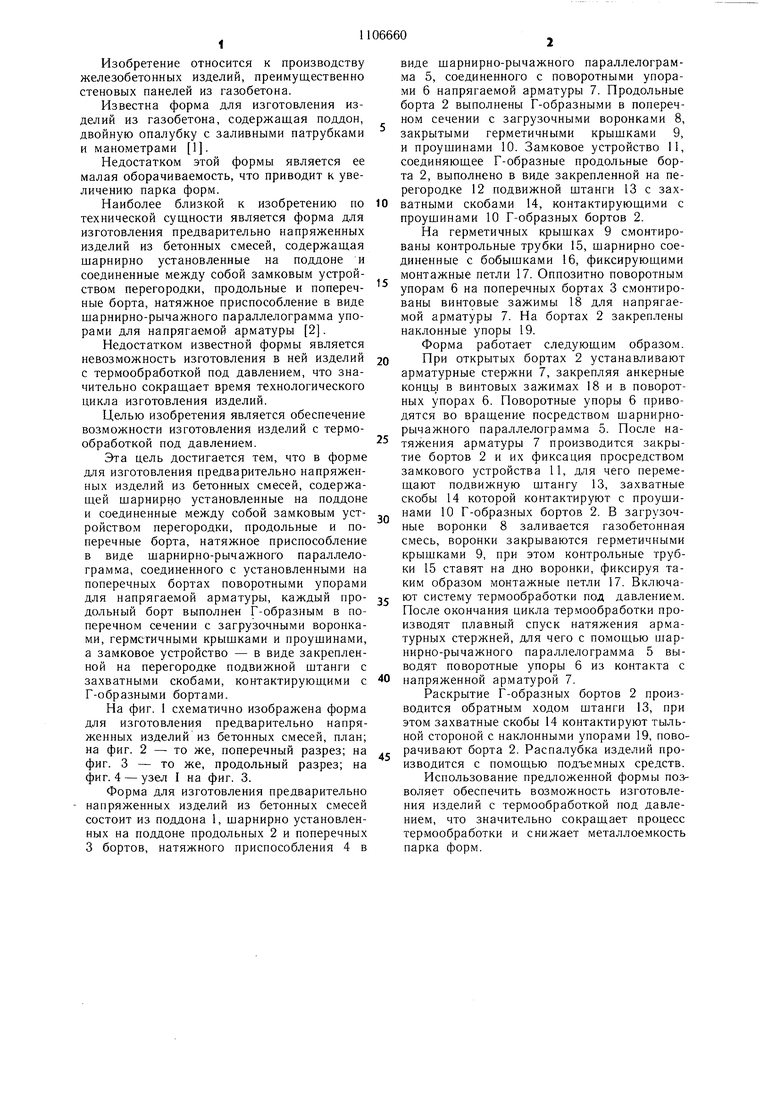
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для изготовления предварительно напряженных изделий из бетонных смесей | 1983 |
|
SU1105314A1 |
| Форма для изготовления предварительно напряженных газобетонных изделий | 1982 |
|
SU1119852A1 |
| Форма для изготовления железобетонных изделий с арматурными выпусками | 1986 |
|
SU1337265A1 |
| Кассетная форма | 1983 |
|
SU1143596A1 |
| Устройство для фиксации на поддоне формы анкеров | 1982 |
|
SU1090829A1 |
| Установка для изготовления строительных изделий | 1980 |
|
SU992192A1 |
| Форма для изготовления предварительно напряженных газобетонных изделий | 1989 |
|
SU1645162A1 |
| Форма для изготовления предварительно напряженных изделий из бетонных смесей | 1986 |
|
SU1375459A1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ПРЕДНАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1992 |
|
RU2037409C1 |
| Способ изготовления преднапряженных железобетонных изделий и форма для осуществления способа | 2001 |
|
RU2219050C2 |
ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ ИЗДЕЛИЙ ИЗ БЕТОННЫХ СМЕСЕЙ, содержащая шарнирно установленные на поддоне и соединенные между собой замковым устройством нерегородки, продольные и поперечные борта, натяжное приспособление в виде шарнирно-рычажного параллелограмма, соединенного с установленными на поперечных бортах поворотными упорами для напрягаемой арматуры, отличающаяся тем, что, с целью обеспечения возможности изготовления изделий с термообработкой под давлением, каждый продольный борт выполнен Г-образным в поперечном сечении с загрузочными воронками, герметичными крышками и проушинами, а замковое устройство - в виде закрепленной на перегородке подвижной штанги с захватными скобами, контактируюш,ими с Г-образными бортами. f /5 Ю I /I -i±Ci . I гЖ tffi О) О5 05 о
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Установка для изготовления бетонных изделий | 1973 |
|
SU446425A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| ВСЕСОЮЗНА?!АвторыЗаявитель Зональный научно-исследовательский и проектный институт типового и экспериментального проектирования жилых и общественных зданийштт-1птг'-:т | 0 |
|
SU385018A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
