24 8
k
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для изготовления предварительно напряженных газобетонных изделий | 1982 |
|
SU1119852A1 |
| Форма для изготовления предварительно напряженных изделий | 1982 |
|
SU1102676A1 |
| Установка для изготовления железобетонных изделий с пустотами | 1984 |
|
SU1219370A1 |
| Форма для изготовления предварительно напряженных изделий из бетонных смесей | 1983 |
|
SU1106660A1 |
| Форма для изготовления железобетонных изделий | 1976 |
|
SU592600A1 |
| Устройство для изготовления пустотелых изделий из железобетона | 1961 |
|
SU148342A1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1992 |
|
RU2017609C1 |
| ДВУХЪЯРУСНЫЙ СТАН для ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ НЗДЕЛИЙВСЕСОЮЗНАЯliAKHTBO^T^KliH'infAfБИБЛИОТЕКА | 1971 |
|
SU306002A1 |
| Устройство для изготовления предварительно напряженных железобетонных изделий | 1983 |
|
SU1135885A1 |
| Форма для изготовления железобетонных изделий | 1989 |
|
SU1675092A1 |


Изобретение относится к производству железобетонных изделий, преимущественно стековых панелей из газобетонных смесей. Цель изобретения - повышение эффективности работы путем увеличения загрузки автоклавов за счет уменьшения габаритных размеров загружаемых форм. Форма содержит обогреваемый поддон 1, выполненный бортовым продольным брусом 11. снабженным клиновидными выступами, контактирующими с такими же выступами 10 откидного продольного борта, связанного тягой с поворотными анкерными захватами натяжной перегородки, закрепленной шарнирно планками на поперечном борту, а на противоположном борту установлены винтовые зажимы с натяжными и хвостовыми гайками с винтовыми толкателями, контактирующими с клиновидными зажимными плашками стержневой арматуры. 4 ил.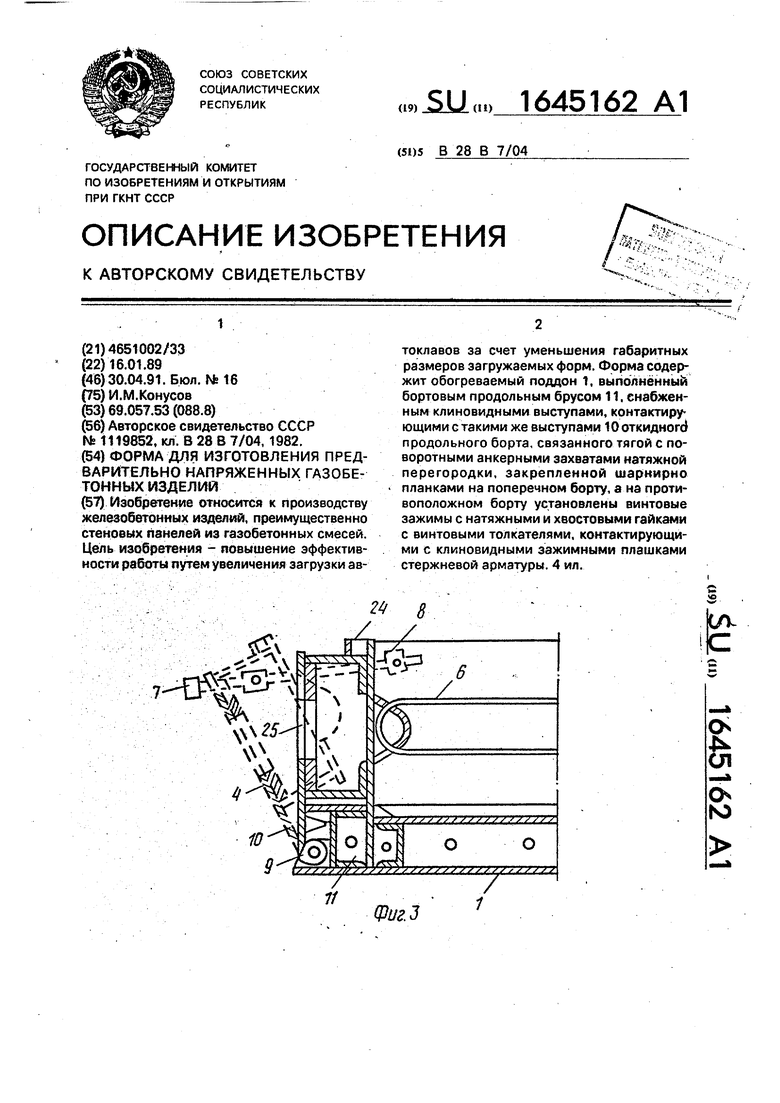
С
§
Ј
ю
Изобретение относится к производству железобетонных изделий, преимущественно стеновых панелей из газобетонных смесей.
Цель изобретения - повышение эффективности работы путем увеличения загрузки автоклавов за счет уменьшения габаритных размеров загружаемых форм.
На фиг. 1 изображена форма, план; на фиг. 2 - то же, продольный разрез; на фиг. 3 - фрагмент крепления откидного борта, разрез; на фиг. 4 - фрагмент стыка бортов формы с распалубочным винтом и поворотными гайками.
Форма состоит из обогреваемого поддона 1 с жесткими поперечными бортами 2 и одного продольного борта 3, второго откидного распалубочного борта 4, снабженного прорезными бобышками 5 для фиксации строповочных петель 6, распалу- бочными винтами 7 с поворотными гайками 8, шарнирным креплением 9. клиновидными выступами 10, контактирующими с выступами 10 трубчатого бруса 11 поддона 1.
На одном поперечном борту 2 шарнир- но закреплена на планках 12 натяжная перегородка 13с поворотными анкерными захватами 14 на общей тягэ 15, соединенной с откидным бортом 4.
На втором поперечном борту 2 установлены натяжные винтовые зажимы 16 со скобами 17 их крепления. Винтовые зажимы 16 снабжены натяжной 18 и хвостовой 19 гайками с винтовым толкателем 20 и клиновидными зубчатыми плашками 21 для зажима стержней арматуры 22. По периметру бортов 2, 3 и 4 уложен сверху в пазы 23 герметик 24, а в продольных бортах 3, 4 вырезаны монтажные отверстия 25 для завода крюков крана.
Форма работает следующим образом.
После чистки и смазки формы к ее поперечным бортам 2 подводят откидной борт 4 при помощи вращения винта 7 в поворотных гайках 8, закрепленных шарнирно на бортах 2 и 4.
В форму подают арматуру сетки и стро- повочные петли 6 и стержни напрягаемой арматуры 22, концы которых вводят в зазоры винтовых зажимов 16, а концы с анкерными головками заводят в прорези анкерных захватов 14. Затем при помощи винтовых толкателей 20 зубчатые плашки 21 перемещают и зажимают ими концы стержней арматуры 22. После этого производят натяжение стержней арматуры 22 при помощи вращения натяжных гаек 18, перемещающих корпуса винтовых зажимов 16 до заданного напряжения стержней арматуры 22.
После этого в форму подают газобетонную смесь и выдерживают ее до полного вспучивания. Затем срезают или прикатывают горбушу вспученного газобетона и
форму краном подают на платформу ходовой тележки.
Пакет форм на тележке подают в автоклав или в рамный пакетировщик, для этой цели в каждом поддоне 1 формы установлены
штуцера 26, на которые надеваются шланги гребенки пакетировщика. После термообработки производят распалубку изделий. Вращением натяжной гайки 18 и винтового толкателя 20 освобождают концы арматуры
22 от зажимных плашек 21. Затем при помощи вращения винтов 7 гайковертом отводят распалубочный борт 4, при этом отводе тяга 15, перемещаясь, поворачивает анкерные захваты 14 и выводит их из тела изделия.
При помощи строповочных петель 6 изделие выводится из формы стропами крана. Освобожденная форма подается краном на пост формовки для повторного технологического цикла.
Формула изобретения Форма для изготовления предварительно напряженных газобетонных изделий, содержащая поддон с полостью для обогрева,
продольные и поперечные борта, прорез-; ные бобышки для фиксации строповочных петель изделия и установленные на одном из поперечных бортов винтовые зажимы с винтовыми толкателями, отличающаяся
тем, что, с целью повышения эффективности работы путем увеличения загрузки автоклавов за счет уменьшения габаритных размеров загружаемых форм, один из продольных бортов выполнен откидным и снабжен клиновидными выступами, а поддон имеет продольный брус с идентичными клиновидными выступами, взаимодействующими с клиновидными выступами продольного борта, причем форма выполнена с натяжной
перегородкой, которая шарнирно соединена с одним из поперечных бортов и снабжена поворотными анкерными захватами, связанными общей тягой с продольным откидным бортом.
/ и
ж/
X
o
NS
ч
Ч
t
Гм rsa
t
fNa
гча
СП
-fc.
СП
а. го
Фиг4
| Форма для изготовления предварительно напряженных газобетонных изделий | 1982 |
|
SU1119852A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
