Изобретение относится к производству сборного железобетона, преимутде ственно стеновых панелей и многопустотных плит.
Цель изобретения - обеспечение формования изделий с одновременным утеплением пустот и снижение трудоем кости работ.
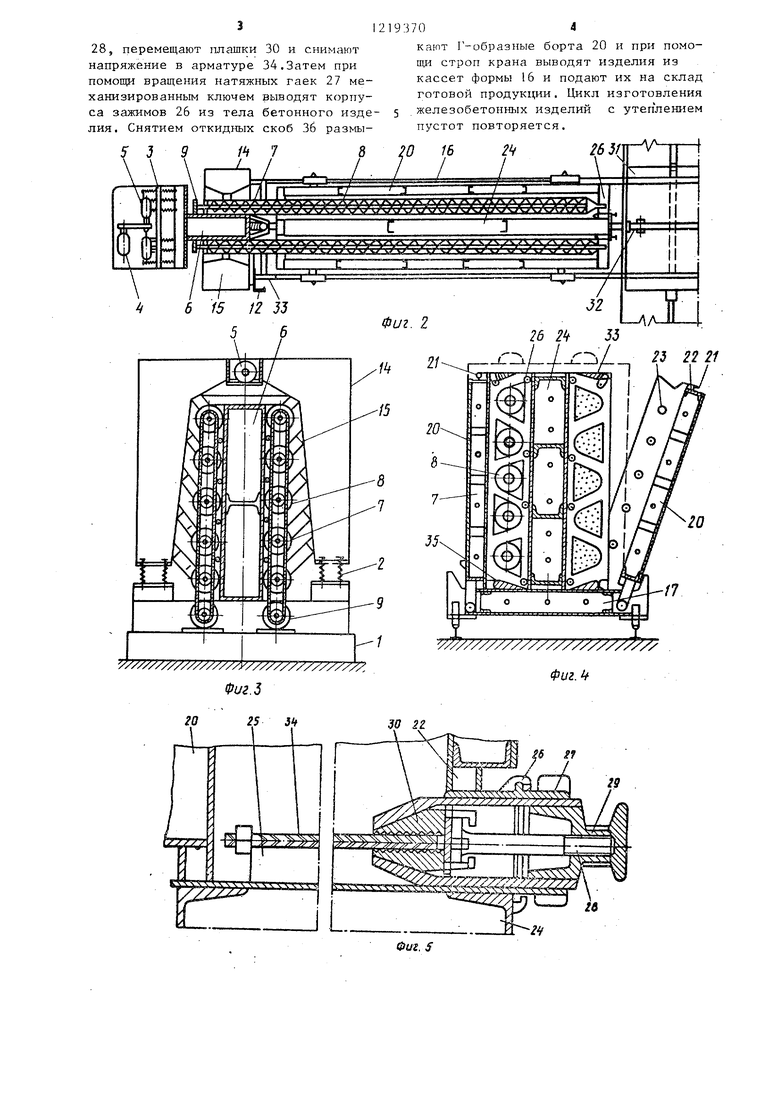
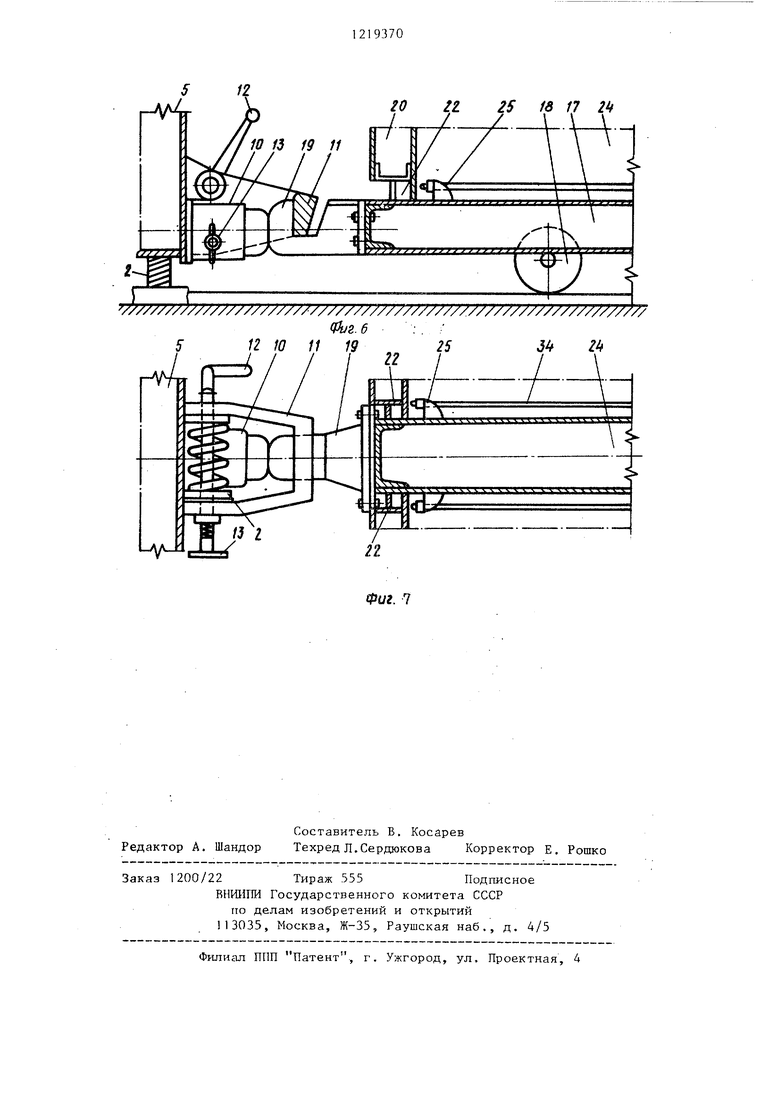
На фиг. 1 изображена предлагаемая установка, продольный разрез; на фиг. 2 - то же, вид в плане; на фиг. 3 - то же, поперечный разрез (по вибробункерам для утеплителя); на фиг. 4 - разрез А-А на фиг. 1; на фиг. 5 - деталь натяжения арматуры винтовым зажимом и его крепление к перегородке; на фиг. 6 - деталь сцепки виброблоков с буферным крюком формы, продольный разрез; на фиг. 7 то же, вид сверху.
Установка содержит раму 1 с опорными пружинами 2, виброблок 3 с приводом 4 вибраторов 5 и вибротумбой 6 на которой закреплены пустотообразо- ватели 7, снабженные шнеками 8 с при водом 9, буферный амортизатор 10, по воротная скоба 11 с прижимной пружиной 2, рукоятью 12 и винтом 13 зажима, вибробункеры 14 с подающими патрубками 15, установленные с уклоном на пружинах 2 рамы 1, самоходную кассетную форму 16 с поддоном 17, на котором закреплены катки 18, буферные крюки 19, продольные Г-образные борта 20 с клиновидными выступами 21 на стенках пазов герметика 22 и отверстиями 23 в торцах для входа пус- тотообразователей 7, разделительную перегородку 24 с анкерными упорами 25 и винтовыми зажимами 26 с натяжными гайками 27 и болтами 28 хвостовых гаек 29, перемещакщих их с плашками 30, передаточную тележку 31 с толкателем 32, самоходные поддерживающие ролики 33 пустотообразовате- лей 7, а также арматуру 34, вибро- пригруз с рейками 35 и скобы 36.
Установка работает следующим образом.
Кассетная форма 16 с натянутой- арматурой 34 на упоры 25 и винтовыми зажимами 26 подается толкателем 32 с передаточной тележки 31,на пост формовки. При этом перемещении формы 16 пустотообразователи 7 входят в торцовые отверстия 23 бортов 20, а поддерживающие ролики 33 отодвигаются к вибробункерам 14. Когда заостренные свободные концы пустотооб2193702
разователей достигнут отверстий 23 противоположных торцов брртов 20, буферный крюк 19 сжимает амортизатор 10 и подымает поворотную скобу 11, автоматически соединяется с ней и замыкается винтом 13.
Затем в кассеты формы 16 подается бетонная смесь бетоноукладчиком через вибронасадку с профильными
JQ рейками 35.Включается привод 4, виброблока 3 с тумбой 6 и пустотообра- зователями 7 и производится виброуплотнение бетонной смеси, Внецент- ренное приспособление формы 16 к
15 тумбе 6 виброблока 3 увеличивает вертикальные колебания пустотообра- зователей 7 и стен кассет формы 16, что обеспечивает уплотнение жестких бетонных смесей,
2Q После окончания виброуплотнения выключается привод 4 виброблока 3, и на форму устанавливается вибропри- груз с рейками 35 (на фиг, 1 показан
пунктиром), который своими скобами 25 соединяется с выступами 21 бортов 20 и при его перемещении сжимает герме- тик 22 и плотно закрывает кассеты формы 16. Включается привод 9 шнеков 8 и вибробункеров 14 и утепли,„ тель (зола, керамзит, граншлак и др.) под воздействием вибрации по патрубкам 15 поступает в шнеки 8 труб пус- тотообразователей 7 и заполняет освободившиеся пустоты отформованного изделия. Перед зтим во время заполнения шнеков 8 утеплителем производят расцепку формы с виброблоком 3 поворотом скобы 11 рукоятью 12 и выводом ее из зацепления с буферным крюком 19 и закрепляют ее на корпусе амортиза40
тора 10 винтом 3.
Перемещение формы 16 при этом осуществляется за счет реактивных сил давления утеплителя на стенки ее бортов 20. При неполном заполнении пустот утеплителем (например гранулами полистирола) форму 16 перемещают (отводят) толкателем 32 и ставят на передаточную тележку 31.
После заполнения пустот утеплителем выключается привод 9 шнеков 8 и снимается вибропригруз с рейками 35. Форму 16 с изделием устанавливают на передаточную тележку 31 и подают на 5 свободные пути конвейерных линий для термообработки, после которой при помощи гаечного ключа осуществл яют вращение хвостовой гайки 29 с болтом
3 12193704
28, перемещают плашки 30 и снимаюткают Г-образные борта 20 и при помонапряжение в арматуре 34.Затем приЩ строп крана выводят изделия из
помощи вращения натяжных гаек 27 ме-кассет формы 16 и подают их на склад
ханизированным ключем выводят корпу-готовой продукции. Цикл изгото вления
са зажимов 26 из тела бетонного изде-5 железобетонных изделий с утеплением
ЛИЯ. Снятием откидных скоб Зб размы-пустот повторяется.
5 J 5 1h 1 820 ie fV 26 5f - / .
2Ь 2221
y////7777/777777777Z y7/7/y Фиг. k
30 22
19
16
го li 25 1 17 2
Фиг. 6
П Ю 11 1925
22
J« Z«
Фиг. 7
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для формования многопустотных изделий из бетонной смеси | 1990 |
|
SU1761506A1 |
| Конвейерная установка для производства железобетонных подрельсовых оснований | 1990 |
|
SU1821373A1 |
| Установка для формования многопустотных панелей | 1986 |
|
SU1350014A1 |
| Форма для изготовления железобетонных изделий | 1989 |
|
SU1675092A1 |
| Установка для формования многопустотных изделий из бетонных смесей | 1987 |
|
SU1502349A1 |
| Установка для формования многопустотных изделий из жестких бетонных смесей | 1975 |
|
SU522056A1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ БЕТОННЫХ СМЕСЕЙ | 1972 |
|
SU355012A1 |
| Установка для изготовления пустотелых бетонных изделий | 1984 |
|
SU1256968A1 |
| ЛИНИЯ ИЗГОТОВЛЕНИЯ УКРУПНЕННЫХ СТЕНОВЫХ ЭЛЕМЕНТОВ И СТЕНОВОЕ ТЕПЛОСБЕРЕГАЮЩЕЕ ОГРАЖДЕНИЕ ЗДАНИЙ, ПОЛУЧЕННОЕ НА ДАННОЙ ЛИНИИ | 2008 |
|
RU2398677C2 |
| Форма для изготовления предварительно напряженных газобетонных изделий | 1982 |
|
SU1119852A1 |

| Устройство для установки пуансонов в кассеты | 1975 |
|
SU639713A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Макаров П.А., Цейтлин Е.С | |||
| Формовочные установки для производства многопустных железобетонных изделий | |||
| М.: Машгиз, 1961, с | |||
| Топливник с глухим подом | 1918 |
|
SU141A1 |
