Изобретение относится к области бурово14) нородоразручиающего инструмента, в частностн к изготовлению шарошечных до; ;ют с полтинниками скольжения.
Известен спосой изготовления поверхностей оноры скольжения цапфы лапь шарошечного долота газопламенной наплавкой прутковым сплавом 3816 1.
К недостаткам газопламенной наплавки с тедует отнести наличие газовых пор и недостаточно высокую связку наплавленного слоя с цапфой, что приводит к расслоению и выкрашиванию сплава.
Известен также способ изготовления поверхностей опоры скольжения цапфы лапы шарошечного долота, включающий механическую обработку пазов, нанесение и наплавление литого сплава и шлифовку поверхностей скольжения 2.
Недостатками известного способа являются невозможность получения наплавленного слоя повышенной износостойкости в местах наибольшего нагружения цапфы и образование пор в наплавленном слое.
Целью изобретения является повышение надежности опоры путем получения слоя повышенной износостойкости, а также возможность использования налитых композиционных материалов.
Указанная цель достигается тем, что согласно способу изготовления поверхностей опоры скольжения цапфы лапы шарошечного долота, включающему механическую обработку пазов, нанесение и расплавление твердого сплава и шлифовку поверхностей скольжения, перед расплавлением шихты сплава ее напрессовывают в пазы цапфы в местах наибольшего нагружения.
На чертеже изображено устройство, реализующее способ.
Цапфа 1 с пазом 2, в который напрессовываются ко.мпозиционные материалы 3, помещена на жесткое основание 4 таким образом, что паз оказывается в верхнем положении. В таком положении лапа закрепляется. Матрица 5 с эластичной герметизирующей прокладкой 6 с поверхностью контакта осовечной форме цапфы в месте контакта подводится вплотную к цапфе и фиксируется в этом положении. Затем во внутреннюю полость матрицы засыпаются композиционные материалы 3 в требуемом объеме. Пуансон 7 вводится в матрицу до контакта с композиционным материалом к пуансону подводят рабочий орган пресса, ко торый обеспечивает напрессование композиционных материалов. Лапа с напрессованным слоем освобождается в обратном порядке, и затем производят наплавление литого сплава известным способом.
Наличие композиционного материала повышенной износостойкости в местах наибольшего нагружения цапфы повышает надежность и эффективность опоры скольжения цапфы лапы и долОта в целом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ упрочнения поверхности детали | 1990 |
|
SU1790471A3 |
| СПОСОБ АРМИРОВАНИЯ ЦАПФ ЛАП БУРОВЫХ ШАРОШЕЧНЫХ ДОЛОТ | 2005 |
|
RU2288339C2 |
| ОПОРА ШАРОШЕЧНОГО ДОЛОТА | 1996 |
|
RU2107143C1 |
| НАПЛАВКА ТВЕРДЫМ СПЛАВОМ С ПОКРЫТЫМИ АЛМАЗНЫМИ ЧАСТИЦАМИ (ВАРИАНТЫ), ПРИСАДОЧНЫЙ ПРУТОК ДЛЯ НАПЛАВКИ ТВЕРДЫМ СПЛАВОМ, СПОСОБ НАПЛАВКИ ТВЕРДЫМ СПЛАВОМ (ВАРИАНТЫ), КОНИЧЕСКОЕ ШАРОШЕЧНОЕ ДОЛОТО ДЛЯ ВРАЩАТЕЛЬНОГО БУРЕНИЯ (ВАРИАНТЫ), КОНИЧЕСКАЯ ШАРОШКА | 1996 |
|
RU2167262C2 |
| Буровое шарошечное долото | 1990 |
|
SU1789644A1 |
| БУРОВОЕ ШАРОШЕЧНОЕ ДОЛОТО (ВАРИАНТЫ) | 2010 |
|
RU2437998C1 |
| БУРОВОЕ ДОЛОТО С ГЕРМЕТИЗИРОВАННОЙ МАСЛОНАПОЛНЕННОЙ ОПОРОЙ | 2009 |
|
RU2411339C1 |
| БУРОВОЕ ДОЛОТО | 2003 |
|
RU2244798C1 |
| ДОЛОТО С ГЕРМЕТИЗИРОВАННОЙ ОПОРОЙ | 2009 |
|
RU2426859C2 |
| ОПОРА ШАРОШЕЧНОГО ДОЛОТА | 2013 |
|
RU2549631C2 |
СПОСОБ ИЗГОТОВЛЕНИЯ ПОВЕР.ХНОСТЕЙ ОПОРЫ ЦАПФЫ ШАРОШЕЧНОГО ДОЛОТА, включающий механическую обработку пазов, нанесение и раснлавление твердого снлава и пмифовку поверхностей скольжения, отличающийся тем, что, с целью повышения надежностн оноры путем получення слоя повышенной износостойкостн, -перед расплавлеппем nin.xгы сплава ее напрессовывают в пазы цаш|И)1 в местах напбольн1ег() нагружепия. сл ю о о 00 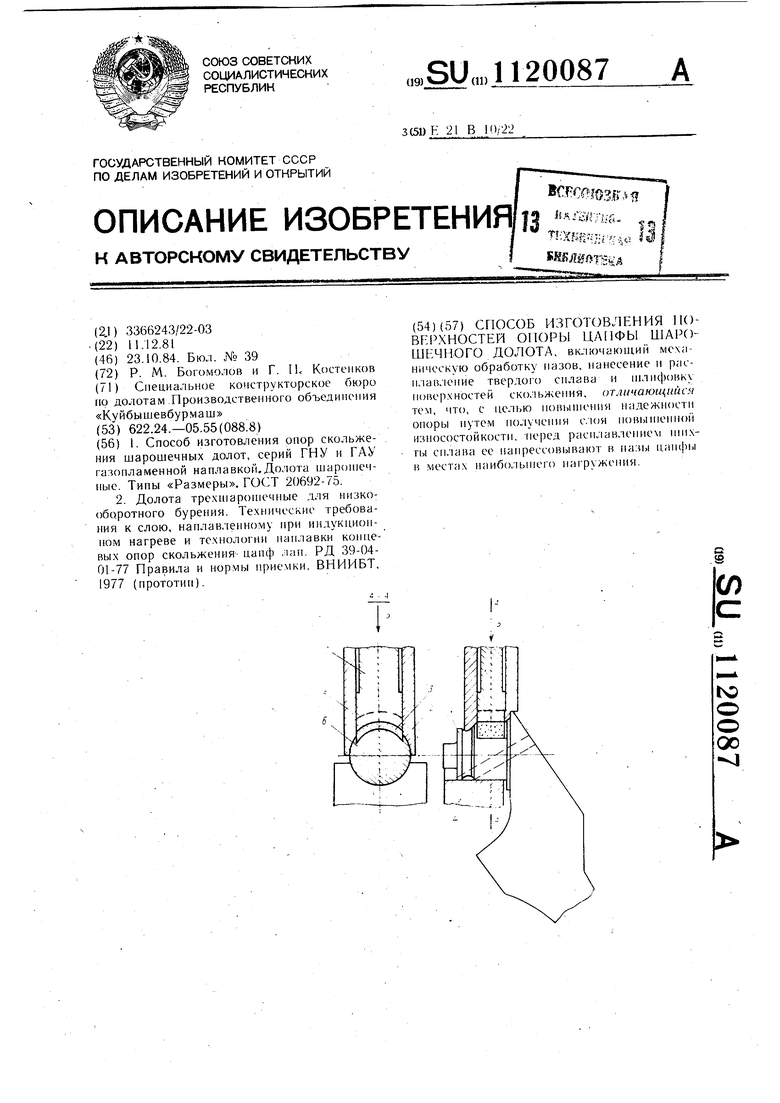
| I | |||
| Способ изготовлепия опор скольжения шарошечных долот, серий ГНУ н ГАУ га:к)пламенной наплавкой,До.чота шар()Н1ечные | |||
| Типы «Размеры | |||
| Устройство для подачи акустического сигнала при проходе поезда, следующего на станцию мимо закрытого семафора | 1929 |
|
SU20692A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Технические требования к слою, наплавленному при индукционном нагреве и технологии нанлавки концевых опор скольжения цапф лап | |||
| Машина для изготовления проволочных гвоздей | 1922 |
|
SU39A1 |
