Настоящее изобретение в общем виде имеет отношение к образованию наплавленного слоя твердого сплава, который содержит покрытые или инкрустированные (покрытые коркой) алмазы, диспергированные в металлической матрице покрытия, а более конкретно, имеет отношение к усовершенствованной наплавке твердым сплавом для защиты буровых долот и других скважинных инструментов.
Наплавка твердым сплавом поверхностей металлов и подложек представляет собой хорошо известную технику снижения или предотвращения эрозии и износа поверхностей металлов и подложек. Наплавка твердым сплавом в общем виде может быть определена как нанесение слоя твердого, абразивостойкого материала на менее стойкую поверхность или подложку при помощи плакирования, сварки, напыления или других хорошо известных технологий нанесения покрытия. Наплавка твердым сплавом часто используется для увеличения срока службы буровых долот и других скважинных инструментов, которые применяются в нефтяной и газовой промышленности. Карбид титана и его различные сплавы представляют собой некоторые наиболее широко используемые наплавляемые твердые сплавы, которые применяются для защиты буровых долот и других скважинных инструментов.
Наплавка твердым сплавом обычно предусматривает ввод смеси твердого износостойкого материала в металлическую матрицу покрытия, которое преимущественно сплавляют с поверхностью подложки за счет образования металлургических связей для обеспечения однородного сцепления наплавленного сплава с подложкой. В некоторых применениях износостойкий материал, такой как сплав карбида вольфрама и/или кобальта, помещают в стальную трубку, которая служит в качестве присадочного прутка в ходе сварки наплавляемого твердого сплава (наплавки) с подложкой. Эта техника нанесения наплавки иногда именуется "трубчатой прутковой сваркой". Наплавка карбида вольфрама и/или кобальта при помощи трубчатых прутков оказалась очень успешной в увеличении срока службы буровых долот и других скважинных инструментов.
Роторные конические буровые долота (конусные шарошки) часто используют для бурения скважин при разведке и добыче нефти и газа. В этом типе долот обычно используют три конических шарошки, которые установлены с возможностью вращения на шпинделях, выступающих из несущих рычагов долота. Шарошки установлены на соответствующих шпинделях, которые выступают вниз и внутрь относительно оси долота, так что конические стороны шарошек имеют тенденцию к качению по дну скважины и к контакту с формацией.
В некоторых применениях на шарошках образуют фрезерованные зубья для работы в тех зонах, которые контактируют с дном и периферической стенкой скважины в ходе операции бурения. Срок службы фрезерованных зубьев может быть увеличен за счет добавки частиц карбида вольфрама к покрытию твердым металлом некоторых областей износа фрезерованных зубьев. Эта операция иногда именуется "наплавкой твердым сплавом". В патенте США N 4262761 от 21 апреля 1981 г. раскрыто применение наплавки для фрезерованных зубьев.
В других применениях на внешней части шарошек могут быть образованы гнезда и вставки из твердого металла могут быть установлены в этих гнездах для работы в тех зонах, которые контактируют с дном и периферической стенкой скважины в ходе операции бурения. Срок службы таких вставок и шарошек может быть увеличен за счет науглероживания внешней поверхности шарошек. В патенте США N 4679640 от 14 июля 1987 г. раскрыто применение науглероживания шарошек.
Самые различные наплавляемые материалы могут быть с успехом использованы для буровых долот и других скважинных инструментов. Часто используют наплавку спеченных частиц карбида вольфрама в матрице покрытия из сплава стали. Частицы карбида вольфрама могут содержать зерна карбида моновольфрама, карбида бивольфрама и/или макрокристаллического карбида вольфрама, сцементированного со связкой, такой как железо, никель, сплавы железа и другие сплавы металлов. Сыпучий материал наплавки обычно помещают в полую трубку или в присадочный пруток и наносят на подложку при использовании обычной техники сварки. В результате осуществления процесса сварки образуется матрица, которая включает в себя как сплав стали, полученный расплавлением поверхности подложки, так и сплав стали, полученный наплавкой от присадочного прутка или полой трубки. В качестве части связки для матрицы могут быть использованы различные сплавы кобальта, никеля и/или стали. Для образования наплавки (для наплавления) в дополнение к карбиду вольфрама используют карбиды и нитриды других тяжелых металлов.
В скважинных буровых долотах для создания режущих поверхностей и износостойких поверхностей используют как природные, так и синтетические алмазы. В патенте США N 4140189 раскрыто использование алмазных вставок, выступающих из затылочной поверхности конической шарошки. Поликристаллические алмазные вставки широко используют в буровых долотах для предотвращения эрозии и износа в тяжелых условиях скважинного бурения.
В соответствии с настоящим изобретением главным образом сокращены или устранены недостатки и проблемы, связанные с известными ранее материалами для наплавки. В соответствии с одним из аспектов настоящего изобретения предлагается буровое долото со слоями наплавки, имеющими покрытые алмазные частицы, что в результате позволило получить лучшие характеристики абразивного истирания и износа, а также лучшие характеристики стойкости к другим напряжениям (нагрузкам), связанным с повторным скважинным использованием в тяжелых условиях.
Одно из технических преимуществ настоящего изобретения связано с предусмотрением слоя наплавляемого материала только на определенных участках бурового долота для предотвращения нежелательного абразивного износа и/или эрозии защищенных зон бурового долота. В соответствии с одним из аспектов настоящего изобретения, предлагается размещение слоя наплавляемого материала, содержащего покрытые алмазные частицы, на внешних поверхностях фрезерованных зубьев для предотвращения преждевременного износа фрезерованных зубьев в ходе скважинного бурения и для существенного увеличения срока службы соответствующего бурового долота.
В соответствии с другим аспектом настоящего изобретения предлагается смешивать покрытые алмазные частицы с обычными композициями трубчатого присадочного прутка для получения улучшенной наплавленной поверхности на подложке. В соответствии с первым вариантом настоящего изобретения, каждый фрезерованный зуб конусной шарошки полностью покрыт слоем наплавленного материала, который содержит покрытые алмазные частицы в соответствии с настоящим изобретением. Покрытые алмазные частицы преимущественно спекают до осуществления их перемешивания с другими материалами, которые будут использоваться для образования наплавленного слоя на подложке.
Технические преимущества настоящего изобретения заключаются в нанесении слоя металлической матрицы на алмазную частицу и в спекании слоя металлической матрицы с образованием химических или металлургических связей между слоем металлической матрицы и поверхностью алмазной частицы. Спекание слоя металлической матрицы также может быть использовано для изменения плотности результирующего покрытия алмазной частицы таким образом, что эта плотность может быть равной или большей плотности твердых материалов, использованных для образования металлической матрицы покрытия, когда твердые материалы находятся в их расплавленном состоянии.
Покрытие в виде металлической матрицы преимущественно наносят на подложку за счет использования различных видов техники наплавки, с образованием химических или металлургических связей между поверхностью подложки и металлической матрицей покрытия, а также между металлической матрицей покрытия и слоем металлической матрицы на каждой алмазной частице.
Основным аспектом настоящего изобретения является создание наплавки твердым сплавом для защиты подложки от абразивного истирания и износа, характеризующейся тем, что она включает в себя металлическую матрицу покрытия, которая имеет участок матрицы и множество покрытых алмазных частиц, расположенных на нем; причем каждая из покрытых алмазных частиц имеет слой покрытия твердым материалом, расположенный на внешней части соответствующей алмазной частицы, с множеством первичных металлургических связей, образованных между внешней частью каждой алмазной частицы и соответствующим слоем твердого материала; при этом покрытые алмазные частицы капсулированы в участке матрицы с множеством вторичных металлургических связей, образованных между соответствующим слоем твердого материала на каждой алмазной частице и участком матрицы; и множество прочных металлургических связей, образованных между участком матрицы и подложкой.
Наплавка может дополнительно включать в себя множество частиц карбида вольфрама, капсулированных в участке матрицы; и частицы карбида вольфрама, перемешанные с покрытыми алмазными частицами.
Каждая алмазная частица до нанесения покрытия имеет главным образом один и тот же размер или же частицы до нанесения покрытия имеют два различных размера.
Покрытые алмазные частицы имеют плотность, приблизительно равную плотности матричного участка металлической матрицы покрытия или превышающую плотность ее.
Наплавка может дополнительно включать в себя материал, перемешанный с множеством покрытых алмазных частиц, причем дополнительный материал выбран из группы, которая содержит карбиды, нитриды, оксиды вольфрама, карбиды, нитриды, оксиды углерода и силикаты частиц ниобия, ванадия, молибдена, кремния, титана, тантала, иттрия, циркония, хрома, бора или их смесь.
Участок матрицы содержит материал связки, выбранный из группы, которая содержит сплавы на базе меди, никеля, железа и кобальта.
Наплавка может также дополнительно включать в себя наплавленное покрытие на каждой алмазной частице, образованное частично карбидом вольфрама; множество частиц карбида вольфрама, перемешанных с покрытыми алмазными частицами; и участок матрицы, образованный сплавами кобальта, стали и карбида вольфрама.
Покрытые алмазные частицы целесообразно перемешивать с частицами нитрида углерода.
Другой вариант наплавки твердым сплавом для защиты подложки от абразивного истирания и износа характеризуется тем, что включает в себя металлическую матрицу покрытия, которая имеет участок матрицы и множество покрытых алмазных частиц, расположенных на нем; причем каждая из покрытых алмазных частиц имеет слой покрытия твердым материалом, расположенный на внешней части соответствующей алмазной частицы, с множеством первичных металлургических связей, образованных между внешней частью каждой алмазной частицы и соответствующим слоем твердого материала, при этом слой твердого материала содержит сплавы металлов и керметы, выбранные из группы, которая включает в себя бориды металлов, карбиды металлов, оксиды металлов и нитриды металлов; причем покрытые алмазные частицы капсулированы в участке матрицы с множеством вторичных металлургических связей, образованных между соответствующим слоем твердого материала на каждой алмазной частице и участком матрицы; при этом участок матрицы имеет множество третичных металлургических связей, образованных между участком матрицы и подложкой.
Покрытые алмазные частицы связаны с участком матрицы как механически, так и при помощи указанных третичных металлургических связей.
Еще один вариант наплавки характеризуется тем, что включает в себя металлическую матрицу покрытия, которая имеет участок матрицы и множество покрытых алмазных частиц, расположенных на нем; причем каждая из покрытых алмазных частиц имеет слой покрытия твердым материалом, расположенный на внешней части соответствующей алмазной частицы, с множеством первичных металлургических связей, образованных между внешней частью каждой алмазной частицы и соответствующим слоем твердого материала; причем покрытые алмазные частицы капсулированы в участке матрицы с множеством вторичных металлургических связей, образованных между соответствующим слоем твердого материала на каждой алмазной частице и участком матрицы; при этом участок матрицы содержит материалы связки, выбранные из группы, которая включает в себя кобальт, никель, медь, железо и их сплавы, причем указанный участок матрицы дополнительно содержит различные сплавы и керметы, выбранные из группы, которая включает в себя карбиды металлов, оксиды металлов и нитриды металлов; при этом указанные покрытые алмазные частицы имеют множество вторичных металлургических связей, образованных между соответствующим слоем твердого материала на каждой алмазной частице и участком матрицы; причем указанный участок матрицы имеет множество третичных металлургических связей, образованных между участком матрицы и подложкой.
Еще один вариант наплавки характеризуется тем, что она включает в себя металлическую матрицу покрытия, которая имеет участок матрицы и множество покрытых алмазных частиц, расположенных на нем; причем каждая из покрытых алмазных частиц имеет слой покрытия твердым материалом, расположенный на внешней части соответствующей алмазной частицы, с множеством первичных металлургических связей, образованных между внешней частью каждой алмазной частицы и соответствующим слоем твердого материала, при этом указанный твердый материал содержит сплавы металлов и керметы, выбранные из группы, которая включает в себя карбиды металлов, оксиды металлов и нитриды металлов; причем покрытые алмазные частицы капсулированы в участке матрицы с множеством вторичных металлургических связей, образованных между соответствующим слоем твердого материала на каждой алмазной частице и участком матрицы; при этом указанный участок матрицы содержит материал связки, выбранный из группы, которая включает в себя кобальт, никель, медь, железо и их сплавы, причем указанный участок матрицы дополнительно содержит различные сплавы и керметы, выбранные из группы, которая включает в себя карбиды металлов, оксиды металлов и нитриды металлов; при этом покрытые алмазные частицы имеют множество вторичных металлургических связей, образованных между соответствующим слоем твердого материала на каждой алмазной частице и участком матрицы, причем участок матрицы имеет множество третичных металлургических связей, образованных между участком матрицы и подложкой.
Другим аспектом настоящего изобретения является создание присадочного прутка для наплавки твердым сплавом подложки для защиты подложки от абразивного истирания и износа, который характеризуется тем, что включает в себя полую стальную трубку, которая закрыта с обоих концов; множество покрытых алмазных частиц, расположенных внутри стальной трубки, причем каждая из покрытых алмазных частиц содержит алмазную частицу, имеющую соответствующий спеченный слой твердого материала, покрывающий алмазную частицу коркой и имеющий с ней металлургическую связь.
Присадочный пруток может дополнительно включать в себя множество частиц карбида вольфрама, перемешанных с покрытыми алмазными частицами, причем частицы карбида вольфрама и покрытые алмазные частицы имеют ориентировочно одну и ту же плотность.
Он также может дополнительно содержать частицы нитрида углерода, перемешанные с покрытыми алмазными частицам, а также множество частиц карбида вольфрама, перемешанных с покрытыми алмазными частицами; и сыпучий материал, выбранный из группы, которая включает в себя кобальт, никель, медь, вольфрам, карбид вольфрама и сплавы этих элементов.
Алмазные частицы могут содержать как синтетические, так и природные алмазы.
Еще одним аспектом изобретения является создание способа наплавки твердым сплавом поверхности подложки, характеризующегося тем, что включает в себя следующие операции:
покрытие коркой множества алмазных частиц за счет образования первичных металлургических связей между каждой алмазной частицей и соответствующим материалом наплавки для образования множества индивидуально покрытых коркой алмазных частиц;
спекание каждой покрытой коркой алмазной частицы для установления желательной плотности для каждой покрытой коркой алмазной частицы;
введение покрытых коркой алмазных частиц в полую стальную трубу и уплотнение стальной трубы на каждом из ее концов;
постепенное расплавление стальной трубы для образования расплавленного металла, имеющего диспергированные в нем покрытые коркой алмазные частицы; и
нанесение расплавленного металла и покрытых коркой алмазных частиц на поверхность подложки, кристаллизацию расплавленного металла в контакте с поверхностью подложки для образования вторичных металлургических связей между каждой покрытой коркой алмазной частицей и смежным участком матрицы и третичных металлургических связей между участком матрицы и подложкой.
Дополнительно способ наплавки может включать в себя приготовление смеси спеченных покрытых коркой алмазных частиц и спеченных частиц карбида вольфрама; введение смеси в стальную трубу ранее ее уплотнения, а также перемешивание спеченных покрытых коркой алмазных частиц с сыпучим твердым материалом; введение смеси спеченных покрытых коркой алмазных частиц и сыпучего твердого материала в стальную трубу ранее ее уплотнения.
Предусматривается также ввод в полую стальную трубу частиц нитрида углерода, перемешанных с покрытыми коркой алмазными частицами.
Другой вариант способа наплавки твердым сплавом рабочей поверхности подложки характеризуется тем, что включает в себя следующие операции: покрытие коркой множества алмазных частиц за счет образования множества первичных металлургических связей между первым материалом наплавки и каждой соответствующей алмазной частицей для образования на ней слоя соответствующего твердого материала; спекание слоя первого твердого материала на каждой алмазной частице для установления желательной плотности для покрытых коркой алмазных частиц; перемешивание покрытых коркой алмазных частиц со вторым материалом наплавки; нагрев смеси покрытых коркой алмазных частиц со вторым материалом наплавки для образования расплавленного материала наплавки, имеющего диспергированные в нем покрытые коркой алмазные частицы; и нанесение смеси расплавленного материала наплавки и покрытых коркой алмазных частиц на рабочую поверхность, кристаллизацию расплавленного материала наплавки в контакте с рабочей поверхностью подложки для образования множества вторичных металлургических связей между вторым материалом наплавки и первым материалом наплавки, и множества третичных металлургических связей между вторым материалом наплавки и подложкой.
При этом первый материал наплавки и второй материал наплавки содержат один и тот же металлический сплав.
Нагрев смеси покрытых коркой алмазных частиц со вторым твердым упрочняющим материалом осуществляют с использованием технологии, выбранной из группы, которая включает в себя технологию сварки с использованием трубчатого присадочного прутка, технологии плазменного напыления и газопламенного напыления, а также технологию с использованием жидкого стекла.
Еще одним аспектом изобретения является коническое шарошечное долото для вращательного бурения, имеющее по меньшей мере один венец фрезерованных зубьев, у которого каждый зуб имеет слой наплавки твердым сплавом на каждой поверхности зуба, причем наплавка твердым сплавом включает в себя множество покрытых алмазных частиц, диспергированных в покрытие металлической матрицы и связанных с ней.
Покрытые алмазные частицы могут быть перемешаны с частицами карбида вольфрама.
Слой материала наплавки твердым сплавом содержит от 1 до 75 весовых процентов покрытых алмазных частиц, а слой наплавки твердым сплавом может содержать до 74 весовых процентов частиц карбида вольфрама.
Другой вариант конического шарошечного долота для вращательного бурения характеризуется тем, что включает в себя корпус долота, имеющий верхний краевой участок, приспособленный для соединения с буровой колонной для вращения корпуса долота; несколько опорных рычагов, выступающих из корпуса долота; несколько блоков конических шарошек, число которых равно числу опорных рычагов, установленных с возможностью вращения на соответствующих опорных рычагах, выступающих главным образом в направлении вниз и внутрь относительно опорного рычага; слой наплавки твердым сплавом, образованный на внешней поверхности каждого опорного рычага; причем наплавка твердым сплавом содержит множество покрытых алмазных частиц, диспергированных в покрытии металлической матрицы.
Внешняя поверхность каждого опорного рычага дополнительно имеет нижний затылочный участок; причем на указанном нижнем затылочном участке образован слой наплавки твердым сплавом.
Еще один вариант конического шарошечного долота для вращательного бурения включает в себя корпус долота, имеющий верхний краевой участок, приспособленный для соединения с буровой колонной для вращения относительно продольной оси корпуса долота; несколько смещенных под углом опорных рычагов, образованных в виде единого целого с корпусом долота и свисающих из него, причем каждый из опорных рычагов имеет соединенный с ним шпиндель; конические шарошки, число которых равно числу опорных рычагов, при этом каждая коническая шарошка установлена соответственно на одном из соответствующих шпинделей; слой наплавки твердым сплавом, образованный на одном из участков опорных рычагов и конических шарошек; при этом слой наплавки твердым сплавом включает в себя множество покрытых алмазных частиц, размещенных в покрытии металлической матрицы и металлургически связанных с ним.
Еще один вариант конического шарошечного долота для вращательного бурения включает в себя главным образом конический корпус шарошки, слой наплавки твердым сплавом, нанесенный на внешний участок корпуса шарошки; при этом слой наплавки твердым сплавом имеет множество покрытых алмазных частиц, расположенных в покрытии металлической матрицы и металлургически связанных с ним; причем каждая покрытая алмазная частица содержит собственно алмазную частицу с покрытием из твердого материала, нанесенным на внешней части алмазной частицы; при этом множество металлургических связей образовано между внешней поверхностью каждой алмазной частицы и соответствующим покрытием из твердого материала; причем множество металлургических связей образовано между покрытием металлической матрицы и поверхностью внешнего участка основания и внешней частью кромки.
Объектом настоящего изобретения является также коническая шарошка, которая включает в себя главным образом конический металлический корпус, имеющий слой наплавки твердым сплавом с множеством покрытых алмазных частиц, диспергированных в покрытии металлической матрицы и металлургически связанных с ним.
На фиг. 1 схематично показано увеличенное сечение покрытой алмазной частицы, расположенной в металлической матрице покрытия и связанной с ней в соответствии с первым вариантом настоящего изобретения.
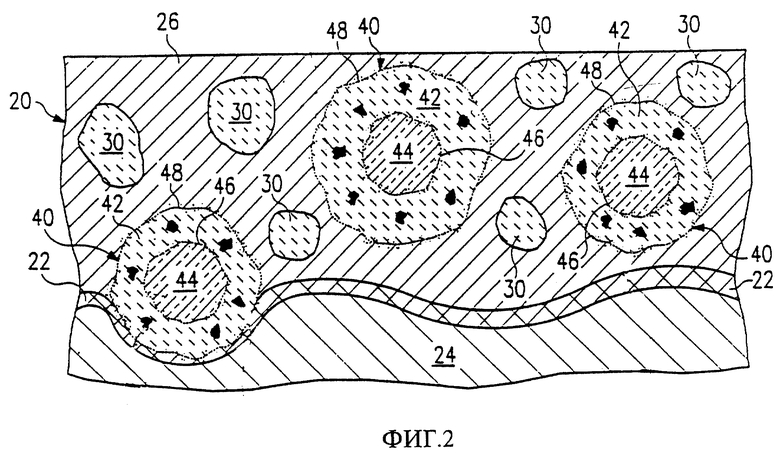
На фиг. 2 схематично показано сечение покрытых алмазных частиц, диспергированных в металлической матрице покрытия и связанных с ней, с образованием наплавки на подложке в соответствии с первым вариантом настоящего изобретения.
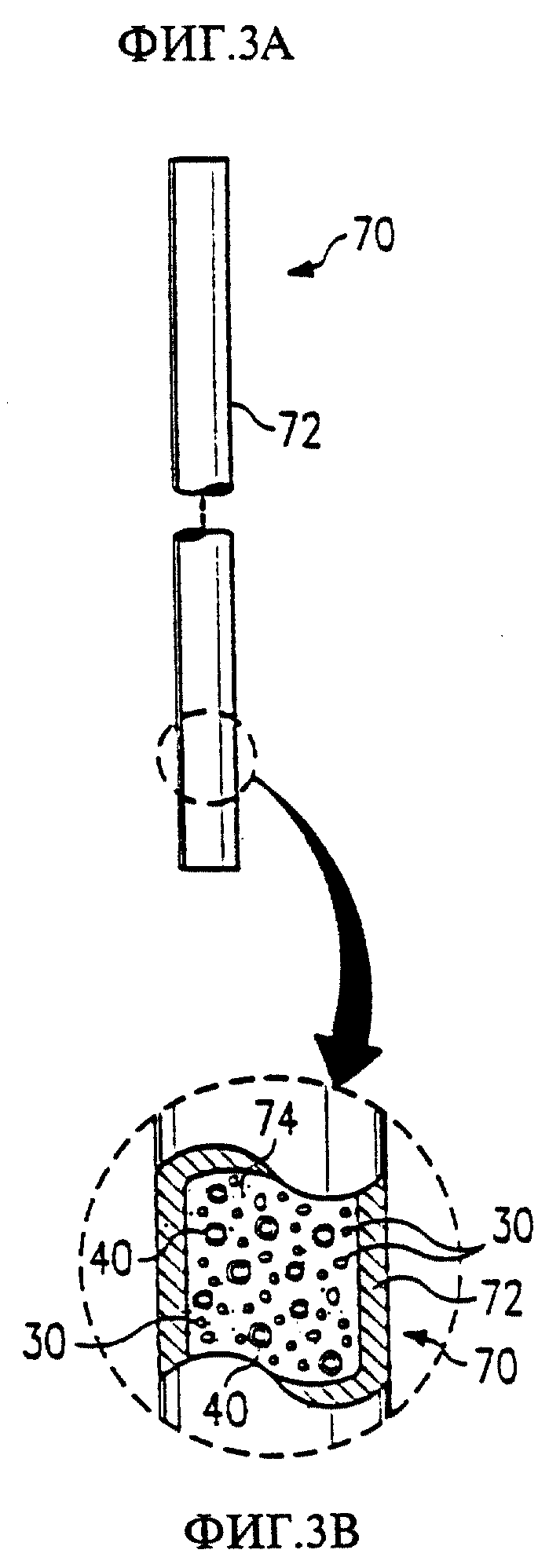
На фиг. 3A и 3B схематично приведены вертикальная проекция и сечение участка полого присадочного прутка с наполнителем, который содержит покрытые алмазные частицы и другие твердые материалы, введенные в него в соответствии с настоящим изобретением.
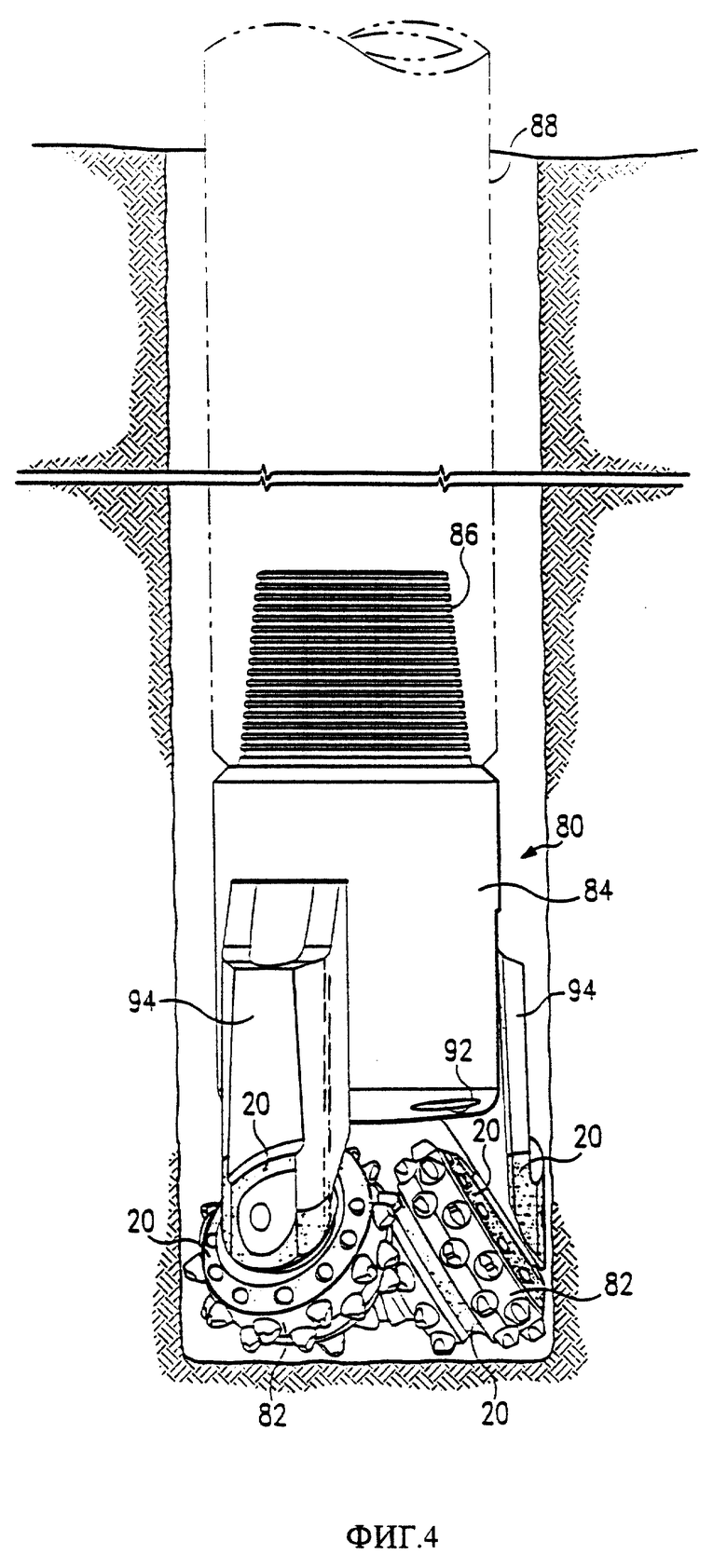
На фиг. 4 схематично показаны вертикальная проекция и сечение бурового долота с наплавкой в соответствии с настоящим изобретением.
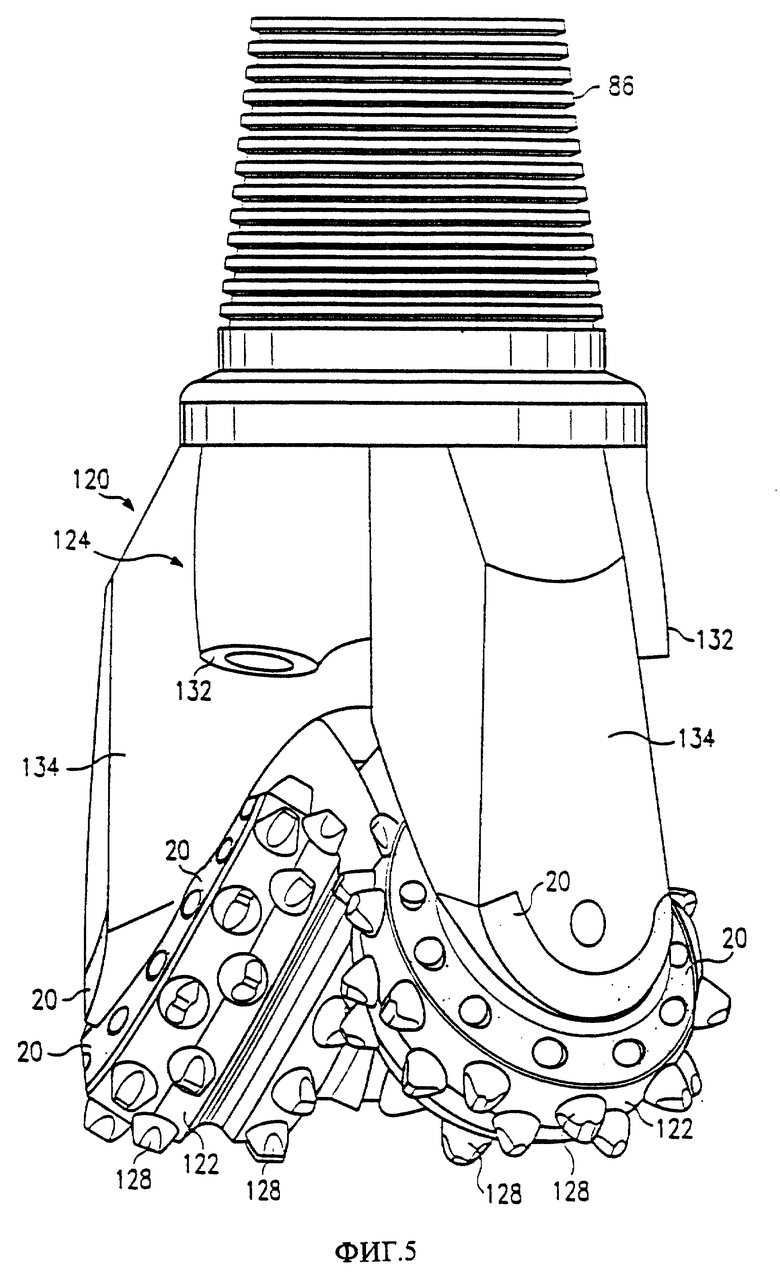
На фиг. 5 приведен вид в изометрии, на котором показан другой тип бурового долота с наплавкой в соответствии с настоящим изобретением.
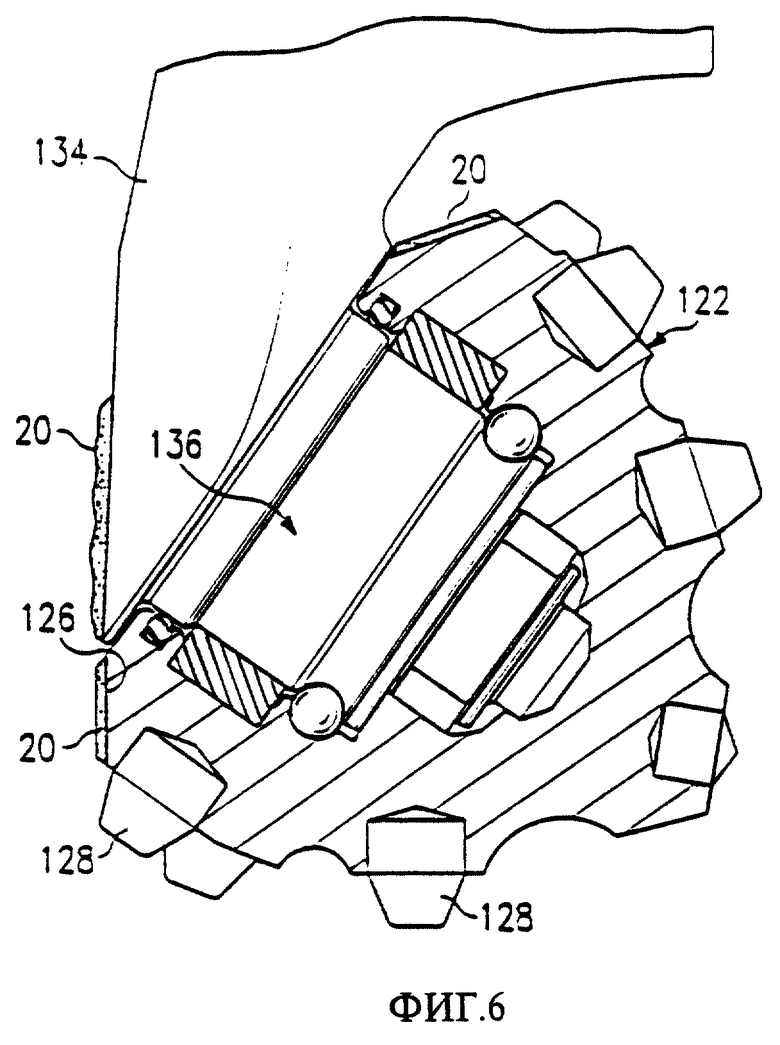
На фиг. 6 приведен вид, частично в сечении и частично в вертикальной проекции, блока конусной шарошки и несущего рычага конусной шарошки фиг. 5, имеющей слои наплавки в соответствии с настоящим изобретением.
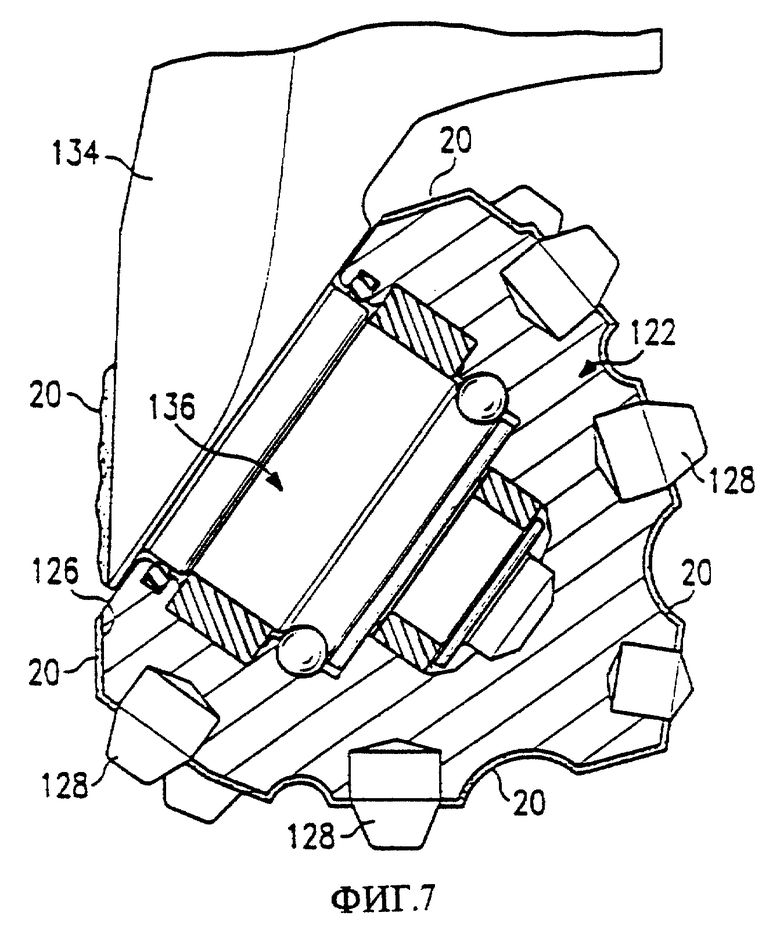
На фиг. 7 приведен вид, частично в сечении и частично в вертикальной проекции, блока конусной шарошки и несущего рычага конусной шарошки фиг. 6, имеющей дополнительные слои наплавки в соответствии с настоящим изобретением.
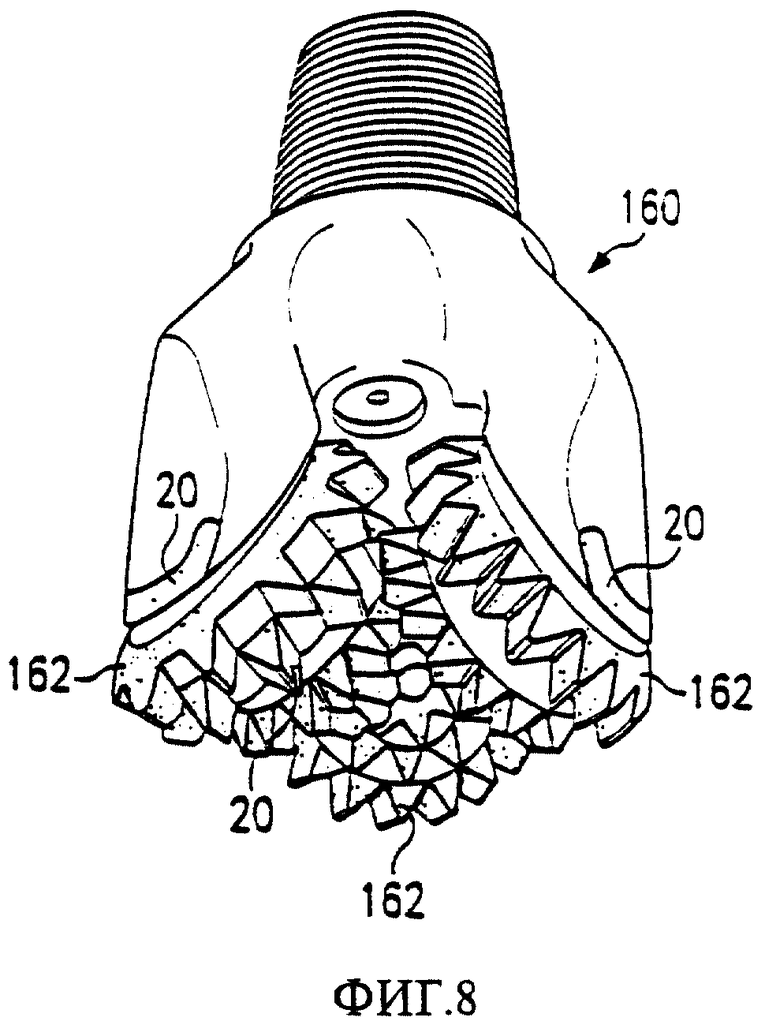
На фиг. 8 схематично показан вид в изометрии конусной шарошки, имеющей фрезерованные зубья со слоями наплавки в соответствии с настоящим изобретением.
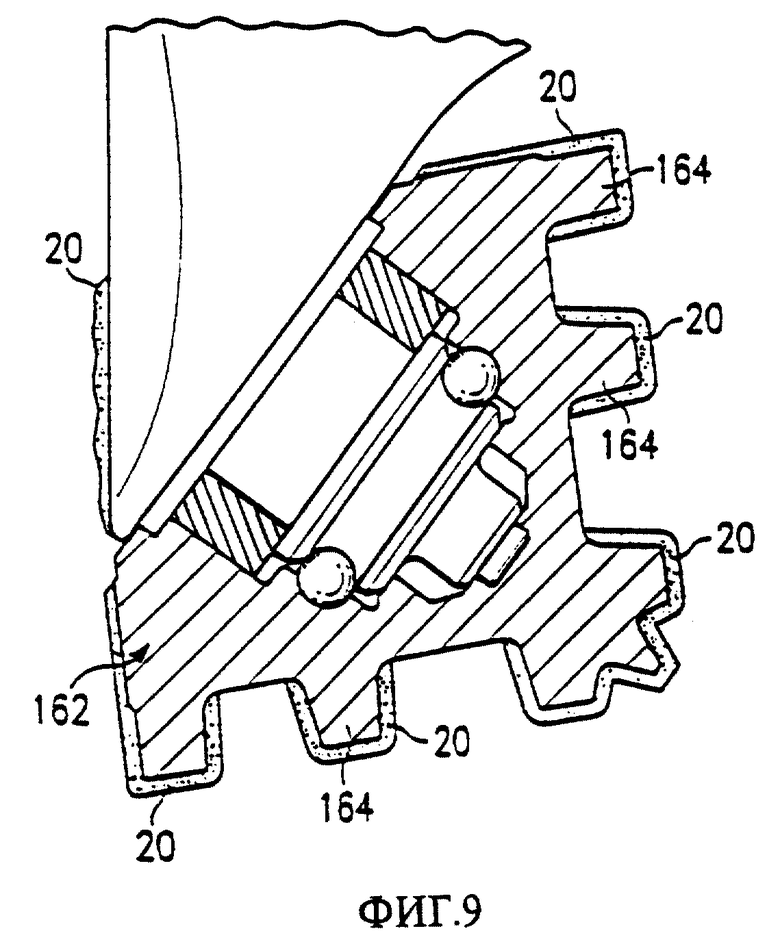
На фиг. 9 приведен вид с увеличением, частично в сечении и частично в вертикальной проекции, несущего рычага и блока конусной шарошки с фрезерованными зубьями, имеющими слои наплавки в соответствии с настоящим изобретением.
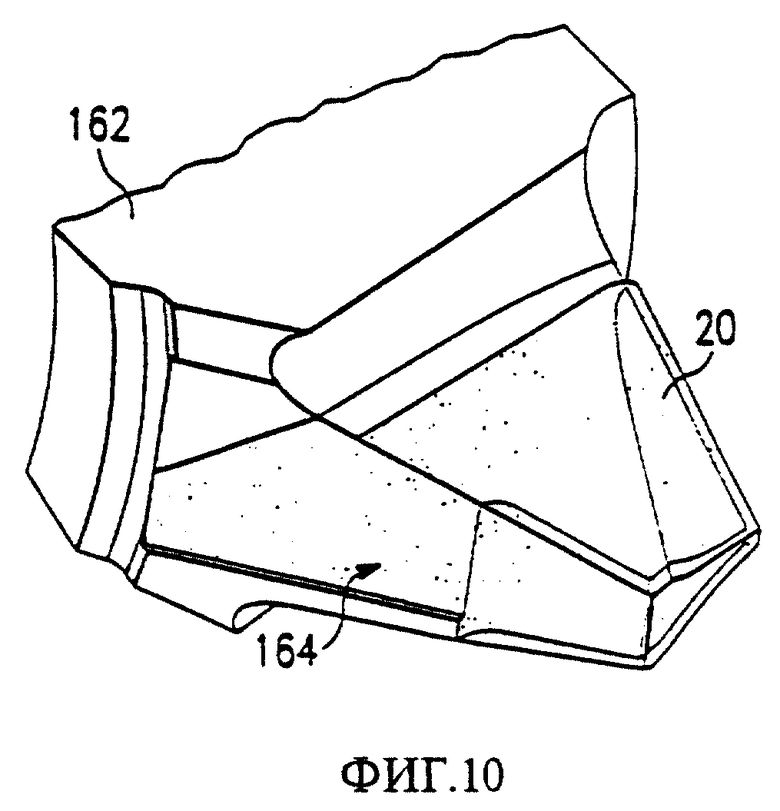
На фиг. 10 приведен вид в изометрии, на котором показан фрезерованный зуб со слоем наплавки в соответствии с настоящим изобретением.
Преимущественные варианты осуществления настоящего изобретения и его преимущества лучше всего могут быть поняты при рассмотрении фиг. 1-10, где одинаковыми позициями показаны одинаковые или аналогичные элементы.
В связи с тем что обработка износостойкого материала является трудоемкой и дорогой, то общеизвестной практикой является формование металлических деталей известной конфигурации с последующей обработкой поверхности за счет прямого упрочнения (с науглероживанием и азотированием) детали или за счет нанесения слоя (за счет наплавки) износостойкого материала на поверхность в зависимости от желательного уровня износостойкости. Для тех условий работы, в которых требуется чрезвычайно высокая износостойкость поверхности металлической детали или подложки, может быть произведена наплавка металлической матрицы покрытия 20, имеющей слой твердого износостойкого материала, образованного в соответствии с настоящим изобретением, на рабочую поверхность 22 для защиты подлежащей подложки 24.
Подложка 24 может быть изготовлена из самых различных сплавов металлов, имеющих желательные металлургические характеристики, такие как обрабатываемость, удельная вязкость, возможность термообработки и коррозионная стойкость. Например, подложка 24 может быть изготовлена из различных стальных сплавов, если в дальнейшем нужно будет изготавливать буровые долота 80, 120 и 160, показанные на фиг. 4, 5 и 8.
Как это обсуждается далее более подробно, металлическая матрица покрытия или наплавка 20 может содержать широкое разнообразие твердых материалов и твердых частиц плюс покрытые алмазные частицы или алмазные шарики 40. Использование твердых материалов и/или твердых частиц для образования металлической матрицы покрытия 20 позволяет создать слой износостойкого материала даже и без добавки покрытых алмазных частиц 40. Однако в соответствии с настоящим изобретением предусмотрено использование покрытых алмазных частиц 40, в результате чего существенно повышается износостойкость и абразивная стойкость металлической матрицы покрытия 20 по сравнению с известной ранее технологией наплавки.
Показанная на фиг. 1 и 2 металлическая матрица покрытия 20 содержит множество частиц карбида 30 и покрытые алмазные частицы 40, встроенные или капсулированные в участок матрицы 26. Участок матрицы 26 может быть образован из различных материалов, в том числе может содержать кобальт, медь, никель, железо и сплавы этих элементов. Иногда участок матрицы 26 именуют также матрицей связки 26.
В соответствии с настоящим изобретением термин "металлическая матрица покрытия" используется для обозначения слоя наплавки твердым сплавом, который наносят на металлическую подложку для защиты подложки от абразивного истирания и/или износа. Различные связки, такие как кобальт, медь, никель, железо и сплавы этих элементов, могут быть использованы для образования участка матрицы или матрицы связки покрытия. В соответствии с настоящим изобретением различные сплавы металлов и керметы, такие как бориды металлов, карбиды металлов, оксиды металлов и нитриды металлов, могут быть использованы как часть металлической матрицы покрытия. Некоторые из наиболее подходящих сплавов металлов и керметов будут обсуждаться далее более подробно.
В соответствии с настоящим изобретением термины "химическая связь" и "металлургическая связь" используются для обозначения мощных сил притяжения, которые удерживают вместе атомы и/или молекулы в кристаллической или металлической структуре.
В соответствии с настоящим изобретением термин "слой металлической матрицы" используется для обозначения слоя твердого материала, который был металлургически связан с внешней частью алмаза или алмазной частицы. Слой металлической матрицы преимущественно образуют из спекаемых материалов, которые содержат сплавы металлов и керметы, такие как бориды металлов, карбиды металлов, оксиды металлов и нитриды металлов. Некоторые из наиболее подходящих сплавов металлов и керметов, которые могут быть использованы для образования слоя металлической матрицы на алмазной частице в соответствии с настоящим изобретением, будут обсуждаться далее более подробно.
В соответствии с настоящим изобретением термин "карбид вольфрама" включает в себя карбид моновольфрама (WC), карбид бивольфрама (W2C) и макрокристаллический карбид вольфрама, а также цементированный или спеченный карбид вольфрама. Спеченный карбид вольфрама обычно изготавливают из смеси порошков карбида вольфрама и кобальта путем прессования смеси порошков с образованием неспеченной прессовки (сырца). Также могут быть использованы порошки различных сплавов кобальта. После этого неспеченную прессовку подвергают спеканию при температурах вблизи точки плавления кобальта для образования плотного спеченного карбида вольфрама.
В зависимости от конкретного применения металлической матрицы покрытия 20 различные типы карбида вольфрама могут быть использованы для образования всей металлической матрицы покрытия или ее части 42 на алмазных частицах 44, частицах карбида вольфрама 30 и/или для образования участка 26 металлической матрицы покрытия 20. Важная характеристика настоящего изобретения заключается в возможности выбора типа твердого материала, который будет создавать желательную износостойкость и стойкость к абразивному износу (истиранию) эффективным, недорогим и надежным образом.
Каждая покрытая алмазная частица 40 содержит слой металлической матрицы 42, который был металлургически связан с внешней частью 46 соответствующей алмазной частицы 44. Покрытые алмазные частицы 40 иногда также называют алмазными шариками. Алмазная частица 44 может быть как синтетическим алмазом, так и природным алмазом. Кроме того, каждая алмазная частица 44 может быть целым алмазом или только частью алмаза. Для некоторых применений алмазные частицы 44 выбирают в диапазоне размеров от 60 до 80 меш.
В зависимости от конкретного вида применения металлической матрицы покрытия или наплавки 20 каждая алмазная частица 44 может иметь размер в одном и том же диапазоне меш. Для других применений покрытые алмазные частицы 40 могут быть образованы из алмазных частиц 44, размеры которых лежат в двух или нескольких диапазонах меш. Результирующие покрытые алмазные частицы 40 будут преимущественно иметь приблизительно одинаковые внешние размеры. Однако за счет включения алмазных частиц 44 различных размеров износостойкость и абразивная стойкость результирующей металлической матрицы покрытия 20 может быть установлена в соответствии с конкретными рабочими условиями подложки 24. Покрытие алмазных частиц 44 может быть произведено с использованием различных технологий, таких как описанные в патенте США N 4770907 "Способ образования абразивных гранул из металла с покрытием" и в патенте США N 5405 573 "Алмазные шарики и сегменты пильных полотен, изготовленные из них".
Твердый материал, использованный для образования слоя металлической матрицы 42, и толщина этого слоя могут изменяться в зависимости от конкретного применения металлической матрицы покрытия 20. Слой 42 преимущественно образован из материала, который может быть спечен для создания относительно плотного слоя, который полностью капсулирует соответствующие алмазные частицы 44. Если слой 42 не нанесен, то алмазные частицы 44 могут быть повреждены за счет воздействия температур, которые требуются для осуществления различных технологий наплавки для связи участка матрицы 26 с поверхностью 22 подложки 24. Капсулирование или плакирование алмазных частиц 44 при помощи слоя 42 защищает соответствующие алмазные частицы 44 от воздействия теплоты, связанной с выбранными процедурами наплавки. Кроме того, при отсутствии слоя 42 алмазные частицы 44 имеют тенденцию к всплыванию на поверхность расплавленных сварочных материалов.
Слой 42 преимущественно спекают после его нанесения на соответствующие алмазные частицы 44. Процесс спекания используют для образования покрытых алмазных частиц 40, имеющих плотность выше или равную плотности участка матрицы 26 в его расплавленном состоянии. Таким образом, за счет этого покрытые алмазные частицы 40 будут однородно диспергированы внутри металлической матрицы покрытия 20 или же будут опускаться (осаждаться) на дно и контактную поверхность 22 подложки 24 в зависимости от плотности, установленной за счет процесса спекания.
Материал, использованный для образования слоя металлической матрицы 42, должен быть металлургически и химически совместим с материалом, использованным для образования участка матрицы 26. Во многих применениях используют один и тот же материал для образования слоя 42 и для образования участка матрицы 26.
Преимущественно образуют металлургические связи между внешней частью 48 каждого слоя металлической матрицы 42 и участком матрицы 26. В результате воздействия металлургической или химической связи покрытые алмазные частицы 40 остаются фиксированными внутри металлической матрицы покрытия 20 до тех пор, пока не произойдет износ твердых материалов участка матрицы 26. Таким образом, в соответствии с настоящим изобретением предлагается надежная фиксация каждой алмазной частицы 44 внутри металлической матрицы покрытия 20.
Металлическая матрица покрытия 20 может быть образована на рабочей поверхности 22 подложки 24 и связана с ней за счет применения различных технологий обычной наплавки карбида вольфрама. В результате применения настоящего изобретения покрытые алмазные частицы 40 могут быть введены в самые разнообразные материалы наплавки без использования каких-либо специальных технологий или процедур.
При многих применениях металлическая матрица покрытия 20 может быть преимущественно нанесена за счет технологии сварки, объединенной с обычной наплавкой. В ходе процесса сварки поверхность 22 подложки 24 нагревают так, чтобы расплавить участки подложки 24 и образовать металлургические связи между участком матрицы 26 и подложкой 24. На фиг. 1 и 2 показана поверхность 22, имеющая различную конфигурацию и ширину, чтобы отразить результаты процесса сварки и результирующую металлургическую связь. В ходе процесса сварки участки слоя металлической матрицы 42 на одной или нескольких алмазных частицах 40 могут быть также металлургически связаны с подложкой 24 у поверхности 22.
Сварка с трубчатым присадочным прутком с использованием ацетиленокислородной горелки (не показана) может быть удовлетворительно использована для образования металлургических связей между металлической матрицей покрытия 20 и подложкой 24 и для образования металлургических связей между участком матрицы 26 и слоем 42. При других применениях технология лазерной сварки может быть использована для образования металлической матрицы покрытия 20 на подложке 24. Как технология сварки с трубчатым присадочным прутком, так и технология лазерной сварки будут описаны далее более подробно.
В некоторых менее тяжелых применениях для образования металлической матрицы покрытия 20 на подложке 24 может быть использована технология плазменного напыления и/или газопламенного напыления, которые объединены с наплавкой карбида вольфрама или с другими видами наплавки. За счет технологии плазменного напыления обычно образуется механическая связь между наплавленным материалом и подложкой. За счет технологии газопламенного напыления также обычно образуется механическая связь между наплавленным материалом и подложкой. При некоторых применениях комбинация технологий плазменного напыления и газопламенного напыления позволяет образовать металлургическую связь между металлической матрицей покрытия 20 и подложкой 24. Как правило, технологии наплавки, которые позволяют получить металлургическую связь, являются более предпочтительными в сравнении с технологиями, которые позволяют получить только механическую связь между металлической матрицей покрытия 20 и подложкой 24.
В некоторых других применениях покрытые алмазные частицы 40 могут быть наклеены или присоединены к поверхности 22 подложки 24 с использованием жидкого стекла. В таком случае различные виды наплавляемых материалов в виде порошка могут быть нанесены на покрытые алмазные частицы 44 для создания участка 26 металлической матрицы покрытия 20. За счет спекания покрытых алмазных частиц 40 с получением желательной плотности металлическая матрица покрытия 20 может быть образована при помощи любой технологии, подходящей для нанесения наплавленного материала на подложку 24, причем покрытые алмазные частицы 40 будут диспергированы по всему объему результирующей металлической матрицы покрытия 20.
Покрытые алмазные частицы 40 обеспечивают очень высокий уровень износостойкости и абразивной стойкости подлежащей подложки 24. Так как окружающий участок матрицы 26 подвергается износу и абразивному истиранию, то открываются (выходят) на поверхность как частицы карбида вольфрама 30, так и покрытые алмазные частицы 40. Присущая вновь открывшимся частицам карбида вольфрама 30 и/или покрытым алмазным частицам 40 высокая износостойкость существенно увеличивает общую износостойкость и стойкость к абразивному истиранию металлической матрицы покрытия 20. Преимущественно покрытые алмазные частицы 40 имеют как металлургическую, так и механическую связь с участком матрицы 26. Без предусмотрения слоя металлической матрицы 42 только относительно слабые механические связи были бы образованы между участком матрицы 26 и алмазными частицами 44.
Отношение перемешанных в металлической матрице покрытия 20 покрытых алмазных частиц 40 к частицам карбида вольфрама 30 может варьировать для обеспечения желательного уровня износостойкости и стойкости к абразивному истиранию подложки 24 в зависимости от предполагаемых рабочих условий. Для некоторых чрезвычайно тяжелых условий эксплуатации отношение покрытых алмазных частиц 40 к частицам карбида вольфрама 30 может быть 10:1. В других условиях эксплуатации это отношение главным образом может быть инверсным. Важным преимуществом настоящего изобретения является возможность изменения объема покрытых алмазных частиц 40 в зависимости от ожидаемых условий эксплуатации.
Присадочный пруток 70, образованный в соответствии с настоящим изобретением для наплавки на подложку 24 с целью защиты поверхности 22 от износа и абразивного истирания, показан на фиг. 3A и 3B. Присадочный пруток 70 преимущественно содержит полую стальную трубку 72, которая закрыта с обоих концов и содержит внутри наполнитель 74. Как часть наполнителя 74 внутри стальной трубки 72 использовано множество покрытых алмазных частиц 40. Каждая из покрытых алмазных частиц 40 содержит алмазную частицу 44, связанную со слоем металлической матрицы 42. Внутри наполнителя 74 с покрытыми алмазными частицами 40 могут быть перемешаны частицы карбида вольфрама 30. Для некоторых применений наполнитель 74 может содержать раскислитель и временную полимерную связку. В качестве примеров раскислителей, которые подходят для использования в соответствии с настоящим изобретением, можно указать различные сплавы железа, марганца и кремния.
Для некоторых применений вес наполнителя 74 может составлять от 70 до 80 процентов от полного веса присадочного прутка, причем вес стальной трубки составляет от 20 до 30 процентов полного веса присадочного прутка. Наполнитель 74 внутри стальной трубки 72 содержит множество покрытых алмазных частиц 40 и частиц карбида вольфрама 30. Для некоторых применений до 5 процентов наполнителя 74 образуют раскислители и временные полимерные связки.
Частью наполнителя 74 являются сыпучие материалы, такие как порошки твердых материалов, выбранных из группы, которая включает в себя вольфрам, ниобий, ванадий, молибден, кремний, титан, тантал, цирконий, хром, иттрий, бор и углерод. Сыпучий материал может также содержать смесь порошков, выбранных из группы, которая включает в себя медь, никель, железо, кобальт и сплавы этих элементов, причем эта смесь использована для образования участка 26 металлической матрицы покрытия 20. В наполнитель 74 могут быть также введены порошки твердых материалов, такие как керметы, выбранные из группы, которая включает в себя бориды металлов, карбиды металлов, оксиды металлов и нитриды металлов. Конкретный состав наполнителя 74 зависит от ожидаемого вида применения металлической матрицы покрытия 20 и от выбранной технологии сварки.
Для некоторых применений смесь покрытых алмазных частиц 40, частиц карбида вольфрама 30 и выбранного материала участка матрицы 26 может быть перемешана с органическим полимером и напылена на поверхность 22 подложки 24. После этого лазер может быть использован для уплотнения и расплавления порошковой смеси на поверхности 22 подложки 24 для образования желательных металлургических связей, как это упоминалось ранее. За счет спекания слоя металлической матрицы 42 с обеспечением желательной плотности достигается диспергирование покрытых алмазных частиц 40 в объеме металлической матрицы покрытия 20. В патенте США N 4 781770 "Процесс лазерной наплавки конусных буровых долот с твердосплавными режущими пластинами" описан процесс, который подходит для использования в соответствии с настоящим изобретением.
В зависимости от типа твердого материала, который использован для образования слоя металлической матрицы 42, могут быть использованы различные процессы и процедуры спекания для установления желательной плотности результирующих покрытых алмазных частиц 40. Кроме того, соотношение материалов, использованных для образования слоя металлической матрицы 42, может варьировать для обеспечения желательной плотности. Например, в том случае, когда слой металлической матрицы 42 образован из карбида вольфрама, то тогда процентное содержание вольфрама может быть увеличено для создания более плотного или тяжелого слоя 42. Альтернативно процентное содержание карбида может быть увеличено для создания более легкого или менее плотного слоя 42.
В том случае, когда покрытые алмазные частицы 40 перемешаны с частицами карбида вольфрама 30, то преимущественно как частицы 40, так и частицы 30 имеют одинаковую плотность. Одним из технических преимуществ настоящего изобретения является возможность изменения плотности и материалов, объединенных со слоем металлической матрицы 42, для обеспечения совместимости с частицами карбида вольфрама 30 и/или с участком 26 металлической матрицы покрытия 20. Для некоторых применений покрытые алмазные частицы 40 спекают с использованием технологии изостатического горячего прессования при температурах около 1300o F. Само собой разумеется, что тип спекания, в том числе давление и температура, могут варьировать в зависимости от материалов, выбранных для образования слоя металлической матрицы 42 и участка матрицы 26.
Слой металлической матрицы 42 может быть нанесен на каждую из покрытых алмазных частиц 44 с использованием различных технологий, таких как гранулирование, химическое осаждение из газовой фазы, физическое осаждение из газовой фазы и/или химическое покрытие. Соответствующие процедуры нанесения покрытия зависят от материалов, использованных для образования слоя металлической матрицы 42, и выбираются так, чтобы обеспечить образование металлургической связи между внешней поверхностью 48 каждой из покрытых алмазных частиц 44 и результирующим слоем металлической матрицы 42.
Кроме использования в виде присадочного прутка 70, покрытые алмазные частицы 40, частицы карбида вольфрама 30 и выбранные материалы участка матрицы 26 могут быть использованы в виде непрерывного сварочного прутка или сварочного троса (не показан). Кроме технологии сварки с использованием ацетиленокислородной горелки, для нанесения металлической матрицы покрытия 20 на поверхность 22 подложки 24 с успехом могут быть использованы технологии атомно-водородной сварки и дуговой сварки вольфрамовым электродом в среде инертного газа (TIG).
Наплавка металлической матрицы покрытия 20 в соответствии с настоящим изобретением может быть использована для самых различных стальных деталей и подложек. Например, наплавка 20 может быть использована для конусных шарошек, для буровых долот с фиксированными ножами, для керновых буровых долот, для раздвижных буровых расширителей, для буровых расширителей и для блоков поглощения удара. Наплавка 20 в соответствии с настоящим изобретением может быть использована и для других инструментов в различных областях техники и не ограничивается случаем скважинных инструментов в нефтяной и газовой промышленности. На фиг. 4 -10 в качестве примера, не имеющего ограничительного характера, показаны слои наплавленного материала 20, образованные в соответствии с настоящим изобретением на различных типах конусных шарошек и на объединенных с ними блоках конусных ножей.
Режущее действие или буровое действие бурового долота 80, 120 и 160 получают в том случае, когда режущие конусные блоки 82, 122 и 162 катятся по дну скважины за счет вращения бурильной колонны. Режущие конусные блоки 82, 122 и 162 могут именоваться "конусными шарошками". Результирующий внутренний диаметр скважины установлен за счет комбинированного внешнего или калибрующего диаметра режущих конусных блоков 82, 122 и 162. Режущие конусные блоки 82, 122 и 162 закреплены в шпинделе при помощи обычной шариковой системы крепления, которая содержит множество шариков в обойме подшипника.
Конусные шарошки 80, 120 и 160 обычно изготавливают из прочного и пластичного стального сплава, имеющего высокую прочность, хорошую ударную вязкость и приемлемую обрабатываемость. Такие стальные сплавы не обеспечивают долговременную стабильность режущих поверхностей и режущих кромок соответствующих режущих конусных блоков 82, 122 и 162, так как такие стальные сплавы подвержены быстрому износу при скважинных операциях бурения. Для увеличения скважинного срока службы соответствующих конусных шарошек 80, 120 и 160, наплавка или металлическая матрица покрытия 20 может быть нанесена на затылочные поверхности, тыльные поверхности, фрезерованные зубья и/или режущие пластины (вставки), объединенные с соответствующими буровыми долотами. Металлическая матрица покрытия 20 может быть нанесена на любые другие участки буровых долот 80, 120 и 160, которые подвержены интенсивному износу и абразивному истиранию в ходе скважинных операций бурения. При некоторых применениях главным образом вся внешняя поверхность каждого режущего конусного блока 82, 122 и 162 может быть покрыта металлической матрицей покрытия 20.
Буровое долото 80 содержит корпус долота 84, приспособленный для присоединения при помощи своего штырькового или резьбового соединения 86 к нижнему концу вращающейся бурильной колонны 88. Резьбовое соединение 86 и соответствующее резьбовое соединение бурильной колонны устроены таким образом, что допускают вращение бурового долота 80 при приведении во вращение бурильной колонны 88 на поверхности скважины (не показано). Корпус долота 84 содержит проход (не показан), который позволяет пропускать буровой раствор и прочее при бурении вниз через бурильную колонну. Буровой раствор выходит через сопло 92 и направляется к основанию скважины, а затем отводится наверх через каналы между стенкой скважины и бурильной колонной, унося с собой отходы бурения.
От каждого корпуса долота 84 отходят три главным образом одинаковых рычага 94. На фиг. 4 показаны только два рычага 94. Нижний концевой участок каждого рычага 94 снабжен ведущим штифтом или шпинделем (не показан), который поддерживает с возможностью вращения главным образом конический режущий блок 82.
Показанное на фиг. 5 буровое долото 120 содержит корпус долота 124, образованный несущими рычагами 134. Корпус долота 124 также имеет сопла 132. Резьбовое соединение 126 может быть использовано для присоединения бурового долота 120 к вращающейся бурильной колонне.
На фиг. 6 и 7 показаны блоки режущих конусов 122, которые установлены с возможностью вращения на шпинделе 136, выступающем из нижнего участка каждого несущего рычага 134.
Как это показано на фиг. 5, 6 и 7, наплавка твердым сплавом 120 может быть произведена на внешней поверхности несущих рычагов 134, смежной с соответствующими блоками режущих конусов 122. Этот участок несущих рычагов 134 может быть также назван "затылочной поверхностью". Наплавка твердым сплавом 20 может быть также образована на тыльной поверхности или поверхности калибрующего кольца 126 каждого конусного режущего блока 122. Как это показано на фиг. 7, внешняя поверхность конусного режущего блока 122 может дополнительно иметь наплавку 20 везде, кроме режущих пластин 128.
Показанная на фиг. 8 конусная шарошка 160 аналогична показанной на фиг. 5 конусной шарошке 120. Принципиальное отличие конусной шарошки 160 от шарошки 120 заключается в том, что в режущих конусных блоках 122 используются режущие пластины (вставки) 128, а в режущих конусных блоках 162 используются фрезерованные зубья 164.
Фрезерованные зубья 164 в каждом из режущих конусных блоков 162 стоят рядами вдоль наклонной поверхности каждого из соответствующих конусов 162. Ряд, ближайший к несущему рычагу каждого режущего конусного блока 162, именуется задним или калибрующим рядом. Как это показано на фиг. 9 и 10, в соответствии с настоящим изобретением металлическая матрица покрытия 20 преимущественно нанесена на внешнюю часть каждого фрезерованного зуба 164.
Несмотря на то что был описан предпочтительный вариант осуществления изобретения, совершенно ясно, что в него специалистами в данной области могут быть внесены изменения и дополнения, которые не выходят, однако, за рамки приведенной далее формулы изобретения.
Изобретение относится к нефтяной и газовой промышленности, а именно к буровому инструменту с наплавкой твердым сплавом. Наплавка твердым сплавом для защиты поверхностей износа буровых долот и других скважинных инструментов содержит покрытые алмазные частицы, диспергированные в металлической матрице покрытия и связанные с ней. Слой на алмазных частицах может быть образован из таких материалов и сплавов, как частицы карбида вольфрама, карбида вольфрама/кобальта и керметы, такие как карбиды металлов и нитриты металлов. Покрытые алмазные частицы преимущественно спечены и имеют главным образом сферическую форму (форму шариков). Покрытые алмазные частицы предварительно перемешивают с выбранными материалами, так что за счет сварки и охлаждения образуется металлургическая связь и механическая связь в объеме металлической матрицы покрытия. Присадочный пруток получают за счет введения смеси покрытых алмазных частиц, а также твердых частиц, таких как частицы карбида вольфрама/кобальта, и сыпучего материала наполнителя в стальную трубку. Наплавку твердым сплавом подложки производят за счет постепенного расплавления присадочного прутка на выбранной поверхности подложки с последующей кристаллизацией расплавленного материала, после чего образуется желательная наплавка с покрытыми алмазными частицами, диспергированными в наплавленном материале на поверхности подложки. Повышается надежность и долговечность. 12 с. и 27 з.п. ф-лы, 10 ил.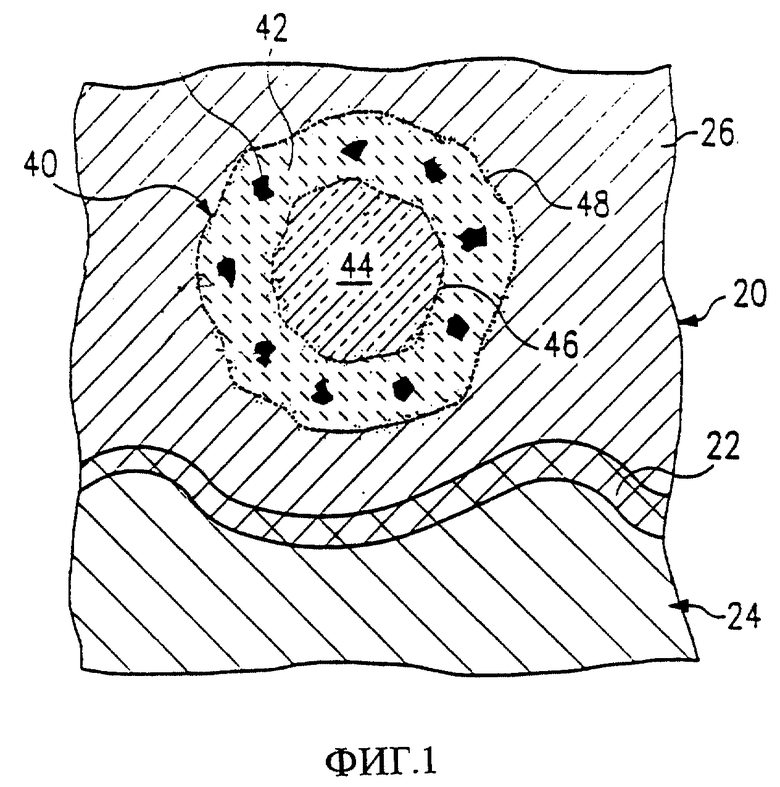
| КОРНЕЕВ К.Е., ПАЛИЙ П.А | |||
| Буровые долота | |||
| Справочник | |||
| - М.: Недра, 1965, с | |||
| Коридорная многокамерная вагонеточная углевыжигательная печь | 1921 |
|
SU36A1 |
| Способ упрочнения поверхности детали | 1990 |
|
SU1790471A3 |
| US 4679640 A, 14.07.1987 | |||
| Способ наплавки твердых сплавов тина Вокар или Стеллит на рабочую часть инструмента для вращательного бурения | 1932 |
|
SU33493A1 |
| Алмазная буровая коронка | 1984 |
|
SU1353886A1 |
| Способ изготовления матрицы алмазной буровой коронки | 1986 |
|
SU1451252A1 |
| Способ наплавки износоустойчивых сплавов | 1949 |
|
SU92002A1 |
| Способ наплавки на заготовку слоя износостойкого сплава | 1975 |
|
SU558753A1 |
| Способ получения поликристаллического алмазного материала | 1974 |
|
SU549935A1 |
| Способ изготовления алмазного инструмента | 1981 |
|
SU990423A1 |
| Способ изготовления алмазной буровой коронки | 1982 |
|
SU1110888A1 |
| Способ изготовления алмазного инструмента | 1960 |
|
SU132970A1 |
| Состав для металлизации алмазов | 1977 |
|
SU614934A1 |
| 0 |
|
SU286106A1 | |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Устройство станционной централизации и блокировочной сигнализации | 1915 |
|
SU1971A1 |
| Порошковый электродный материал | 1974 |
|
SU466959A1 |
| Плавящийся электрод и способ его изготовления | 1989 |
|
SU1625636A1 |
| СПОСОБ ПОЛУЧЕНИЯ АЛМАЗОСОДЕРЖАЩЕГО МАТЕРИАЛА | 1992 |
|
RU2036779C1 |
| US 3871840 A, 18.03.1975 | |||
| US 5051112 Al, 24.09.1991 | |||
| US 4770907 A1, 13.09.1988 | |||
| US 5405573 A, 11.04.1995 | |||
| US 4262761 Al, 21.04.1981 | |||
| US 3841852 A, 15.10.1974 | |||
| КОРНИЛОВ Н.И | |||
| и др | |||
| Породоразрушающий инструмент для геологоразведочных скважин., Справочник | |||
| - М.: Недра, 1979, с | |||
| Ледорезный аппарат | 1921 |
|
SU322A1 |

