В предлагаемой машине для изготовления проволочных гвоздей изобретатель имеет целью дать станок большой производительности при использовании возможно малой площади мастерской и минимума обслуживающего станок рабочего персонала; для достижения этой цели изобретатель применил сдвоенный тип станка, расположенный симметрично по отношению к центральному рабочему валу, увеличил число штамповальных приспособлений, доведя их до 6 на каждой стороне станка, а для автоматичности дальнейшей передачи готовых изделий применил транспортеры. Таким образом, теоретически, один такой станок должен заменить 12 штук одноштамповочных станков, применяемых обычно в этих работах.
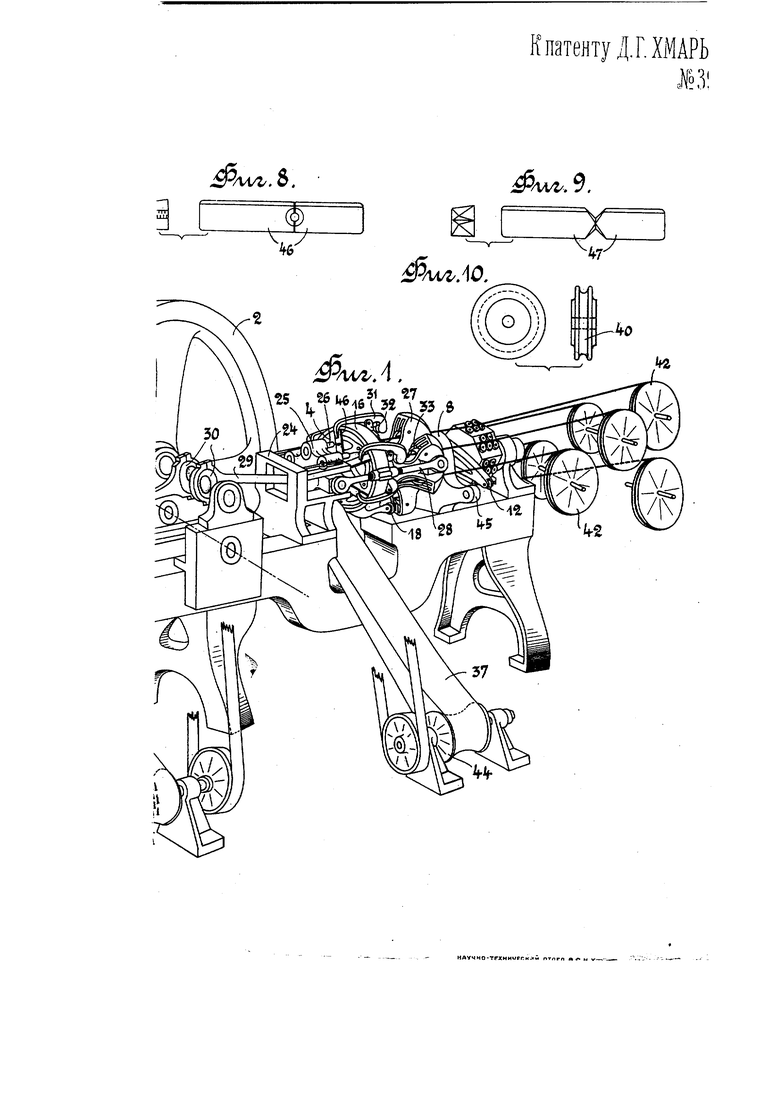
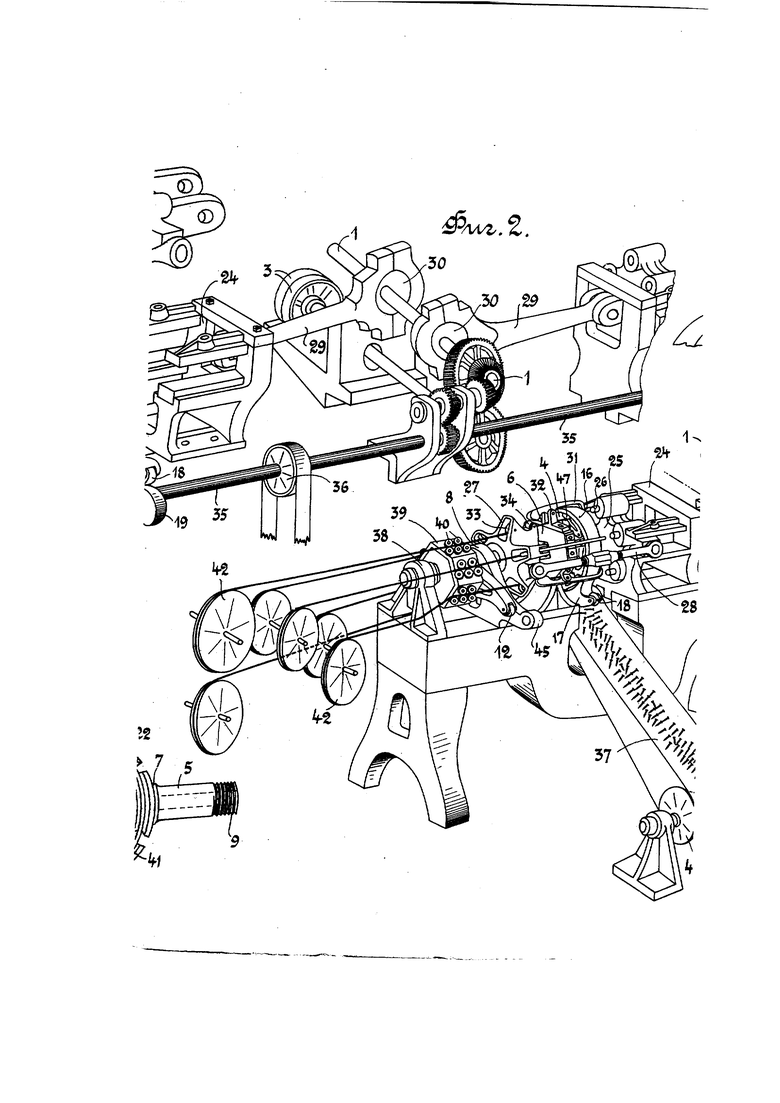
На прилагаемых чертежах фиг. 1 изображает перспективный вид станка, фиг. 2 - такой же вид половины рабочей части станка в более увеличенном масштабе и фиг. 3 -10 дают детализацию этих рабочих частей станка.
Вся машина (фиг. 1, 2) представляет из себя сдвоенный станок, работающий от общего рабочего вала 1 с маховым колесом 2, приводимого в движение от иживов 3 при помощи ряда зубчатых
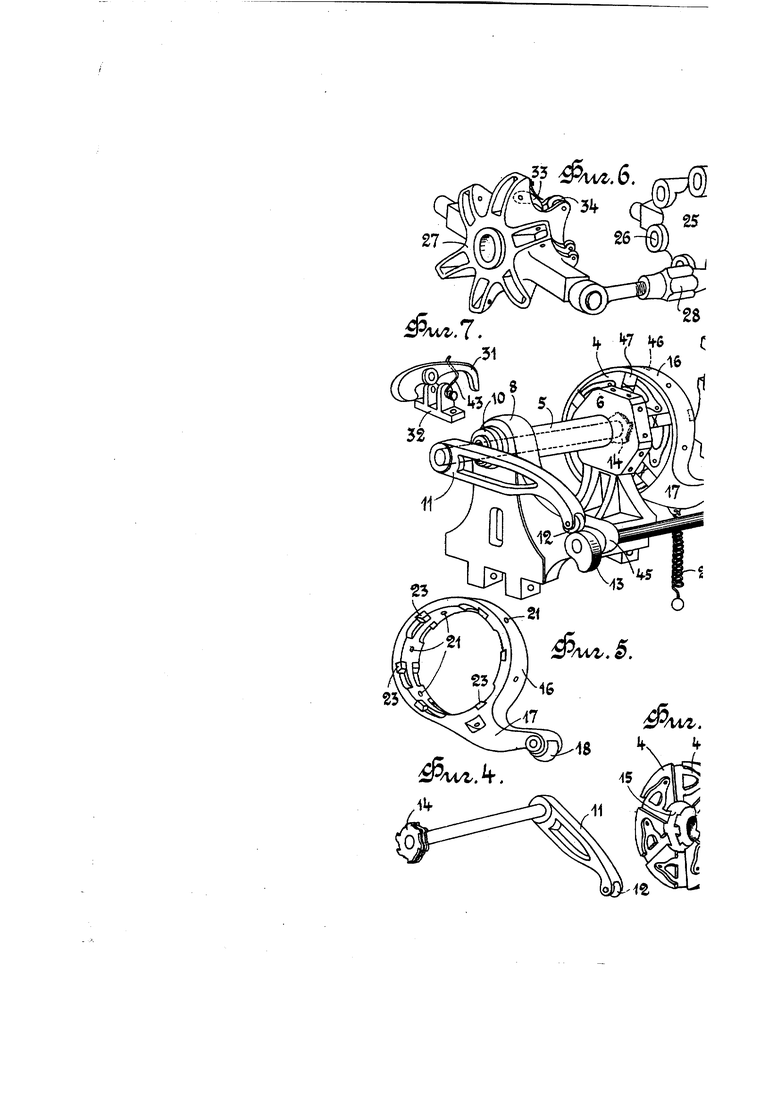
шестерен. В центре каждой половины машины расположен матричный патрон 4 (фиг. 1, 2) с рабочим инструментом, состоящим из шести комплектов зажимных шек 46 (фиг. 8, 1 и 2) и такого же количества завостривающих и отсекающих щек 47 (фиг. 9, 1 и 2). Матричный патрон, представленный на фиг. 3 в перспективе, составляет одно целое с трубкой 5, которая служит для укрепления патрона в бабке станка, в одном подшипнике которой 6 (фиг. 1 и 2) трубка удерживается своим заплечиком 7, а сзади другого подшипника 8 (фиг. 1 и 2) - конец трубки 9 подтянут двойной гайкой 10 (фиг. 2). Через канал трубки проходит валик (фиг. 4), на одном конце которого укреплен рычаг 11 (фиг. 4 и 2) с роликом 12 (фиг. 4, 2 и 1), нажимающим на кулак 13 (фиг. 2); на другом конце валика укреплено двойное колесико 14 (фиг. 4) с шестью выступами по окружности на каждом. Это колесико входит в центральное отверстие 15 матричного патрона, на который сверху, по окружности, одет хомут 16 (фиг. 1, 2 и 5) с рычагом 17, с роликом 18, нажимаемым на кулак 19 спиральной пружиной 20. Хомутик
(фиг. 5) сцеплен с матричным патроном при помощи болтиков 21, скользящих своими концами в заточке 22 (фиг. 3), сделанной по ободу патрона. С внутренней стороны хомутика (фиг. 5), по обоим обрезам его, имеется по шести вырезов, в концы которых вставлены стальные плашки 23.
С одной стороны матричного патрона, в параллелях 24 (фиг. 1 и 2), укрепленных к станине станка, расположена подвижная на цапфах штамповочная бабка 25 (фиг. 1 и 6) с шестью штампами 26; с другой стороны, в промежутке между подшипниками бабки б и 8 (фиг. 1 и 2) на трубку 5 насажен подаватель проволоки 27, связанный стяжками 28 в одну систему со штамповочной бабкой. Штамповочная бабка и подаватель приводятся в движение шатуном 29 (фиг. 1 и 2) от эксцентрика 30, насаженного на рабочий вал 1 станка.
Ближайший к матричному патрону подшипник бабки 6 ограничен шестью гранями, на которых укреплены отталкиватели, состоящие из рычагов 31 (фиг. 1 и 7), качающихся на осях в кронштейнах 32, привинченных к граням подшипника.
Подаватель проволоки состоит из корпуса 27 (фиг. 6 и 1) с шестью коробчатыми ребрами, расположенными радиально; в коробках ребер, на осях, расположены собачки 33, подающие под давлением плоских пружин проволоку упором своего острого конца и ролики 34, служащие для отклонения отталкивателей в момент выбрасывания готовых изделий из матричного патрона.
По одной стороне станка, вдоль станины, проходит распределительный вал 35 (фиг. 2), сцепленный с рабочим валом станка шестеренками; на каждой половине вала укреплены два кулака, из коих первый 13 (фиг. 2), действием на рычаг И, вращает колесико 14 (фиг. 4), а второй 19 (фиг. 2), рычагом 17 качает хомутик 16 (фиг. 5) матричного патрона; на том же валу имеются два шкива 36, приводящие в движение ленты 37 (фиг. 1) транспортеров при помощи роликов 44.
Конечная бабка станка 38 (фиг. 1) несет выправитель проволок 39, состоящий из шестигранного барабана, на каждой стороне которого, в двух рядах укреплены в шахматном порядке пять желобчатых роликов 40 (фиг. 1 и 10), служащих для выпрямления проволоки во время подачи ее в станок. Рабочий инструмент вставляется в радиальные каналы, сделанные с той и другой стороны в матричном патроне (фиг. 3), причем со стороны штамповочной бабки ставятся зажимные щеки 46 (фиг. 8), а со стороны подавателя - завостривающие щеки 47 (фиг. 9). Каждый инструмент состоит из двух плашек, концы которых находятся под одновременным действием или выступов колесика 14 (фиг. 4) и плашек 23 (фиг. 5) хомутика 16, или впадин того и другого; в первом случае щеки сжимаются, а во втором отжимаются действием пружин, расположенных в углублениях 41
(фиг. 3) матричного патрона.
Подготовка станка к работе заключается в том, что концы проволоки, намотанной на чугунные колеса 42 (фиг. 1), располагаемые по концам станка в особых стойках, пропускаются чрез выпрямительные ролики 40 под собачки 33 подавателя 27. При каждом обороте рабочего вала станка, от действия эксцентриков 30, система „подаватель-штамповочная бабка 27, 25 (фиг. 1 и 6) имеет двойное поступательное движение вперед и назад; при первом движении, в сторону рабочего вала, собачки подавателя упором в проволоки подадут их чрез отверстия завостривающих щек 47 в матричный патрон настолько, чтобы концы проволок немного выдавались за зажимные щеки 46, причем проволока с усилием протягивается чрез выпрямительные ролики 40, а если в матричном патроне имелись готовые изделия, то они выталкиваются из матричного патрона концами подающихся проволок. При обратном движении „системы -подаватель 27 отойдет в сторону выправительной бабки 38, причем проволоки, зажатые в роликах, останутся на месте, штамповочная бабка 25 приблизится к матричному патрону и в то же время кулаки 13 и 19, действием на рычаги 11 и 17, повернут колесико 14 и хомутик 16 так, что выступы того и другого нажмут на концы рабочих плашек, вследствие чего вставленные в матричный патрон концы проволок одновременно сильно зажмутся в местах под шляпками щеками 46 и обрежутся и завострятся щеками 47. Штамповочная бабка, ударом по концам зажатых отрезков проволок, отщтампует головки гвоздей. При следующих оборотах вала указанный цикл работ повторяется.
Для предупреждения разлета выбрасываемых изделий, при выталкивании их концами проволок, и для направления их на ленту транспортера 37 (фиг. 1), служат отталкиватели 31 (фиг. 1 и 7), которые, к моменту выбрасывания изделий, действием роликов 34 (фиг. 1 и 6) наклонятся своими концами до уровня рабочих отверстий инструмента и задержат вылет изделий; готовые изделия падают на ленту 37 (фиг. 1) транспортера. Транспортеры переносят гвозди на грохот для отсейки от обсечек и мусора, после чего гвозди также при помощи механического транспортера передаются в очистительный барабан в следующий цех.
Транспортеры приводятся в движение от шкивов 36 (фиг. 2), сидящих на распределительном валу 35 (фиг. 2).
ПРЕДМЕТ ИЗОБРЕТЕНИЯ.
1. Машина для изготовления проволочных гвоздей из нескольких проволок, характеризующаяся совокупным применением: а) матричного патрона 4 (фиг. 3, 2 и 1), несущего комплект зажимных щек 46 (фиг. 1 и 8), завостривающих и отсекающих щек 47 (фиг. 1 и 9), сжимающихся посредством колесика 14 (фиг. 2 и 4), с выступами, рычага 11, кулака 13 (фиг. 2), а также хомута 16 (фиг. 1, 2 и 5) с выступами 23, рычага 17, кулака 19 (фиг. 2) на распределительном валу 35 с передачей от главного вала 1; б) штампа для образования щляпок, состоящего из корпуса 25 (фиг. 1 и 6), двигающегося в параллелях 24 (фиг. 1 и 2) посредством шатуна 29 (фиг. 1 и 2) от эксцентрика 30 на главном валу 1 (фиг. 1 и 2); в) подавателя, связанного со штампом стяжками 28 (фиг. 1 и 6) и состоящего из корпуса 27 (фиг. 1 и 6) с подающими собачками 33 и роликами 34, действующими на отталкиватели и г) отталкивателей, состоящих из рычагов 31 (фиг. 1 и 7), качающихся на валиках с пружинами 43 в кронштейнах 32, привернутых к бабке 6.
2.При указанной в п. 1 машине применение выправителя для проволок, состоящего из барабана 39 (фиг. 1) с комплектом выпрямляющих роликов 40 (фиг. 1 и 10).
3.При указанной в п. 1 мащине применение ленточного транспортера для приема готовых гвоздей, состоящего из ленты 37 на роликах 44, вращаемых от распределительного вала 35 (фиг. 2) шкивами 36,
4.Форма выполнения указанной в п. 1 машины в спаренном виде, отличающаяся применением симметричного двухстороннего расположения рабочих механизмов на общей станине (фиг. 1).
к патенту д. г. ХМАРЬ
3
ЛЛ/l.S.
л.9. . 47
/u.2.
