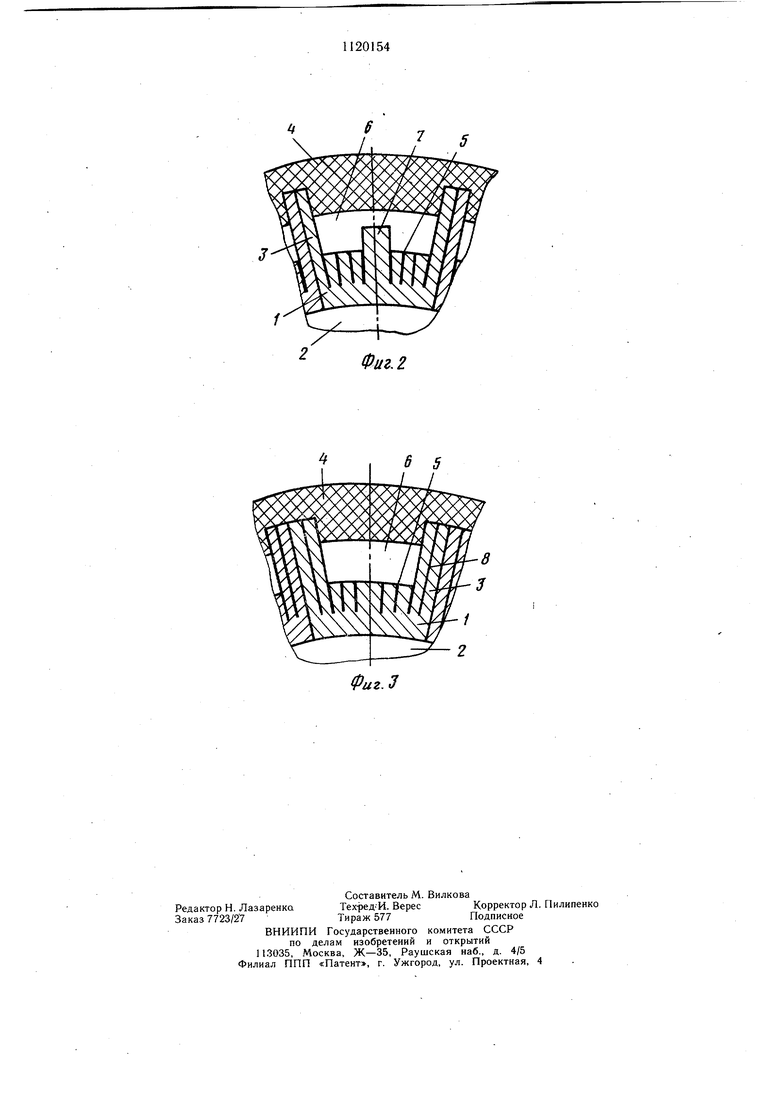
Изобретение относится к металлургии, в частности к металлическим охлаждаемым тиглям для плавки металлов. Известны металлические охлаждаемые разрезные тигли для индукционной плавки, содержащие продольные секции, электрически изолированные друг от друга в зоне индуктора 1. Однако в этих тиглях из-за большой площади соприкосновения расплава с металлической стенкой тигля тепловые потери от расплава весьма велики. В то же время при толщине стенки секции тигля более 1,5 глубины проникновения тока в материал секции весьма велики и электрические потери в тигле. Известен металлический охлаждаемый тигель для индукционной плавки, состоящий из продольных секций с полостями охлаждения, электрически изолированных друг от друга в зоне индуктора и имеющих на внутренней стенке тигля зубцы, разделенные пазами, заполненными электроизоляционным материалом с толщиной зубцов меньше двух глубин проникновения тока в материал тигля 2., Однако известная конструкция не обеспечивает получение расплава высокого качества из-за наличия контакта по большой площади расплава с электроизоляцией пазов. Целью изобретения является повышение качества металла. . Эта цель достигается тем, что в металлическом охлаждаемом тигле для индукционной плавки, состоящем из продольных секций с полостями охлаждения, электрически изолированньгх одна от другой в зоне индуктора и имеющих на внутренней стейке тигля зубцы, разделенные пазами, заполненными электроизоляционным материалом с толщиной зубцов двух глубин проникновения тока в материал тигля, каждый паз имеет дно. обращенное внутрь тигля. причем толщина дна составляет 0,3-1,5 упомянутой глубины проникновения тока. На фиг. I показана секция тигля с пазами в обращенной к .садке поверхности рабочей стенки, .горизонтальное сечение; на фиг. 2 - то же, горизонтальное сечение со ступенчатой формой, обращенной к охлаждающей среде поверхности рабочей стенки; на фиг. 3 - то же, аналогичное сечение с прорезями в боковых стенках. Секция состоит из рабочей стенки 1, примыкающей к садке 2, и боковых стенок 3. с тыльной стороны секции в металлических стенках имеют разрыв, заполненный электроизоляционным материалом 4. Деталь у соседних секций объединена в единую обечайку. Рабочая стенка секции имеет пазы (прорези), несущие электроизоляцию 5. На фиг. 2 показана ступенчатая форма обращенной к охлаждающей среде 6 поверхности 7 рабочей стенки секции. В боковых стенках 3 секции имеются пазы (прорези), заполненные электроизоляцией 8 (фиг. 3). Толщина дна пазов выбирается не более 1,5 глубины проникновения тока в материал стенки тигля, так как при большем значении этих параметров резко возрастают электрические потери. Нижнее значение рассматриваемых параметров равно 0,3 глубины проникновения тока, так как дальнеищее их уменьшение ведет к увеличению трудоемкости изготовления тигля и технологическим трудностям, не принося заметного снижения электрических потерь. Предлагаемый тигель работает следующим образом. При наведении магнитного поля индуктора тигель пронизывается вертикальным магнитным потоком. Благодаря предлагаемой конфигурации сечения секций тигля он практически прозрачен для ориентированного вертикального магнитного поля, и это поде не вызывает существенных потерь энергии в нем. Садка не контактирует с электроизоляЦией пазов, и последняя не засоряет расплавленный металл. Экономический эффект достигается путем повышения качества выплавляемого металла.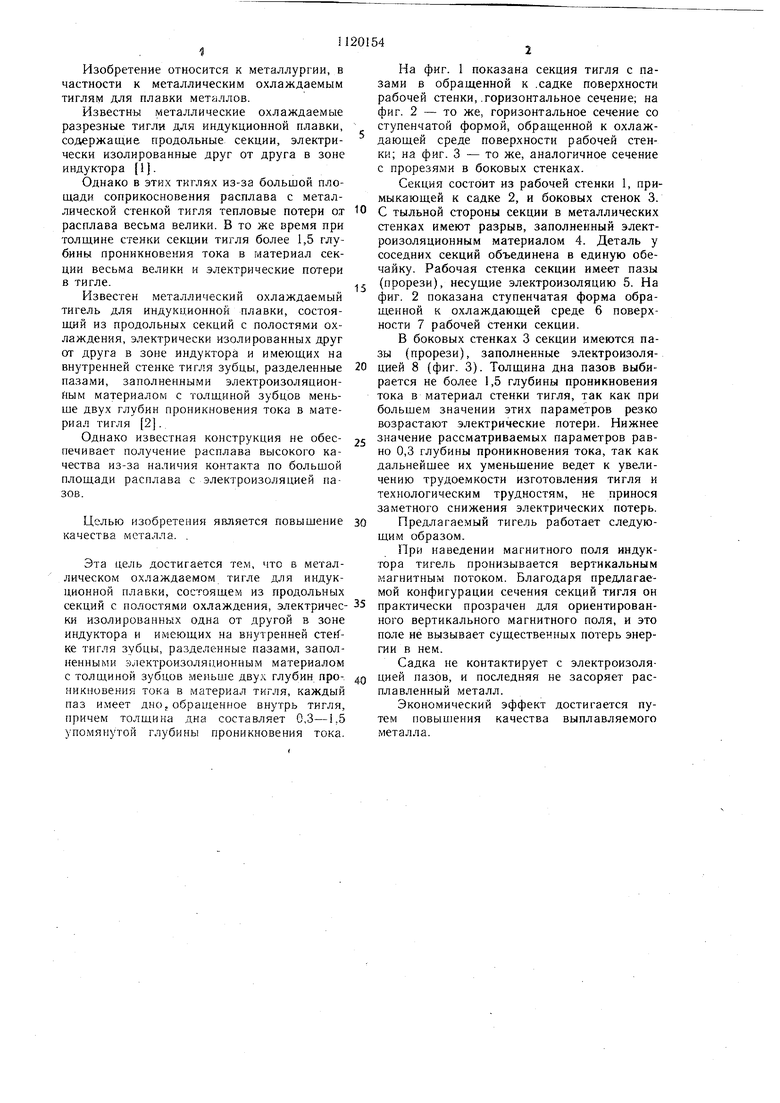
| название | год | авторы | номер документа |
|---|---|---|---|
| Секционированный охлаждаемый тигель | 1982 |
|
SU1027497A1 |
| Индукционная индукторная тигельная печь с проволочным индуктором | 2016 |
|
RU2669030C2 |
| ИНДУКЦИОННАЯ ТИГЕЛЬНАЯ ПЛАВИЛЬНАЯ ЭЛЕКТРОПЕЧЬ | 1972 |
|
SU342035A1 |
| МЕТАЛЛИЧЕСКИЙ ТИГЕЛЬ | 1970 |
|
SU266156A1 |
| Тигель для высокочастотной индукционной плавки металлов | 1981 |
|
SU985684A1 |
| Секционный охлаждаемый тигель для индукционной плавки | 1990 |
|
SU1749678A1 |
| ИНДУКЦИОННАЯ ПЕЧЬ И СПОСОБ ОБРАБОТКИ СКЛАДИРУЕМЫХ МЕТАЛЛИЧЕСКИХ ОТХОДОВ | 2014 |
|
RU2664073C2 |
| Индукционная индукторная тигельная печь с кольцевым наборным магнитопроводом | 2016 |
|
RU2666395C2 |
| Холодный тигель | 2016 |
|
RU2619458C1 |
| СПОСОБ ПЕРЕРАБОТКИ РАДИОКТИВНЫХ ОТХОДОВ, ОБРАЗУЮЩИХСЯ В ПРОЦЕССЕ РАЗРУШЕНИЯ ОБЛУЧЕННЫХ ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК РЕАКТОРОВ НА БЫСТРЫХ НЕЙТРОНАХ, МЕТОДОМ ИНДУКЦИОННОГО ШЛАКОВОГО ПЕРЕПЛАВА В ХОЛОДНОМ ТИГЛЕ | 2018 |
|
RU2765028C1 |
МЕТАЛЛИЧЕСКИЙ ОХЛАЖДАЕМЫЙ ТИГЕЛЬ для индукционной плавки, состоящий из продольных секций с полостями охлаждения, электрически изолированных одна от другой в зоне индуктора и имеющих на внутренней стенке тигля зубцы, разделенные пазами, заполненными электроизоляционным материалом с толщиной зубцов меньше двух глубин проникновения тока в материал тигля, отличающийся тем, что, с целью повышения качества металла, каждый паз и.меет дно, обращенное внутрь тигля, причем толщина дна составляет 0,3- 1,5 упомянутой глубины проникновения тока. г У 
6 5
Фиг.З
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Тир Л | |||
| Л., Фомин Н | |||
| И | |||
| Современные методы индукционной плавки | |||
| М., «Энергия, 1975, с | |||
| Зубчатое колесо со сменным зубчатым ободом | 1922 |
|
SU43A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР но заявке № 3412046/22-02, кл | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
