IbcjopcTciiHi ОТНОСИТСЯ к способам iVjCKTpOLLi.-iaKOBO свнрки при помоliUi плавящегося мундштука, устанавлпваемого в зазоре между свариваемыми издс.шями и в1)Шолиеи1101о в виде мета.ч.тнческой пластины с направляющими каналами д,1я .текгрод1П)1х npcHiu.ioK, подаваемых в iiiaKoisyio ванпу. Известные способы ) рода при сварке изде.миГ не обеспечир.акуг равномерио г.Пбпны ир(.п/1а15.теипя П1вов с изменяющимся по г;;-)1Сото сечением.
Д.1я устранешш этого псдостатка, предлагается применять при сварке мундиггук с пластиной, HMeionieii персменпчю ио высоте пирипу и Kjinв()Л1П1е1 п10-из() по наружпому KOinyp} cBaj)i5aeNrHX пзде.пп папран1Я1он1И( кана.1Ы, а в процессе С15Г;|)кн ав-гоматически изменять режим, исходя из с,товн(1 поддержания постоянства объема шлаковоГ ванты.
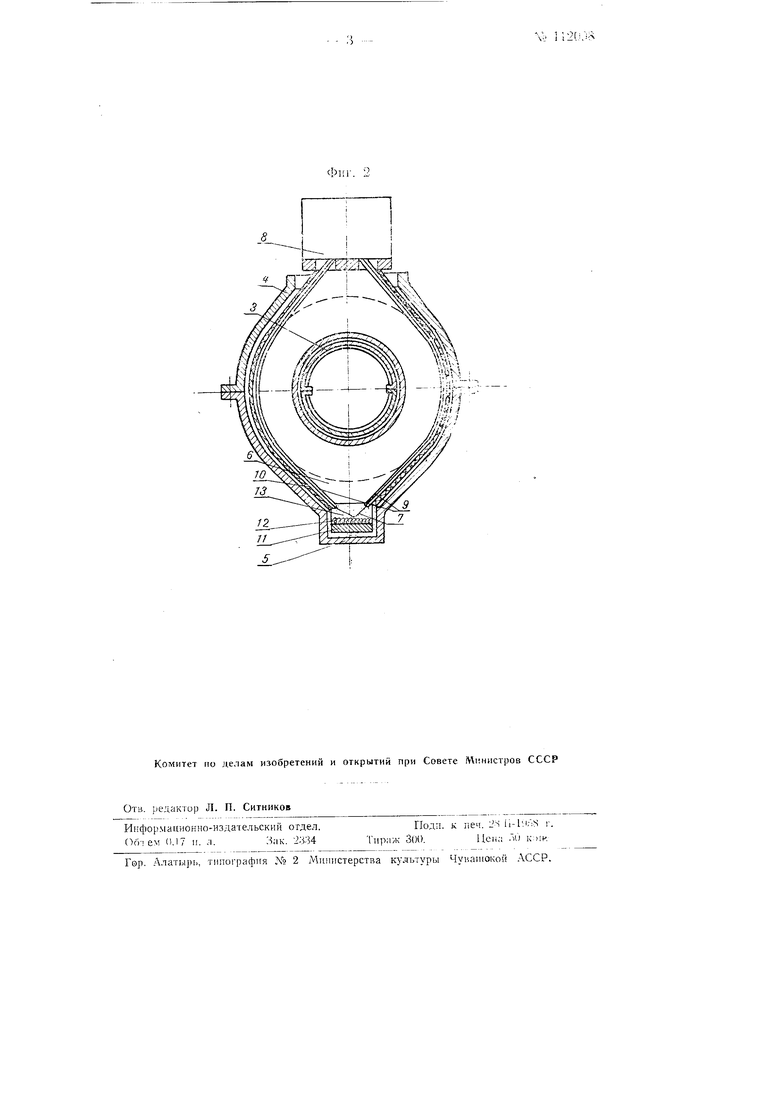
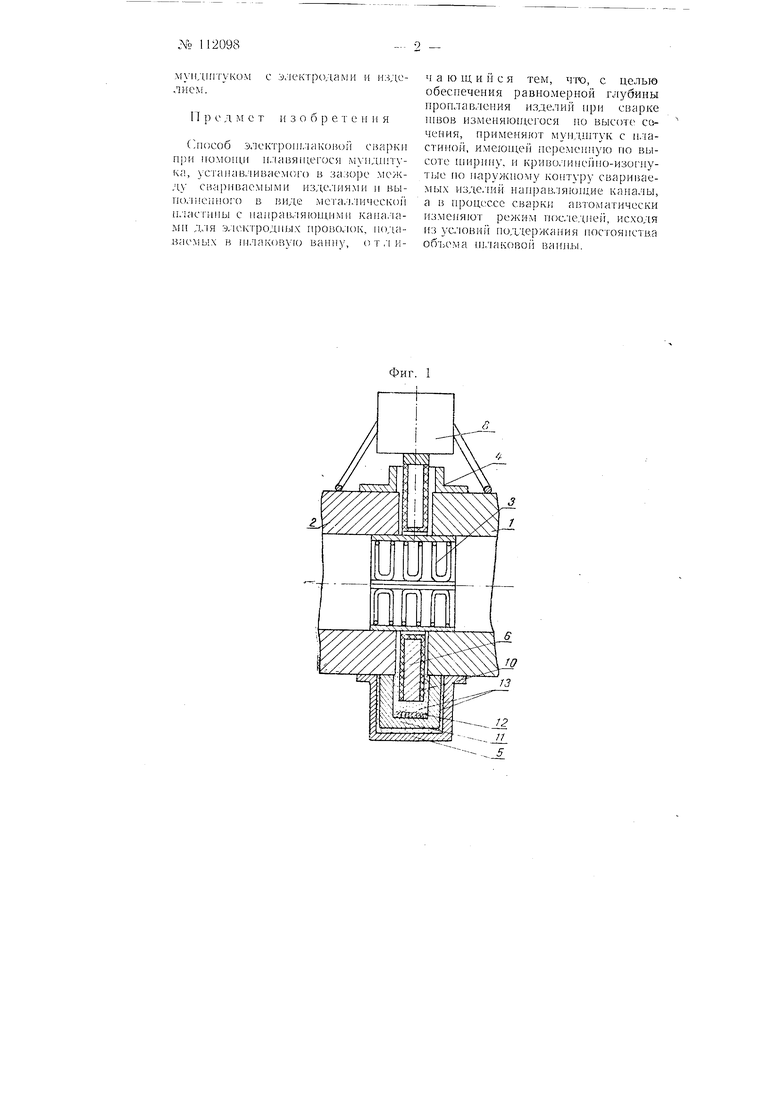
На фи|-. 1 пз;-.бражен нродо, разрез сварочпо устаиовк:: )Ke сть:ла труб; на iniii. 2- поп( ЧчпыГ разрез.
Наружньп | KOKiuib cocuiui нз дв по..овинок-Kepxneii 4 и ни.жне;; .).
Д у11дпгг}-к 6 оодержнт плает1П1у. форма KOTopoii оиреде, ( зазора евариваемо1о Сгв11 а. Э.чектродна.я прово.юка 7 подается Р.. ULiaKOB io с помоип 10 подающего механизма Л по 9. которвге изогп.уты в сооп етствш с поверхпостью ciiapniiacNHjrx . н закрен.1ен1.1 па пластине муидпггука. Д уп;иитук спабжен е.тоем керамнчеCKoii изоляцин 10. В ппжне частп стыка с nuMoni.i,io сварки уетапав.П впется мета.1. н.частипа //и же.1е:,пв1е стружки 12, пеопходимыс д.ля возбуждения дугн в иача.тып11н nepHvvt сварки. Ф.пос /. засьпшетея в за.зор етыка в н жном количес1Р:е и в процессе добав.тяется :ii .
При сварке уровень ш.такоьо BaiiHbi 1),тпруется лвтоматн чески изме1 енпем режима сваркн гак, чтобы объем HiiaKOBoii вге.гны остава..1ся 1 остоя1Н Ь м. Зазор стыка з.ано.тняег(, расплаплепным мета.тюм в .п.1тате расплав. -лтектроллюг прон(,;(;к1 1 п.1ас11пп 1 мунднплка лектр1;ческпм током, проходя .нпл; через расплав.1еппьп | пыак между
с электродами н нзд(- мундштуком.
11 р о д м с т н 3 о б р е т е и и я
(люсоб э,()111.1г1КО1«л г сва)ки при ИОМО1ЦИ и.лавящегося мундштука, устанаЕз.тиваемого в зазоре между свариваемыми изде.миями и выnt).iiie nK)4) в виде мета.ьлическо и.-:астипы с паиравляюш.нмн Kaiia.iaМ1 д.ля э.тектродпых прово.юк, iKVUiJ5ae. в ii-biaKOBVio ваииу, о т ,т ич а ю щ и и с я тем, чго, с целью обеспечения равномерной глубины проплавления изделий |ри сварке И1ВОВ изменяюп;егося ио высоте сочения, применяют муидштук с п.частиной, HMeionteii переменную по высоте ширину, и криво.тинеГию-изогиутые по иаружном у контуру свариваеMBIX изде.чий иаправ.тяющие каналы, а в нроцесее сварки автоматически изменяют режим .тедлеГ, исходя из ус.1овий поя1,ержания ностоянсш.а н.чаковон ванлы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электрошлаковой сварки | 1957 |
|
SU125324A1 |
| Устройство для механизированной газовой резки | 1959 |
|
SU138470A1 |
| Способ производства длинноволокнистой бумаги и устройства для осуществления способа | 1950 |
|
SU91489A1 |
| Способ использования лигнина | 1949 |
|
SU88953A2 |
| Машина для контактной стыковой сварки | 1985 |
|
SU1344543A1 |
| Способ получения катионообменных смол | 1955 |
|
SU105382A1 |
| Установка для сварки продольных швов цилиндрических обечаек | 1980 |
|
SU946869A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ЭЛЕКТРОДУГОВОЙ СВАРКИ РЕЛЬСОВ | 2009 |
|
RU2424092C2 |
| Устройство для газоэлектрической сварки | 1972 |
|
SU468724A1 |
| Установка для многоголовочной сварки | 1988 |
|
SU1687413A1 |