1
РЬобретенне относится к области сварки.
Извест} ы устройства для газоэлектрической сварки, в которых прижим сварочной ироволо.кн к изделию осуществляют прижимным роликом, причем ролик закреплен на рычаге датчика .высоты, электрически соединенного со схемой стабилизации дугового промежутка.
Однако такие устройства хара ктеризуются большим вылетом проволоки от места ее прижатия до зоны сварки, а также невозможность одновременного слежения за стыком и длиной дуги.
Цель изобретения - улучшение качества сварки.
Это дости1-ается тем, что в нредлагаемом устройстве прижимной механизм выполнен s виде м эддштука, имеющего скос на рабочей поверхности в плоскости контакта с изделием и снабженного буртами, выполненными за одно целое с мундщтуком и расположенными перпендикулярно плоскости среза по обеим его сторонам.
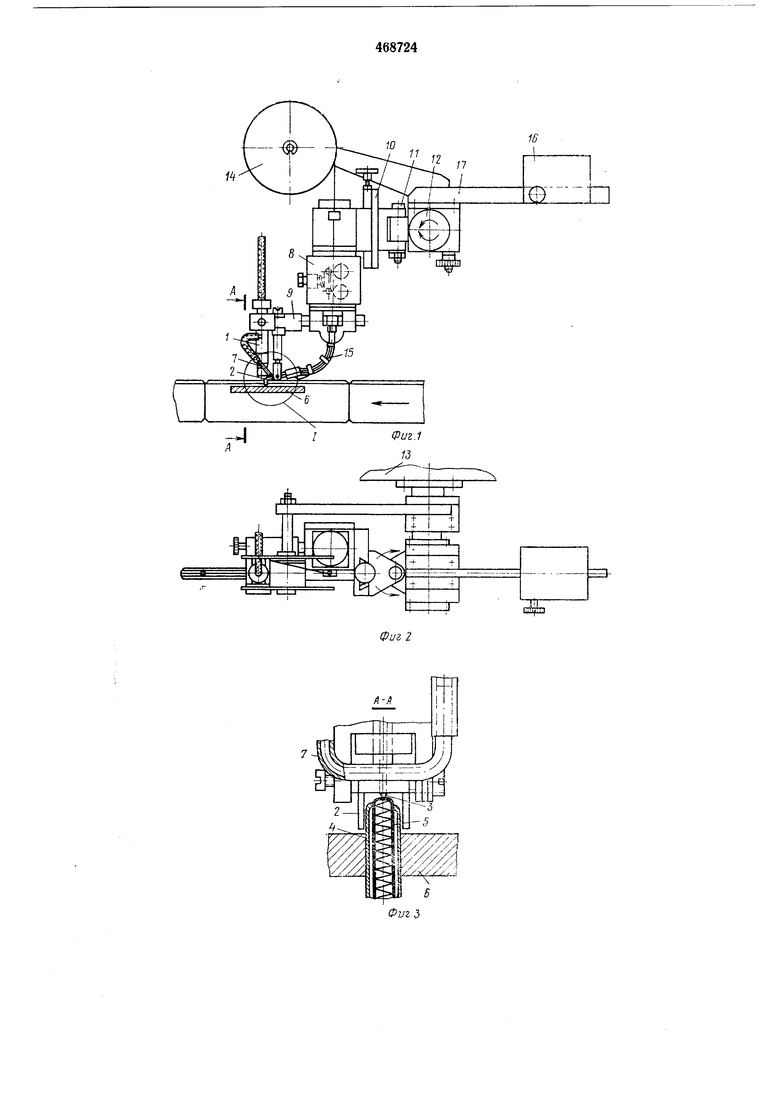
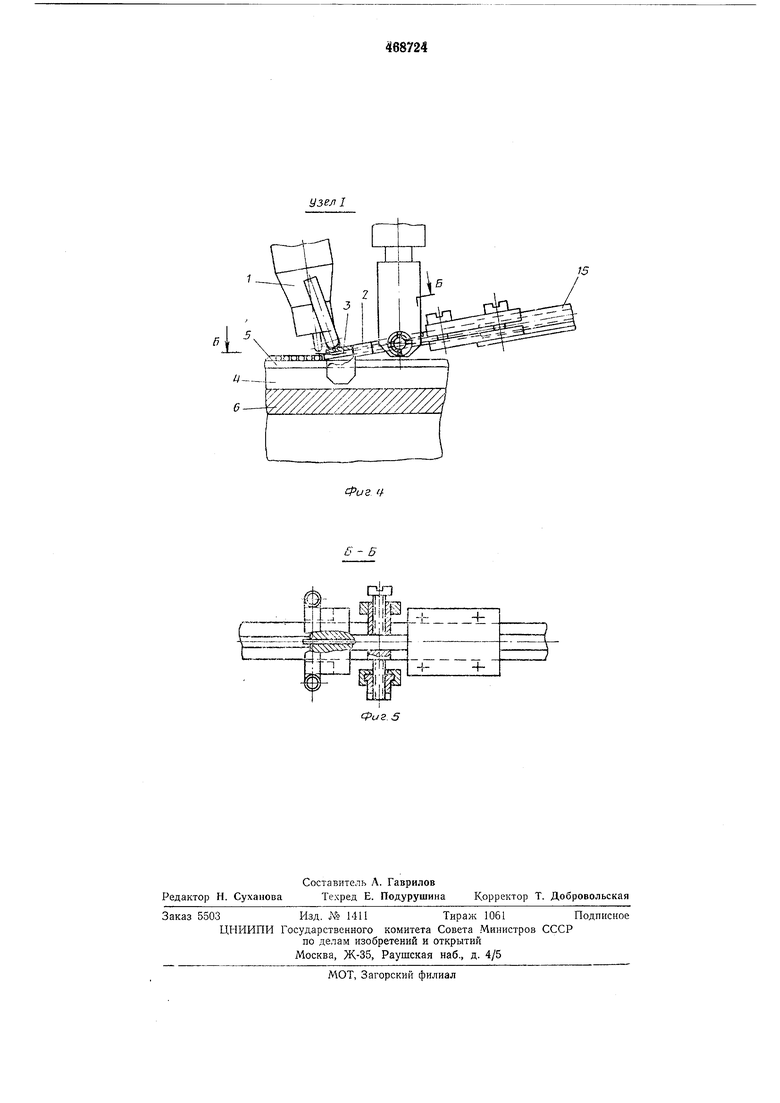
На фиг. 1 показазю предлагаемое устройство, главный вид; на фиг. 2-то же, вид сверху; на фиг. 3-разрез по А-А на фит. 1; на фиг. 4-узел I на фиг. 1; на фиг. 5-разрез по на фиг. 4.
Устройство содержит сварочную горелку I мундштук 2, подводящий присадочную npoiBOлоку 3 под электрод и охватывающий кассету 4, в которую помещена свариваемая труб ка 5 для лучшего теплоотвода i исключении задиров при движении трубки через фнльериую щель, образованную нланками 6. Для исключения приваривания проволоки 3 к мундштуку 2 к последнему припаяна водоохлаждаемая трубка 7. Сварочная горелка 1 и мундщтук 2 соединены с механизмом 8 подачи присадочной прО:Волокн посредством кронштейна 9. Механизм 8 через вертикальный суп-порт 10 кренится к вертиачальному шарниру 11, выполненно.му сов-местно с горизонтальным щарниром 12, ось которого крепится к неподвижной стойке 13.
Присадочная проволока 3, на1мотанная на катущку 14, подается механизмом 8 через соединительную трубку 15 в мундштук 2, в нижней части которого проволока выходит наружу и касается щва свариваемой трубки 5 под углом пе более 10°, выставляемым вертикальным суппортом 10. Поджим проволоки 3 к свариваемой трубке 5 осуществляется усилием не более 2 кг, остальная масса сварочной головки сбала1нсирова1на противовесОМ 16, который можно перемещать но рычагу 17 для нахождения оптимального усилия поджима к свариваемой трубке 5 присадочной проволоки 3.
Запуск устройства в работу начинается с выставления опти-малыпого угла касания присадочной проволоки суппортом 10 и необходимого поджима ее к свариваемой поверхности нротивовесом 16. Затем сваривае-мал трубка вводится в фильерную щель, образуемую планками 6. Устройство опускается на трубку 5, схватывая ее .вместе с кассетой 4, .мундштуком 2 с зазоро;м порядка 0,5 мм, что удерживает проволоку строго по стыку и исключает заедание мундштука при движении трубок. Чтобы исключить приварку проволоки 3 к мундштуку 2 (так как торец его расположен на расстоянии 1-2 мм от сварочной ва-нны), перед сваркой обязательно в мундштук подается охлаждаюш.ая вода. После чего в сварочиую горелку подается аргон и включается сварочный ток, при этом скорость присадочной проволо1ки несколько больnie скорости движения трубок. Во время сварки при появлении на трубках внадш1 илн выступов н-рисадочная проволока, прижатая к свариваемой поверхности, соот ветсрве(нно или опустит или поднимет сварочную горелку (ненлавяш,ийся электрод) путем разворота сварочной головки вокруг о€и горизонтального шарнира 12, сама оставаясь все время к трубке (в данно.м случае механизмы поджима проволоки к изделию и копирования совмешены). Если трубки искривлены в поперечном папра1влепии, то в этом случае головка развернется вокруг оси вертикального шаринра 11, исключив тем самым уход проволоки со стыка и закли нивание мундштука 2. В местах, где шов обрывается (это места стыковки трубок), дуга горит на нрнсадочной проволоке, последнюю, мундштук 2 при этом удерживается планками 6, не давая сварочной горелке 1 уйти вниз. При входе мундштука 2 на трубку 5 нроволока 3 снова прижимается к трубке, кони. руя ее поверхность и ноддерживая длину дуги постоянной, обеспечивая получеиие шва без нрожогив на всей длине шва трубки. П р е д м е т н з о б р е т с и и я Устройство для газоэлектрической сварки непла1вяш,иадся электродом, содержащее установлеппую на корпусе горелку с пеплавящимся электродоМ, направляюшую для нодач нрисадочиой проволокн и .механизм нрижи-ма сварочной проволоки к изделию, шарнирно связанный с корпусом устройства, отличающееся тем, что, с целью улучшения качества сварки, прижимной механиз.м выполнен в виде мундштука, имеюш,его скос иа рабочей поверхности в плоскости контакта с изделием н снабженного бурта1ми, вынолненньши за Oi.a,HO целое с .мундштуко м и расположепны.ми перпендикулярно плоскости среза по обеим его сторонам.
и
1В
| название | год | авторы | номер документа |
|---|---|---|---|
| 13 СЕРО ЮЗЫ Л ЯПА ^-i-TaYJ-rt ТГ av Cf; тггг ^- f.-: -, «i Hlt.StTi=0-i;.A.r:r,i.. ПЛН; | 1973 |
|
SU385703A1 |
| Устройство для вварки криволинейных элементов в оболочковую конструкцию | 1978 |
|
SU749605A1 |
| Устройство для сварки неповоротных стыков труб | 1978 |
|
SU778973A1 |
| Устройство для сварки неповоротных стыков труб | 1977 |
|
SU722710A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВЕРТИКАЛЬНОЙ СВАРКИ ПЛАВЛЕНИЕМ ПО ЩЕЛЕВОЙ РАЗДЕЛКЕ | 2015 |
|
RU2598746C1 |
| ГОЛОВКА ДЛЯ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2011 |
|
RU2457089C1 |
| Устройство для сварки с колебаниями электрода | 1986 |
|
SU1360932A1 |
| СПОСОБ СБОРКИ И СВАРКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2129940C1 |
| ВСЕСОЮЗНАЯ^ I М. А. Казин ЬдПЩМО^ЕШ ^- f^^ 'I . 1 -^.^слилОТЕИА _ | 1973 |
|
SU372047A1 |
| Устройство для сварки неплавящимся электродом с подачей присадочной проволоки | 1982 |
|
SU1031698A1 |