И-lobpf о нсситст f сварочному произьодггв а именно к устанор чм для ев ipyи пглотнищ и может быть применено гпи одновременной сварке нескольких па рлтн 1ьчи гчспплож нных стыковых или
угловых швов например при ct iDk попот нищ резервуаров судовыл ют. трумдии и т п
Цель изобретения noLt ио произ водитепьности rp/да нарт и
расширение технологических возможностей.
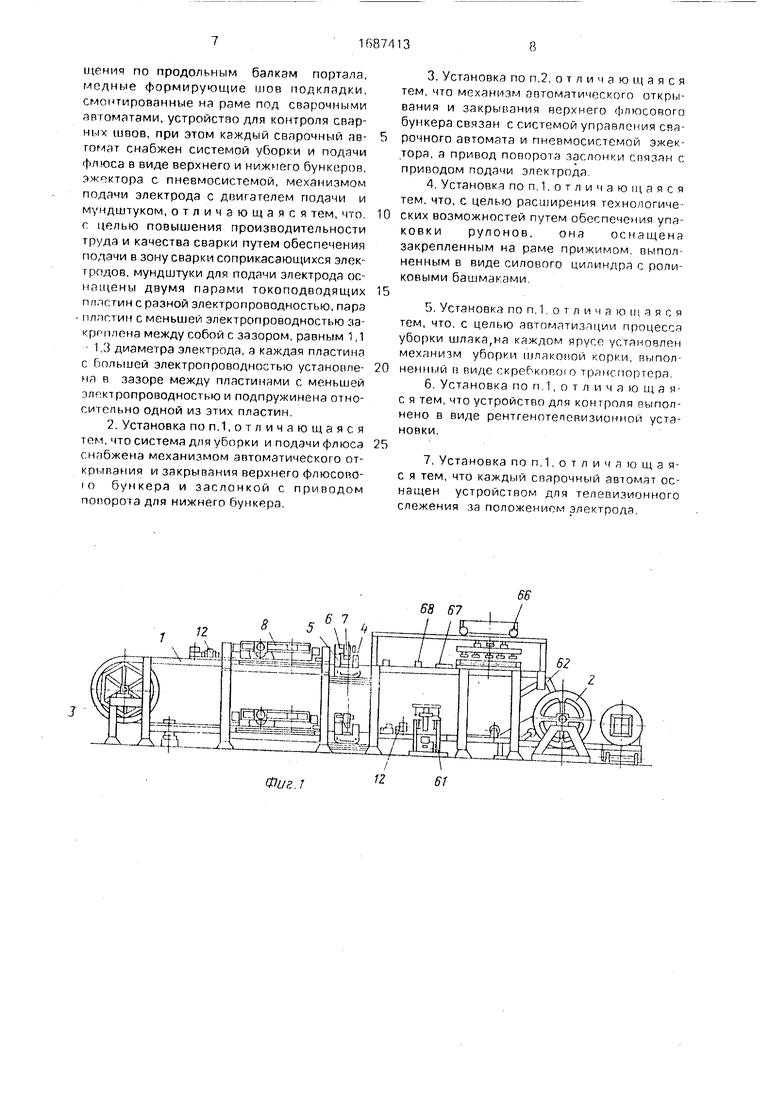
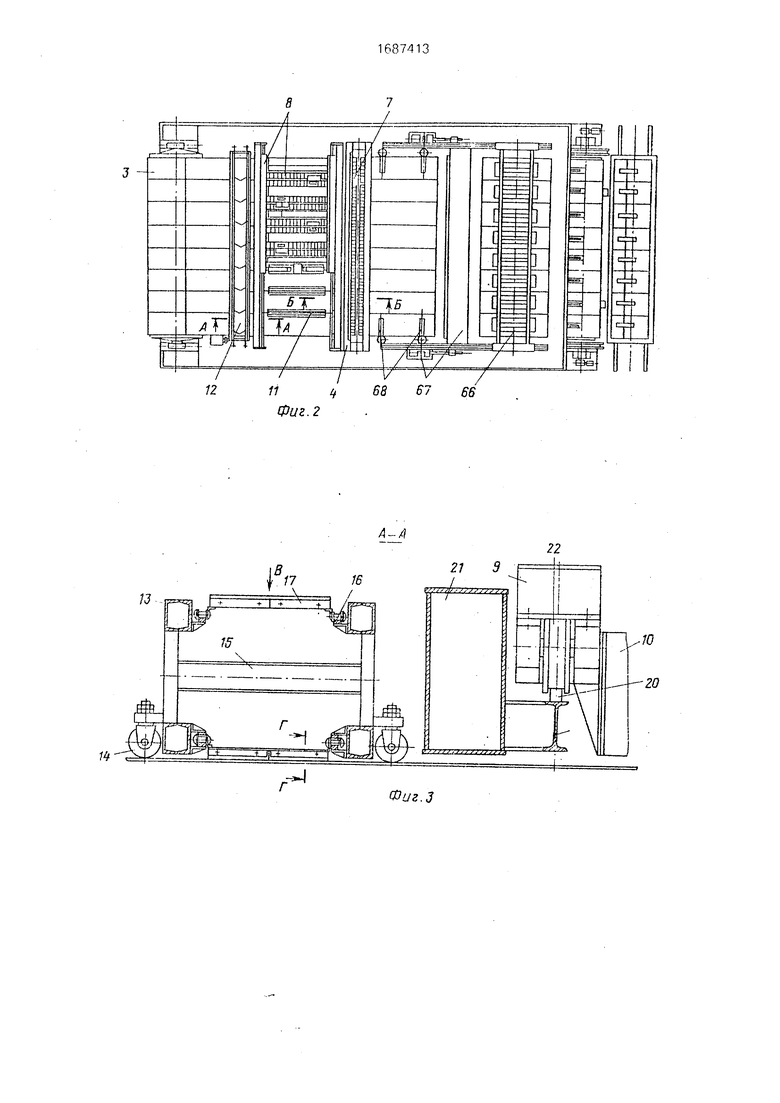
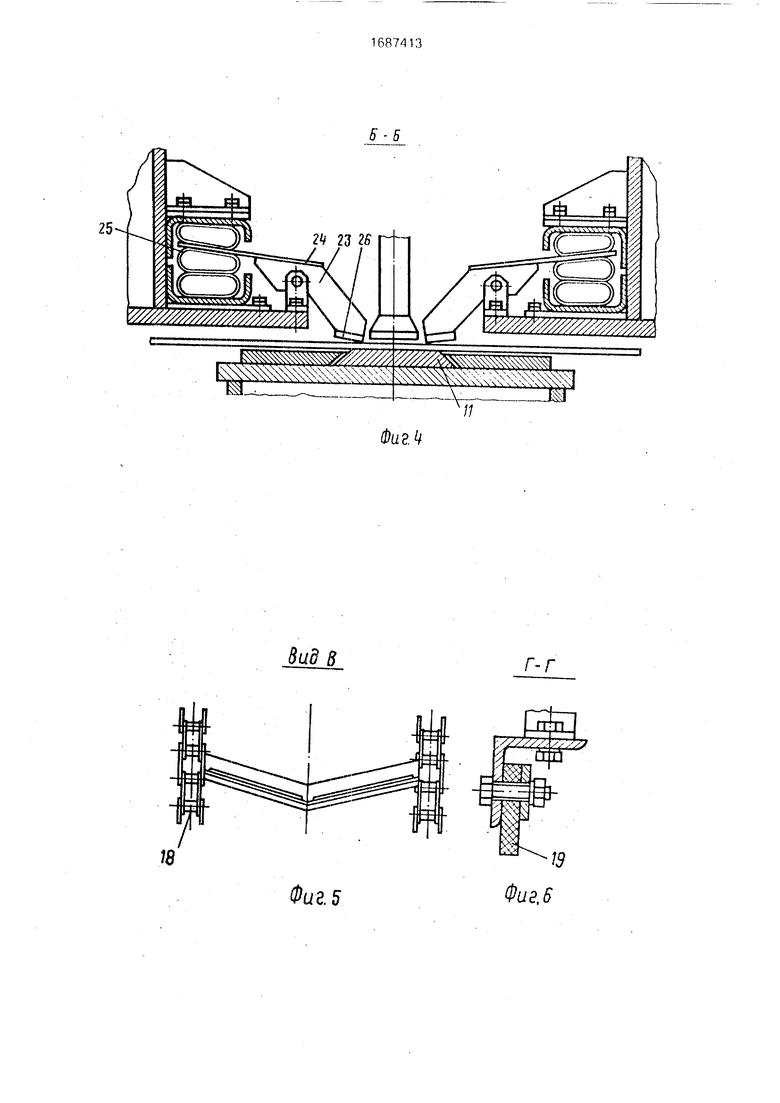
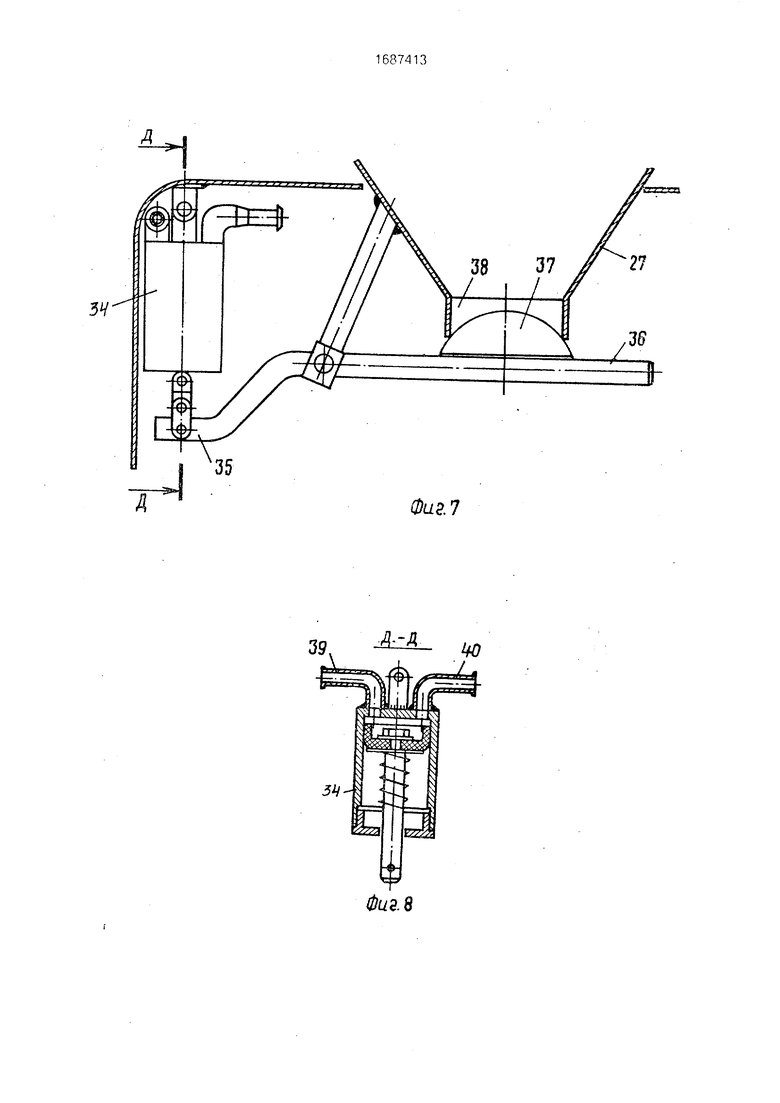
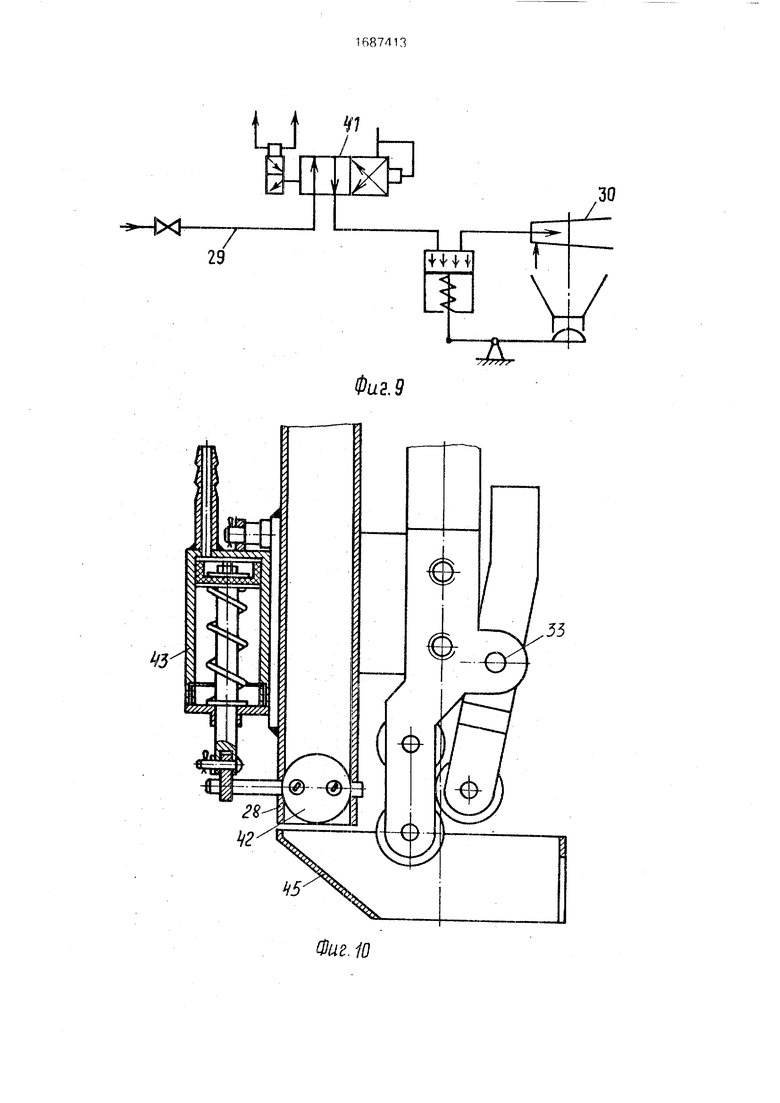
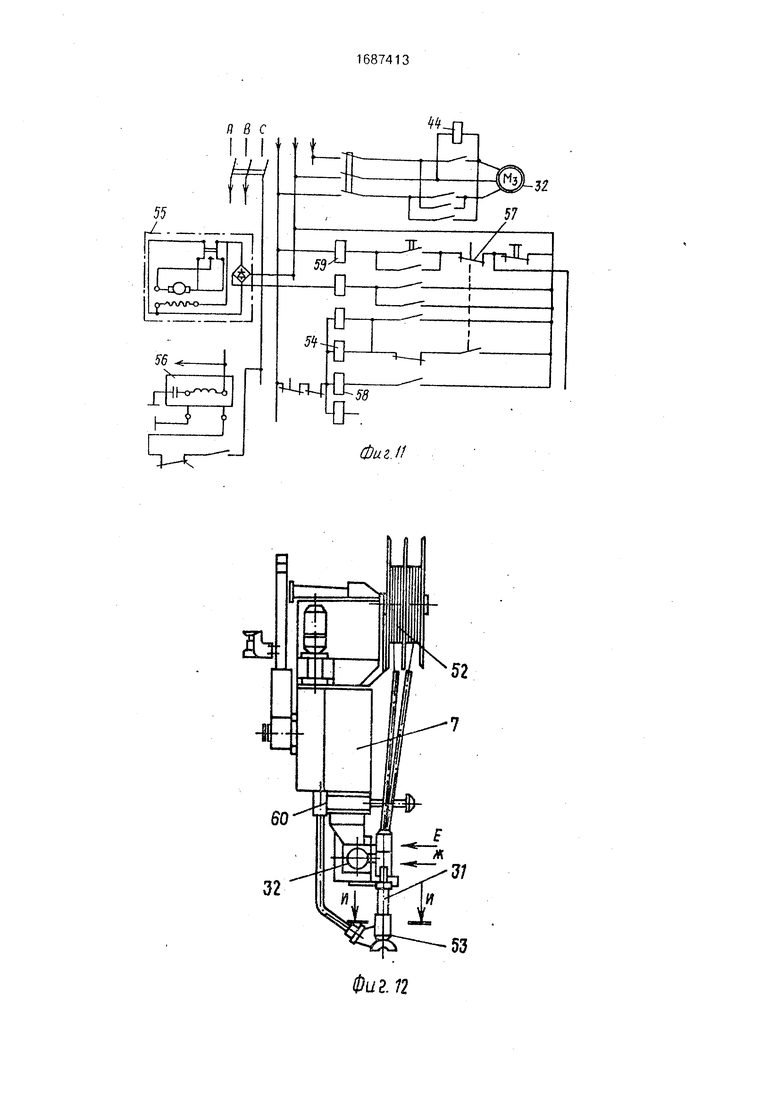
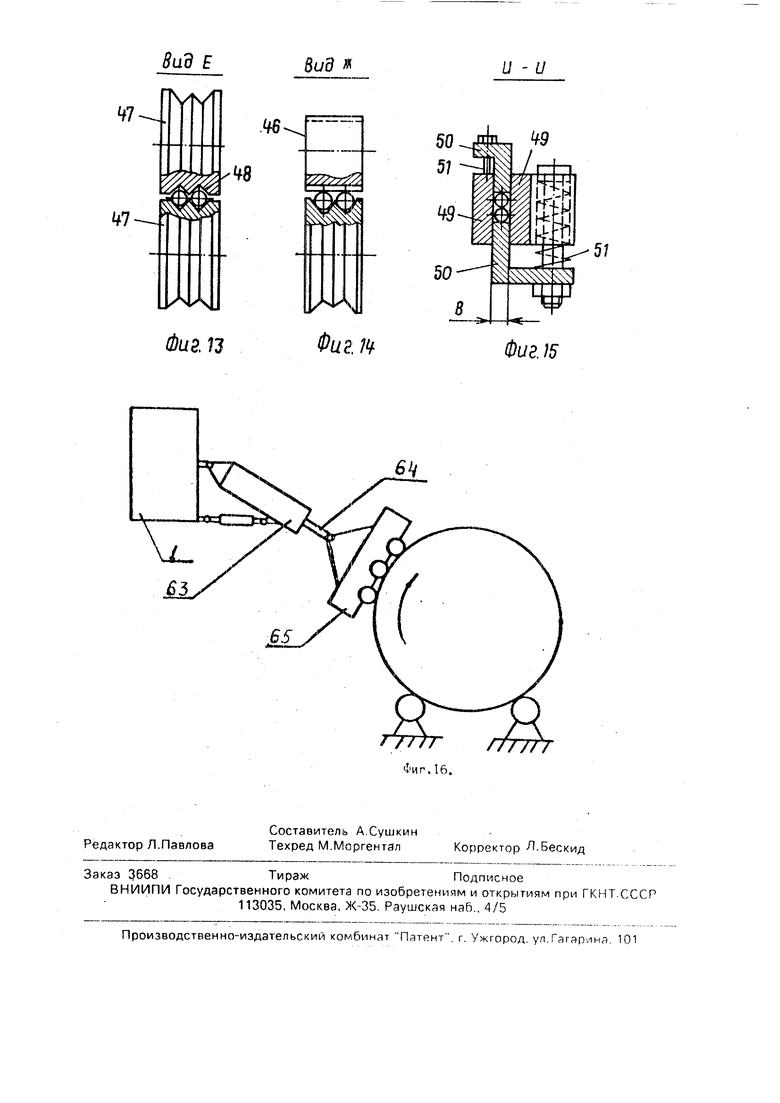
На фиг.1 изображена установка для многоголовочной сварки; на фиг.2 то же. вид сверху; на фиг.З - разрез А - А на фиг.2; на фиг.4 разрез Б - Б на фиг.2; на фиг.5 вид по стрелке В на фиг.З; на фиг,б - разрез Г Г на фиг.З; на фиг.7 - механизм автоматического открывания и закрывания флюсового бункера; на фиг.8 - разрез Д - Д на фиг.7; на фиг.9 - пневмосистема открывания и закрывания флюсового бункера; на фиг.10 - устройство для автоматической подачи флюса в зону сварки; на фиг. 11 - электросхема установки для УМГС; на фиг. 12 - механизм для подачи в зону сварки двух соприкасающихся электродных проволок: на фиг.13 вид по стрелке Е на фиг.12; на фиг.14 - вид по стрелке Ж на фиг.12; на фиг.15 разрез И - И на фиг.12; на фиг.16 - механизм упаковки рулонов.
Установка для многоголовочной сварки содержит двухъярусную раму 1 с установленными по торцам механизмом 2 сворачивания полотнища в рулон и кантовочным барабаном 3. На верхнем и нижнем ярусе рамы 1 смонтированы приводные тележки 4, установленные с возможностью перемещения вдоль продольной оси установки. Тележки 4 выполнены в виде балок 5 с направляющими 6 На направляющих 6 установлены сварочные автоматы 7. На верхнем и нижнем ярусе рамы 1 установлены подвижные порталы 8 с несколькими поперечными балками 9 и продольными балка- ми- направляющими 10. На балках-направляющих 10 смонтированы сварочные автоматы 7.
На верхнем и нижнем ярусе рамы 1 также установлены медные формирующие шов подкладки 11, расположенные под каждым сварочным автоматом 7, и механизмы
12уборки шлаковой корки.
Механизм 12 уборки шлаковой корки выполнен в виде нескольких параллельных между собой балок 13. смонтированных на роликах 14. Балки 13 соединены между собой поперечными связями 15 . На балках
13установлены направляющие 16 для перемещения скребков 17. Скребки 17 соединены между собой двумя приводными цепями 18 и выполнены в виде желобов из транспортерной ленты 19. Подвижной портал 8 имеет направляющие 20, смонтированные на поперечных балках 21. а также колеса 22 Тележки 4 оснащены механизмами зажима листов, выполненными в виде рычагов 23 клавишного типа, одно плечо 24 рычага 23 расположено на рукавах 25. На другом плече рычага установлена пластина 26, при этом пластины 26 расположены одна отно сительно другой с небольшим зазором Сварочные автоматы 7 оснащены системой уборки и подачи флюса в виде верх него бункера 27, нижнего бункера 8 и пневмосистемы 29 с эжектором 30 меха низмом 31 подачи электрода с двигателем 32 и мундштуком 33. Система уборки и под0 ачи флюса снабжена механизмом автоматического открывания и закрывания верхнего флюсового бункера 27, выполненною в ви де пневмоцилиндра 34. рычага 35. шарнир- но установленного на верхнем бункере 27
5 Одно плечо рычага 35 шарнирно связано с пневмоцилиндром 34, а друюе плечо 36 оснащено клапаном 37 для закрытия выходного отверстия 38 верхнего бункера 27. Пневмоцилиндр 34 имеет два штуцера
0 39 и 40. связанных г одной полостью пневмоцилиндра 34 и эжектором 30. Штуцеры 39 и 40 связаны с пневмосистемой 29 электро- пневмоклапаном 41. Нижний бункер 28 имеет поворотную заслонку 42, соединенную с
5 пневмоцилиндром 43, связанным пневмосистемой 29 с электропневмоклапаном 44 Электропневмоклапан 44 электрически связан с двигателем 32 подачи электрода На нижнем бункере 28 также смонтирована во
0 ронка 45 Механизм 31 подачи электрода имеет две пары направляющих роликов 46 и 47. На паре роликов 47 на периферийной части выполнены треугольные канавки 48
5 Пара роликов 46 выполнена из ролика с двумя треугольными канавками и из ролика с насечкой по наружной поверхности. Мундштук 33 имеет пару плоских пластин 49 г. низкой электропроводностью, например
0 стальных, закрепленных между собой с зазором В, равным 1.1 - 1.3 диаметра электрода, а также пару пластин 50 с большой электропроводностью, например медных. установленных и зазор между пластинами
5 49 с возможностью перемещения одна на встречу другой от пружин 51
Сварочные автоматы 7 снабжены бухтами проволоки 52 и устройством 53 телевизи онного слежения за положением электрода
0 Сварочные автоматы 7 оснащены электросхемой. Электросхема снабжена электропневмоклапаном 54. блоком 55 корректировки положения рода отно сительно шва осцилляторами 56 концеги..
5 ми выключателями 57 и магнитным пускателем 58 Магнитный пускатель 58 и Электропневмоклапан 54 соединены с perie 59 времени. Блок 55 корректировки поло жения электрода механически связан с МР ханизмои 60 перемещение ыенродт поперек шва. а осциллятор 56 мчзлн с маг
мигным пускателем 5R и г двигателем 32 подачи vieb-трода
На мм КНРМ ярусе рамы 1 установка име е т устройство 61 для контроля швов выполненное в виде системы рентгрнотрлрвизионного контроля и прижим 62 для упаковки рулонов выполненный в виде силового цилиндра 63 на штоке 64 которо о установлен роликовый башмак 65 На верхнем ярусе рамы 1 смонтированы ли- стоукладчик 66 продольные 67 и поперечные 68 топкатели для перемещения листов
Установка рабетлрт следующим образом
Листы дня полотнища подаются листо- укладчиком 66 из загрузочной площадки на уитсток сборки верхнего яруса рамы 1
Продопьными 67 и поперечными 68 толкателями выбираются зазоры в стыках между листами секции и прихватываются После прихватки секции включают пчевмо- систему 29 и подают давление в рукава 25 Рукава 25 воздействуют на ПЛРЧИ 24 рычагов 23 и прижим нот ппасгинагin 2b листы ь фор мирующим шов подкладкам 11
Перемещением теле-кки 4 пдть про дольной оси yi тановки устанав ываю нч пратяющие 6 со сварочным автомтт t над си ком распило , нинм поперек про топцнои оси ус и ПДПИЖНЫР порча пы nepPMf щрцием npnept i у тиновки по направляющим 2Г yi танавг ипают банки н правтяющие 10 crj с пррочш ,ми л.томатами 7 in г рарм/нрод- лл ных стыко кипи Ocv ш ствпоют процег сиарки как г родол ншх т-ж и попере шьи СТЫКОР секции при этом система «елевизи нчого контроля за сигналом передаст иг. (ию ijnepaTopy чарез элект ропнрв-юклапэн При начале свэрки пневмосистема 29 включает пнев моцилиндп 43 и открывает заслонку 4 нижнего бункера 28 а затем через pcvp времени включается механизм 11 подачи электрода и осциллятор 56 В процессе сварки ПРОИЗВОДЯТ аптомати JPCKOP включе НИР пн jRMopacnредр/штеля Давление пнозмоси темы 2 по/1ают в пнсвмоцм пиндр 34 Пнермоцчлиндр М ЮЯДРИСТВУРТ на rib зг 55 верхнего бунк р J I и опускает клапан 37 открывая в ходнг г ОТЬООСТИР 38 верхнего пункера 2 / Прор /одиг/л )запрар кг) чихе- о бункере-1б В процессе сварки происходит пссс отрзботач- ного cj пюса эжьктором 30
Hi и гв -ОКР дьа электрода г,;оходчт ме ДУ дву г- ч плрнми роликов 46 / 47 мехз- 31 ч )дачи ML, ду парой п юских пла стин 49 г мияюг ЛР| грг проводностью и мемцу парс 1 mar т/н 50 L JOM ллектро
ПрОВОДЧОС ЬЧЗ При ЗТПГ nnv чп i 1 f
нечивают надеч ,чим ii дов друг другу
После окончтния спчрм1 п i иг н рычаги 23 возврапдчю 1ся г ис, нг мо-- жеиие и полотни 1е м х жи чмсм cDr r i вания полотнища в рулон перьиеир - для сварки следующих п рист и н овчины /1 стов При перемещении полотнища пключз ют привод перемещения цепей 18 механизма 12 уборки шлаковой корки и скребки 17 осуществляют оччстк1/гр рен ч го полотнища от шлакр При РГ р ми полотнища через начтгпочнии бар Г in ществляют переда / noi Tiuimr на чих t г ярус установки где пронзи 4 я г ратной стороны стыков ai inorn п тк . на верхнем ярусе
Сваренное и очищенно0 от hi ч r m корки полотнище перемещайся и зоч/ ствия устройства 61 для ргчтген тетери 1 OHHOIO контроля и осу MIPCTFI тя to окончательный контроль сварив епьк стч ков Полот нище про ледтее кон п ort рачивается в рхлоч м лян чмог- ° Дтч предотвращения оазвопт нотогчм щнвклюпют пнерпо , лр г вы г бгпимсЭ or с ) i i1 i t oi i ;
ПОЛ f ГНП П t р 4Vf ,1 iL1r ii t л Н( i 1
прерывистым iiirTi
ч станоь по пг %Р и т л
ВО гВсфКЬ r ll ih 41 (Гчн и
тодачи дву эпс F гна о , i- ктч.нк
ТОМ (v НИМИ р IH(.«itT Т6л(-ОЛ r.«i о
ские возмог1 oil и пб г синим закатки готсвог ) pvn им пг ас « т ч ц
СИТЬ ПрОИЗВОД 1 leibHOf гц ,, ИЧРН1Ч
скорости свар1- и
Формула и о ° р Р т н и я 1 Установка /ir. г иою о icso iunn свар ки преим(цсстренно полотнищ рулонируе Miixрезервуаровсодержащая
двухъярусную раму с yci noanci ными по
ТОриаМ МРХТЧИЗМРМ СВРП J4.1P ни ГОГОТНИ
ша в рулон м кантово1 v м аоабтнтм водные тележки ус nt-r if ные на каждом с усе двухьяпус HOI рамы с позмт кч стью оеремещенич н допьног IJCH VLia новей и осн:щеннье ч зяжимз J. CBfip°-(нь f ti антог атами (.мочтиро BIHHLIMH с возмо нос i ью пррсМРмдения в направлении перпенди1 лчр н i наг паьл чию перемещ{ чия r iintjtit- н HI и пежкн, подвижные лортт/i i - , - поп речными и продоп -нь пи rv а ч- а ipar лчющими установлением t c v aty о двухъярусной рамы с вo 1O;кнc ILH мещения поперек продольной станов и и оснащенньнз cpapvi HI м.- смонтированн мисво мо нн тью i «-р- мр
щения по продольным балкам портала. медные формирующие шов подкладки смонтированные на раме под сварочными автоматами, устройство для контроля сварных швов, при этом каждый сварочный ав- томат снабжен системой уборки и подачи флюса в виде верхнего и нижнего бункеров з ктора с пневмосистемои, механизмом подачи электрода с двигателем подачи и мундштуком, отличающаяся тем, что г целью повышения производительности труда и качества сварки путем обеспечения подачи в зону сварки соприкасающихся электродов, мундштуки для подачи электрода ос- нащены двумя парами токоподводящих ммаг тин с разной электропроводностью, пара пплпин с меньшей электропроводностью за- ррплона между собой с зазором, равным 1,1 1 } диаметра электрода, а каждая пластина г большей электропроводностью установле на в зазоре между пластинами с меньшей электропроводностью и подпружинена относительно одной из этих пластин
2 Установка поп 1,отличающаяся том что система для уборки и подачи флюса снабжена механизмом автоматического от- крыпания и закрывания верхнего флюсово in бункера и заслонкой с приводом попорота для нижнего бункера
3Установка по п 2 отличающаяся тем что механизм автоматического откры вания и закрывания верхнего флюсового бункера связан с системой управлениясвя рочного автомата и пневмосистемои чжек тора, а привод попорота заслонки г вязан с приводом подачи электрода
4Установка по п 1 отличающаяся тем что, с целью расширения те нологиче ских возможностей путем обеспечения упа ковки рулонов она оснащена закрепленным на раме прижимом выпоч ненным в виде силового цилиндра с роли ковыми башмаками
5Установка по п 1 отличающаяся тем, что с целью автоматизации процесса уборки шлака,на каждом яруге у тановлен механизм уборки шлаковой корки выпол ненныи FI виде скребкпргм о трат портера
6Установка по и 1 о г л и ч а ю щ а я с я тем что устройство для контроля выпол немо в виде рентгенотепевизионнои уста новки
7Установка по п 1 отличаю щ а я с я тем, что каждый сварочный автомат оснащен устройством для телевизионного слежения за положением электрода
| название | год | авторы | номер документа |
|---|---|---|---|
| Флюсовой аппарат | 1990 |
|
SU1743758A1 |
| Поточная линия для сборки и сваркипОд флюСОМ лиСТОВ B пОлОТНищА | 1979 |
|
SU831468A1 |
| Способ сварки под флюсом горизонтального стыкового соединения на вертикальной плоскости | 1987 |
|
SU1466888A1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ СВАРНОГО ШВА | 2010 |
|
RU2425744C1 |
| Способ автоматической сварки под флюсом в потолочном положении и устройство для его осуществления | 1988 |
|
SU1673338A2 |
| СПОСОБ СВАРКИ ПОД ФЛЮСОМ | 2011 |
|
RU2465108C1 |
| Способ электрошлаковой сварки | 1991 |
|
SU1807925A3 |
| Устройство для сборки и сварки изделий коробчатого сечения | 1980 |
|
SU927467A1 |
| Сварочный трактор | 1989 |
|
SU1712116A1 |
| Стенд для автоматической односторонней сварки с обратным формированием шва | 1988 |
|
SU1579697A1 |
Изобретение относится к сварке а HMf нно к устройствам для сборки и сварки рулонированных полотнищ и может быть применено в химическом машиностроении судостроении и др отраслях Цель изобре тения - повышение качества сварки прои рпдительности труда и расширение технологи1 IJCKHX возможностей Це/п до стирается оснащением мундштуков свароч ны автоматов двумя парами пластин одна из котопыч рыполнена в виде пластин с меньшей электропроводностью я другая пара пластин выполнена из материала с большей лектропроводнсстью Пластинь ь меньшей электропроводностью установле ни сднэ относительно другой г зазором равным 11-13 диаметра элеь трода э пла стины с большей электропроводностью ус тановлены в этот зазор С возможностью перемещения одна навстречу другой от пру хин Каждый сварочный аппарат оснащен механизмом автоматического открывания и закрывания верхнего флюсового бункерл системы уборки и подачи флюса Нижний флюсовой бункер этой системы снабжен приводной поворотной заслонкой Установ ка также оснащена закрр ленным на раме прижимом с рочиковым башмаком меха низмом для уборки шпака выполненным в виде приводнь.х цепей со скребками а уст роистводля контроля шьов выполнено в ви де рентгенотелевизионнои устаногзки При сварке стыков подпружиненные пластины из материала с большей злекгропроводно стью обеспечивают поджим двух электро дов друг к другу и создают надежный контакт между ними Механизм автоматиче ского открывания и ззкрывтния верхнего флюсового бункера обеспочивает регуляр ную порционную подачу ф юса в нижний бункер системы подачи и уборки фчюса При перемещении приводных цепей во ВРРМР перемещения свариваемого полотнища скребки механизма дня уборки шлаковой корки сбивают и убирают шлак со сварен ного стыка При окг-t чании намотки рулона прижимом поджимают роликовый башмак у рулону и закрепляют конец рулона 6 з п Ф ты 16 ил (Л о 00 XI N CJ
8
с 6 7 ,
5 ч ц
as s3i4iWlfl/
-
Фиг г
IО 53:
Фиг.З
с
Г «Л
-Q- с; .v с
СО
с:
Си
со
со
i
7п
-1
т rСОID
V
-MX
45
Фиг. Ю
Фиг.9
55
и
Ц 2Пф
Г7
J д U
EIW.89L
41
V7
Фиг. и
Фиг. /V
ад
Фиг /5
| Механизм для сообщения поршню рабочего цилиндра возвратно-поступательного движения | 1918 |
|
SU1989A1 |
