строПства для .1ои11я работой хонии1-ова.-1ык)го станка , с использ }ВЯ П1ем и плазматического датчика с двухсторонпнм измери1( coli.. вмонтнрОванпыл Е корпусе хонингова.тык) го.товкп. л 3вестиы.
Оссбепиостьк) о11исыБае.;О1Ч) хстpoiCTBa является применение в каус-стве датчика коническо: прозрачHoii . включенно между источником подачи воздуха и изме|)ите,т1,ным соплом так, что номеnienHBiii в liefr пон.тавок не нреиятетвует еветовому возде| 1етвовать lia фотоэлемент. вк.ио аюнщП короткие ходы хонингова.тыюй го.ювки. Пос.тедние повторяются до мo :eнтя достижения на данном участке обрабатывашюго отверетия требуемого размера диаметра, пос.че чего происходит пересечение светоBOio .туча поплавком, с автоматической подачей хонинговальнои толовьи на следую1пнн участок (поясК Такое выполнение ycTpoiicTBa обеспечивает получение цилиндрическо формы обрабатываемого отверстия по Bceii его длине.
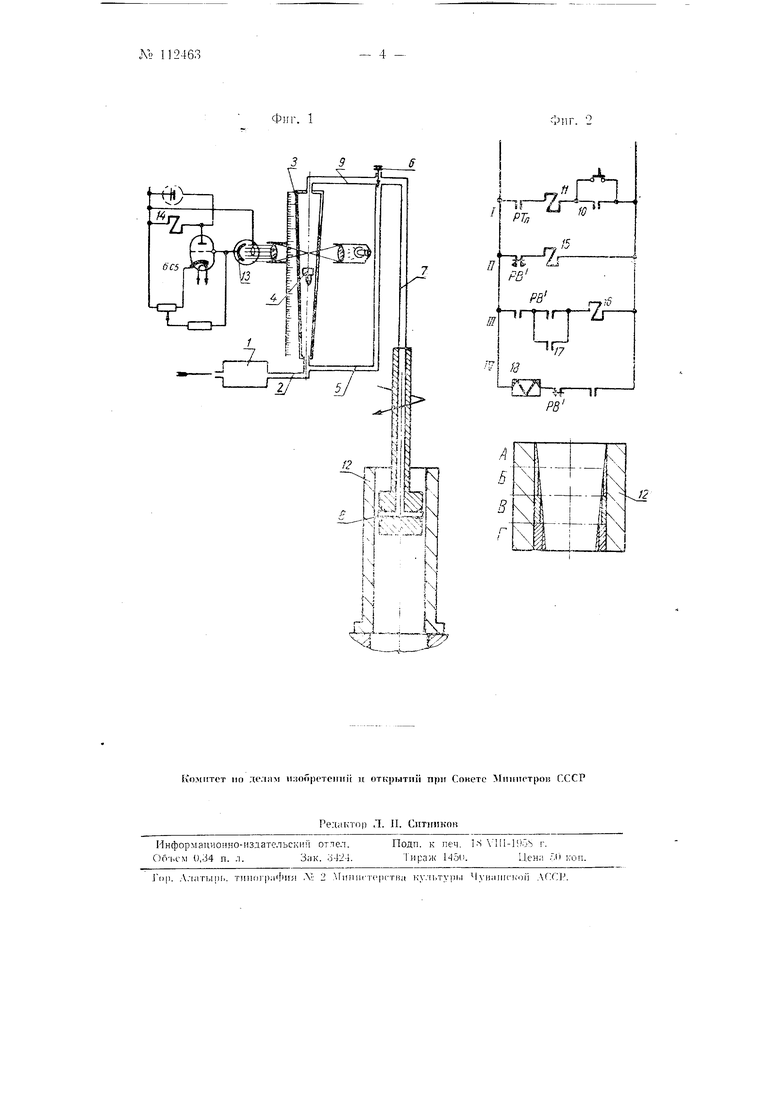
Ыа фиг. 1 ехематически иоказано предлагаемое ycTpoiicfso, на
фиг. 2-схема обрг, отверстия.
Воздхх из сети подводится через редуктор /, где очнн1ается от воды, (|)н.тьтруется и редуцируется п.о кана.П 2 к нижнем концу коничеекой прозрачной трубки .). примеHOHHoii в качестве да.тчика воздух в трубке стремнтся поднять iio-i.uiвок / вверх.
()днoвpe eннo по кана.тх 5 воздух поступает к дросселю ( н так да.тее но 7 к .двухсторонпс.му измерите.. соплу и по каналу 9 верхнему концу .iHHHoii трубки /. стремясь тить ион.тавок 4.
Прибор настраивается по де.тыюму кольцу-калибру, ограничивающему иижиее по.че дои.уска заданного отверстия таким (бразом, что по достижеиии задапп(;1о размера .пч света пересекает .iai-u)K 4,
В нача.тьныи момент xoninir-ro ловку с измерительным двухсторонним вмонтированным соплом вводят обрабатывае.ое отверетие без враи1ения. контакты Ю еще не замкнуты. С вк.тюченпем В11ан 1.ения замыкаются ко1ггакты Ю. нодготовляя кату1ику реле времеии // к
вк/1К) ол1Ю1 |1е. BK.II{V чаотся разжим абразивных брусков и начинается процесс хонингова)1ИЯ.
В г1ервонача.11)Ный , огда еще НС сият нринуск, зазор между соплом 8 и стенкой нзделия J2 весьма мал, иоэтому давление воздуха в Bcpxiieii HO/IOCTI-: больн1е, чем в инжней и ионлавок 4 нгьходигся внизу трубкн 5. По -мере снятия Н1)ннуска зазор между етенког изделия 12 и сонлом уве/1нчнвается, тем самым увеличивая нстечонис воздуха, в результггге чего давленне в верхней ио.юсти трубки /) надает и нонлавок 4, иод воздействием постоянно действующего дав/кмпгя снизу, иодинмастся ввс;)х до тех нор. нока ие не 1есечет свеГ()вой луч, наиравленный на Лотоэлемент 13.
Световой гуч, не иересечениыГ| г:ог:лавко1М 4, воздействует на экран фотоэлемента 13, наводя на унравляюндей сетке э.чектрониой .малппм 6С5 отрицательный заряд-ламна заиерта, а телефонное реле 14 выключено. При достижении в нроцессе хонниговання на каком-либо участке заданного размера, нонлавок 4 нересекает еветовой луч, вследствие чето с унравляюгце сетки лампы бСо снимается отрицательный заряд-в цени ламны катод-анод возникает ток, включаютш телефонное реле 14.
Поскольку в анодной чаети электронной ламиы возникают весьма малые токи-микротоки, которые не в состоянии воздействовать на обычную командную аниаратуру, встраиваемую в металлорежугцие станки, в анодную день ламиы 6С5 подключают телефонное реле 14, которое евоими ,контактами РТл в цепи / унравляет включением реле времени //. С включением телефонного реле в цени / замыкаются нормально открытые (н. о.) контакты РТл, включая реле времени 11. Нормально закрытые (н, з.) кон-такты РВ с выдержкой времени при открывании выдержка времени устанавливается в зависимости от длины хонингуемого отверстия, достаточная для промера по всей длине действительного размера,-
- сек.) подготовляются к отк,-|ючению в цепи // катун ки пускателя 15 окончания цикла.
В цени /// с включением реле вр 1мени контакты РВ замыкаются, вк,тючая пускатель 16, который своими контактами 17 блокирует контакть; РВ, а в цегн-i IV подготовляет к включеиню электро.;аг1гит коротких ходов 18, который li дан1:ь Й мохепт вык.тючеп; п. з. копта ктьт РВ разомкнуты.
Допустим, что в результате хомкЕП-оиапия пздс.тия 12 (фиг. 2) инс|)ху в поясе Л уже достгцл1ут задапп1 1й 1)азмер отверстия, устро; :С1Т5О сработа.по в вышеописаипо последовательпости, а ВНИЗУ enie не дости Т1ут размер (и.местся копус). Тогда при нро.мере обработанно1-о отверстия хонинг-головка, нер емс .аясь вниз, входит в нояс Б, где заданный размер еи;е но достигнет (т. е. зазор между стенкой изделия в поясе Б н мерительнымн сопла.ми мопьпю, чем в поясе /1), что вызыиаст повьппеиие давления воздуха п псрхне: части трубки 3. При этом, пои.чазок иачинает переменгаться вниз, открывая световой .. Мгногчмию происходит запнраиие ламны 6С.), отключение телефонного реле 14: и. о. контакты РГл в цепи / размьпсаются, вык.тючая реле времени //; тогда н. з. контакты РВ ;. Гепи IV замыкаются и включают электромагнит 18-в поясе Б начинается хонингование короткими ходами (длина короткого хода регулируется; т,аким образом, уменьшая длину короткого хода, можио длину данного отверстия разбивать не на 4 нояеа, а на 8-12, в зависимости от длины хонингуемого отверстия) до тех пор, пока в поясе Б не будет достигиут заданный размер.
После достижения размера поплавок 4 снова пересекает еветовой луч, отпирая лампу 6С5, включается реле времени, н. з. контакты РВ в цени IV размыкаются, выключая механизм коротких ходов. Снова хонинг- головка начинает промер обработанного отверстия и в поясе В опять включаются короткие хода, поскольку заданный размер здесь не достигнут, и т. д. до тех пор, пока на всей длине не будет достигнут требуемый размер.
После достижения заданного размера по всей длине обработанного отверстия хонинг-головка с мерительными соплами еще раз проверяет размеры отверстия во всех поясах. Поскольку сигнал на вКоТЮчение коротких ходов не ноступает, то но истечении времени настройки реле // н. 3. контакты РВ в цепи // размыкаются-автоматически дается команда на выключение вращения, сжатие брусков и вывод хонинг-головки из обработанного отверстия в исходное положение, после чего происходит останов станка.
Для наблюдения за де: ствительным размером в процессе хонингования имеется сбоку стеклянной трубки 3 шкала, соответствующим образом отградуированная; таким образо.м, в ходе обработки можно видеть, какой в данный момент нолучен действительный размер в обрабатываемом отверстии.
П р е д м е т и з о б р е т е н и я
ycTpoiicTBO для управления ра6oToi хонинговальн1эго станка с ис ;ользованиел пневматического датчика с двухсторонним измершельиь;м соплом, вмонтированным в корпусе хонинговальпо головки, о гл и ч а ю HI е е с я тем, что в качестве датчика примепена коническая прозрачная трубка, включенная между источником подачи воздуха и измерительным соп.юм так, что noMeineniHiH в ней поп,:тавок не препятствхст световом лучу воздействовать на фотоэлемент, включающий короткие ходы хонинговальной го.товкп, повторяющиеся до моментр. достижения на данном участке обрабатываемого отверстия требуемого размера днаметра, после чего происходит пересеканне светового луча поплавком е автоматической подачей хонинговальной головки на следуюнип- участок (пояс), е целью обеспечення цилиндрической формы обрабатываемого отверстия по всей его длине.
Фиг. 1
А-
РТп
fft-K-7 РВ
В,-5 I
17
l-f ir
РВ
