1
Изобретение относится к машиностроению и может быть применено при изготовлении поршневых колец двигателей внутреннего сгорания и компрессоров.
Известно устройство для наружного хонингования поршневых колец, содержащее стол, связанную с приводом оправку, несущую пакет поршневых колец и охватывающую хонинговальную головку, установленную на столе 1.
Это устройство не обеспечивает возможность автоматизации цикла обработки, так как не имеет механизмов загрузки и центрирования поршневых колец.
Известно также устройство для наружного хонингования поршневых колец, содержащее установленный на основании стол, связанный с приводами вращения и возвратно-поступательного перемещения шпиндель, несущий оправку с торцевым зажимом пакета поршневых колец, установленную соосно шпинделю над столом калибрующую гильзу с направляющим коническим поясом и установленную на столе с возможностью плавающего перемещения в плоскости, перпендикулярной оси шпинделя, охватывающую хонинговальную головку с механизмом радиального перемещения брусков 2.
Это устройство обеспечивает центрирование пакета поршневых колец перед обработкой, однако не может работать в автоматическом режиме из-за отсутствия средств установки поршневых колец на оправку в сочетании с центрированием.
5. Целью изобретения является автоматизация цикла обработки.
Указанная цель достигается тем, что устройство снабжено расположенным над столом вертикальным магазином-накопителем,
10 имеющим поперечный отсекатель, установленным на столе с возможностью перемещения под магазин-накопитель прямиком, боковые стенки которого выполнены в виде раздвижных в радиальном направлении сухарей, и установленным на столе съемником с подпружиненнымй зубцами, причем торцевой зажим пакета поршневых колец выполнен в виде расположенных на оправке подвилсных в радиальном направлении зажимных планок, установленных с возможностью контакта с сухарями приемника.
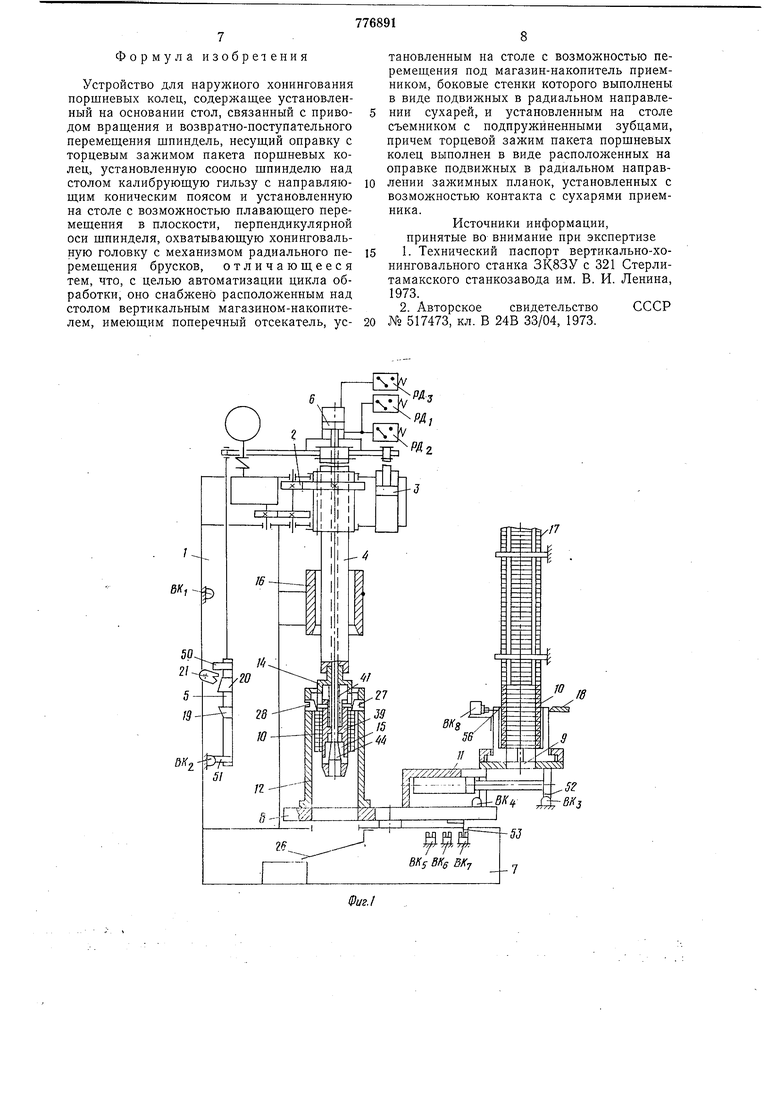
На фиг. 1 показана конструктивная схема устройства в положении выгрузки поршневых колец с оправки и загрузки поршневых колец из магазина-накопителя в приемник; на фиг. 2 - то же, в положении для набора пакета поршневых колец; на фиг. 3 - вид сверху на планшайбу трехпозиционного автоматического поворотного стола;
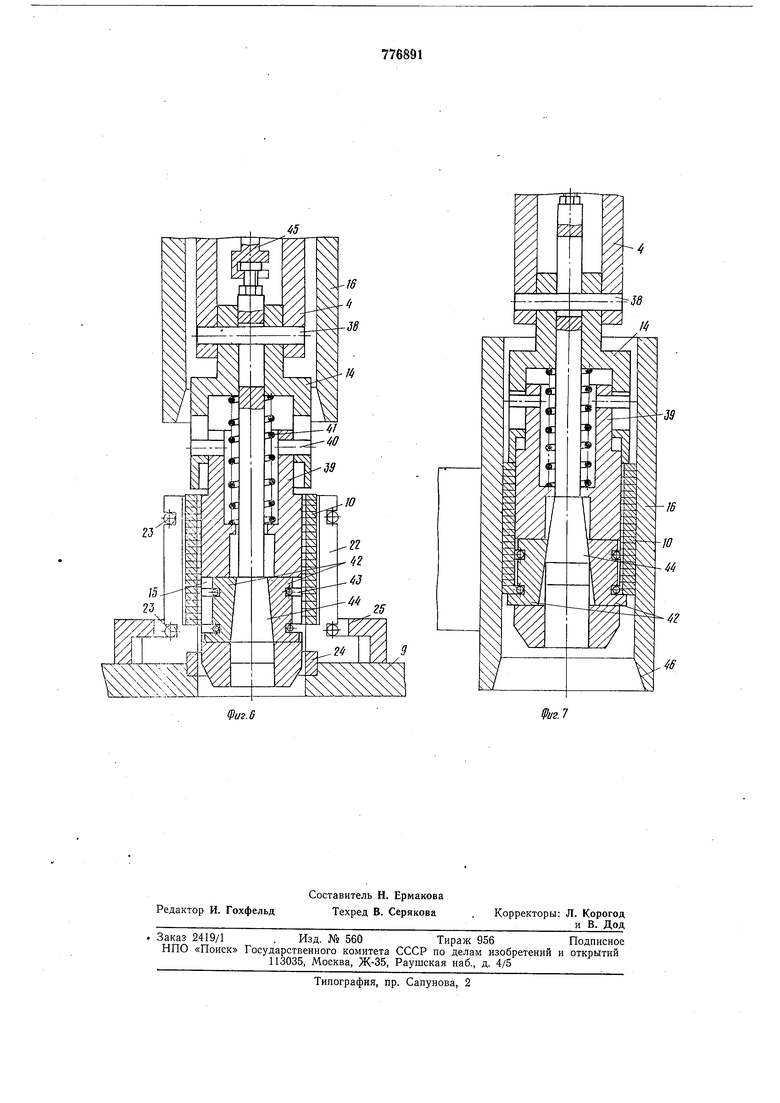
30 на фиг. 4 - устройство в положении обработки поршневых колец; на фиг. 5 - приемник устройства; на фиг. 6 - разрез оправки в положении набора пакета поршневых колец; на фпг. 7 - разрез оправки с зажатым пакетом поршневых колец.
Устройство имеет станину 1, привод враш.енпя 2 и привод возвратно-поступательного движения 3 шпинделя 4, кронштейн 5, механизм 6 зажима поршневых колец и систему подачи смазываюш;е-охлаждающей жидкости (условно не показана). На основании 7 устройства установлен автоматический трехпозиционный поворотный стол 8, на котором размеш,ены приемник 9 для загрузки пакета поршневых колец 10 с перекатным столиком 11, съемник 12 для выгрузки пакета поршневых колец, плавающая хонинговальная головка 13. Шпиндель 4 несет оправку 14 для набора и закрепления на ней с помощью торцевого зажима 15 пакета поршневых колец. На станине 1 установлены калибрующая гильза 16, магазин-накопитель 17 для поршневых колец с отсекателем 18.
На кронштейне 5 расположены кулачки 19 и 20, управляющие переключением поводка 21, связанного с гидропанелью (не показана).
Приемник 9 (фиг. 5) включает в себя четыре подвижных сухаря 2, перемещающихся под действием кольцевых 23 в раднальном направлении до упора в огра.ничительную втулку 24. От опрокидывания подвижные сухари 22 удерживаются двумя разрезными фланцами 25, прикрепленными к приемнику 9.
Съемник 12 (фиг. 1) предназначен для съема обработанных поршневых колец 10 с оправки 14 и выгрузки их по лотку 26 с автомата.
Съемник включает в себя два зубца 27, перемешаюшихся в радиальном направлении под действием кольцевой пружины 28.
Охватываюшая хонинговальная головка 13 (фиг. 4) является инструментом и предназначена для обработки методом хонингования наружной поверхности пакета поршневых колец 10. Она установлена на опорах качения 29, позволяющих ей свободно перемещаться в радиальном направлении. Прижимной фланец 30 удерживает охватывающ5Ю хонинговальную головку от осевого перемещения вверх. Штырь 31 удерживаетее от поворота. Алмазные бруски 32, закрепленные на конусных колодках 33, имеют возмол ность перемещаться с помощью механизма радиального перемещения 34, содержащего обойму 35, которая соединена с помощью штифта 36 со штоком гидроцилиндра 37.
Оправка 14 крепится в шпинделе 4 с помощью поводка 38, передающего ей вращательное и возвратно-поступательное движение и включает в себя подвижный корпус 39 торцевого зажима 15, св-язанный с оправкой посредством двух штырей 40, отжимную пружину 41, стремящуюся удерживать подвижный корпус 39 в нижнем положении, конусные зал имные планки 42, размещенные в назах подвижного корпуса 39 и имеющие возможность перемещаться в радиальном направлении от воздействия двух кольцевых пружин 43 и конусного толкателя 44, связанного с помощью промежуточного толкателя 45 с механизмом 6.
Калибрующая гильза, имекЗщая направляющий конический пояс 46, предназначе.на для центрирования пакета поршневых колец 10 на оправке 14 с целью обеспечения равномерного съема припуска и равномерного износа алмазных брусков 32 охватывающей хонинговальной головки 13.
Магазин-накопитель 17 (фиг. 2) предназначен для наконления и загрузки обрабатываемых поршневых колец в приемник 9 и включает в себя отсекатель 18 с пружиной 47, бандажные кольца 48, жестко прикрепленные к станине 1, и вертикальные склизы 49.
Устройство имеет также конечные выключатели BKi и ВК2 (фиг. 1), взаимодействующие с кулачками 50 и 51, контролирующими положение оправки 14, конечные выключатели ВКз, ВК4, взаимодействующие с
кулачком 52, контролирующим положение выката и заката приемника 9, конечные выключатели BKs, ВКе, ВКт, взаимодействующие с кулачками 53, 54 и 55, контролирующими положение трехпозиционного автоматического поворотного стола 8, микропереключатель BKs, взаимодействующий с толкателем 56, контролирующим полную загрузку пакета поршневых колец 10 в приемник 9, реле давления РД: и РДг, контролирующие величину давления в гидросистеме механизма 6, необходимого для предварительного и рабочего зажима пакета поршневых колец 10 на оправке 14, реле давления РДз, контролирующее наличие давления в верхней полости механизма 6.
Устройство работает следующим образом. С нажатием на пульте управления (условно не обозначен) кнопки «Цикл пуск при верхнем исходном положении оправки
14, в котором кулачок 50 воздействует на выключатель ВКь поворотный стол 8 занимает положение загрузки, в котором кулачок 53 воздействует на выключатель В При этом приемник 9 с помощью перекатного столика 11 выдвигается под магазин-наконитель 17, смещая отсекатель 18, в результате чего поршневые кольца проваливаются в приемник 9. В полол ении загрузки поршневых колец, когда кулачок 52 воздействует на выключатель ВКз, поворот стола 8 исключается. После полного набора пакета поршневых колец 10 в приемник 9 микропереключатель BKs дает команду нерекатному столику И на перекат приемника 9 от магазина-накопителя 17. В результате перемещения столика 11 кулачок 52 воздействует на выключатель ВК4, который дает команду на поворот стола 8 для установки приемника 9 в рабочую позицию под шпиндель 4. При перемещении столика 11 вместе с приемником 9 от магазина-накопителя 17 отсекатель 18 под действием пружины 47 перекрывает загрузочный люк магазина-накопителя 17, удерживая поршневые кольца от выпадания. После установки приемника 9 в рабочую позицию кулачок 54, воздействуя на выключатель BKs, дает команду на медленный ход вниз шпинделя 4 для ввода оправки 14 в приемники 9 с загруженным пакетом порщневых колец 10. При достижении положения оправки 14, соответствующего показанному на фиг. 6, .кулачок 51 воздействует на выключатель ВК2, производя останов шпинделя 4 в данном положении и включение хода вверх конусного толкателя 44, который при перемещении вверх заставляет перемещаться в радиальном направлении конусные зажимные планки 42, раздвигая при этом подвил ные сухари 22 приемника 9 до тех пор, пока специальные выступы зажимных планок 42 не захватят нижний торец пакета поршневых колец 10. При дальнейшем перемещении вверх конусного толкателя 44 последний увлекает за собой подвижный корпус 39, сжимая отжимную пружину 41 до тех пор, пока верхний торец пакета поршневых колец 10 не упрется в нижний торец оправки 14,-в результате чего давление в ги тросистеме механизма возрастет и сработает релеНИЗКОГО давления РДз, настроенное на пониженное давление, необходимое для предварительного зажима пакета поршневых колец 10 на оправке 14, которое одновременно включит медленный ход шпинделя 4 вверх. При медленном перемещении шпинделя 4 вместе с оправкой 14 вверх предварительно зажатые поршневые кольца, входя в конический пояс калибруюшей гильзы 16, окончательно центрируются с целью равномерного съема припуска и равномерного износа алмазных хонинговальных брусков в охватывающей хонинговальной головке при их обработке и при достижении шпинделем верхнего положения, когда кулачок 50 воздействует на выключатель ВКь дается команда на поворот стола 8, в результате которого под щпиндель устанавливается охватывающая хонинговальная головка 13. При этом кулачок 55, воздействуя на выключатель BKs, включает высокое давление в гидросистеме механизма 6, осуществляя рабочий зажим пакета поршневых колец 10 на оправке 14, после чего срабатывает реле высокого давления РДь включая медленное перемещение вниз шпинделя 4 вместе с оправкой 14 для ввода зажатого пакета поршнерых колец 10 в охватываюшую хонинговальную головку 13. При достижении нижнего положения кулачок 51, воздействуя на выключатель ВК2, включает вращательное и быстрое (рабочее) возвратно-поступательное движение шпинделя, подачу смазывающе-охлаладающей жидкости в зону обработки, перемещение вниз штока гидроцилиндра, 37 механизма радиального перемещения алмазных брусков 32 охватывающей головки 13, в результате чего алмазные бруски 32 прижимаются к наружной поверхности пакета поршневых колец 10 с необходимым удельным давлением, осуществляя процесс резания, при котором рабочая длина хода возвратно-поступательного движения и величины перебега пакета поршневых колец 10 из охватывающей хонинговальной головки 13 определяются настройкой кулачков 19 и 20, переключающих поводок 21, связанный с гидропанелью, управляющей возвратно-поступательным движением шпинделя 4. После достижения необходимого размера дается команда на перемещение вверх штока гидроцилиндра 37 и вывод вверх оправки 14. Для достижения верхнего исходного положения кз лачок 50 воздействует на выключатель BKi, который дает команду на поворот стола 8 для установки съемника 12 под щпиндель 4, а приемника 9 - в загрузочную позицию, после чего кулачок 53, воздействуя на выключатель ВК, включает одновременно медленный ход вниз шпинделя 4 с оправкой 14 и выкат перекатного столика 11 с приемником 9 под магазиннакопитель 17, при этом пакет поршневых колец 10, воздействуя на скосы зубнов 27, раздвигает их и входит в съемник 12. Прп достижении шпинделем положения кулачок 51 воздействует на выключатель BK-i, который включает ход вниз механизма 6 и связанного с ним конусного толкателя 44, при этом зажимные п.ланки 42 под действием кольцевых 43 сжимаются, освобождая обработанный пакет порщневых колец 10. После достижения крайнего нижнего положения конусного толкателя 44 давление в верхней полости цилиндпа механизма б возрастает, заставляя сработать реле давления РДз, включающее вывод вверх щпинлеля 4 с оправкой 14, с которой зубцами 27 снимаются обработанные поршневые кольца. При достижении шпинделя 4 с оправкой 14 исходного положения кулачок 50, воздействуя на выключатель ВКь подготавливает устройство к повторному циклу, который включается послепереката столика 11 от магазина-накопителя 17 и воздействия кулачка 52 на выключатель ВК4Как видно из описания работы устройства, цикл обработки является полцостью автоматизированным.
Формула изобретения
Устройство для наружного хонингования поршневых колец, содержащее установленный на основании стол, связанный с приводом вращения и возвратно-поступательного перемещения шпиндель, несущий оправку с торцевым зажимом пакета поршневых колец, установленную соосно шпинделю над столом калибрующую гнльзу с направляющим коническим поясом и установленную на столе с возможностью плавающего перемещения в плоскости, перпендикулярной осн шпинделя, охватывающую хонинговальную головку с механизмом радиального перемещения брусков, отличающееся тем, что, с целью автоматизации цикла обработки, оно снабжено расположенным над столом вертикальным магазином-накопителем, имеющим поперечный отсекатель, установленным на столе с возможностью перемещения под магазин-накопитель приемником, боковые стенки которого выполнены в виде подвижных в радиальном направлеНИИ сухарей, и установленным на столе съемником с подпружиненными зубцами, причем торцевой зажим пакета поршневых колец выполнен в виде расположенных на оправке подвижных в радиальном направлении зажимных планок, установленных с возможностью контакта с сухарями приемника.
Источники информации, принятые во внимание при экспертизе
1. Технический паспорт вертикально-хонинговального станка ЗК83У с 321 Стерлитамакского станкозавода им. В. И. Ленина,
1973.
2. Авторское свидетельство СССР
№ 517473, кл. В 24В 33/04, 1973.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для наружного хонингования пакетов поршневых колец | 1980 |
|
SU1024242A1 |
| Способ притирки поршневых колец по наружной поверхности | 1980 |
|
SU944891A1 |
| Поточная линия для изготовления витых ленточных магнитопроводов | 1985 |
|
SU1317570A1 |
| Хонинговальная головка для обработки конических отверстий | 1983 |
|
SU1085786A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ПОРШНЕВЫХ КОЛЕЦ | 1973 |
|
SU397269A1 |
| ПАТЕНТНО- in •^ ТЕХ'ЛИЧССКАЯ БИБЛИОТЕКАИ. Е. Фрагин | 1970 |
|
SU268931A1 |
| Многооперационный станок | 1984 |
|
SU1212753A1 |
| Устройство для притирки поршневых колец | 1985 |
|
SU1256932A1 |
| Устройство для хонингования наружных поверхностей | 1987 |
|
SU1530419A1 |
| Хонинговальный станок | 1988 |
|
SU1682138A1 |


/ dKi
50 21
М2
/ -
:-/7
%г.7
,
5
kj
)
Us
1
c,;
39
46
