Предложенное устройство предназначено для сварки труб с трубными досками теплообменной аппаратуры, в том числе для сварки на расстоянии во вредных условиях (излучение, загазованности и т. д.), так как может быть перенесено и установлено под сварку с помощью переносных механизмов.
Известное устройство для дуговой сварки труб с трубными досками содержит корпус, сварочную головку с соплом и приспособлением для зажима электрода, а также механизм вращения головки.
Предложенное устройство отличается от известного тем, что сопло головки выполнено в виде подпружиненного относительно корпуса конуса и служит одновременно центратором, а нрнснособление для зажима электрода - в виде втулки с полуцилиндрическим отверстием, в котором расположена ирижимная колодка, закрепляющая ненлавящийся электрод на необходимом расстоянии от оси вращения центратора.
Такое выполнение устройства позволяет расщирить его эксплуатационные возможности, производить подготовку устройства к сварке как вблизи, так и на расстоянии, например на щтанге, расширить диапазон размеров привариваемых трубок. С целью уменьщения размеров сварочная головка выполняется из жаростойких материалов без уплотнения из резины и пластмасс, что позволяет обойтись без водяиого охлаждения.
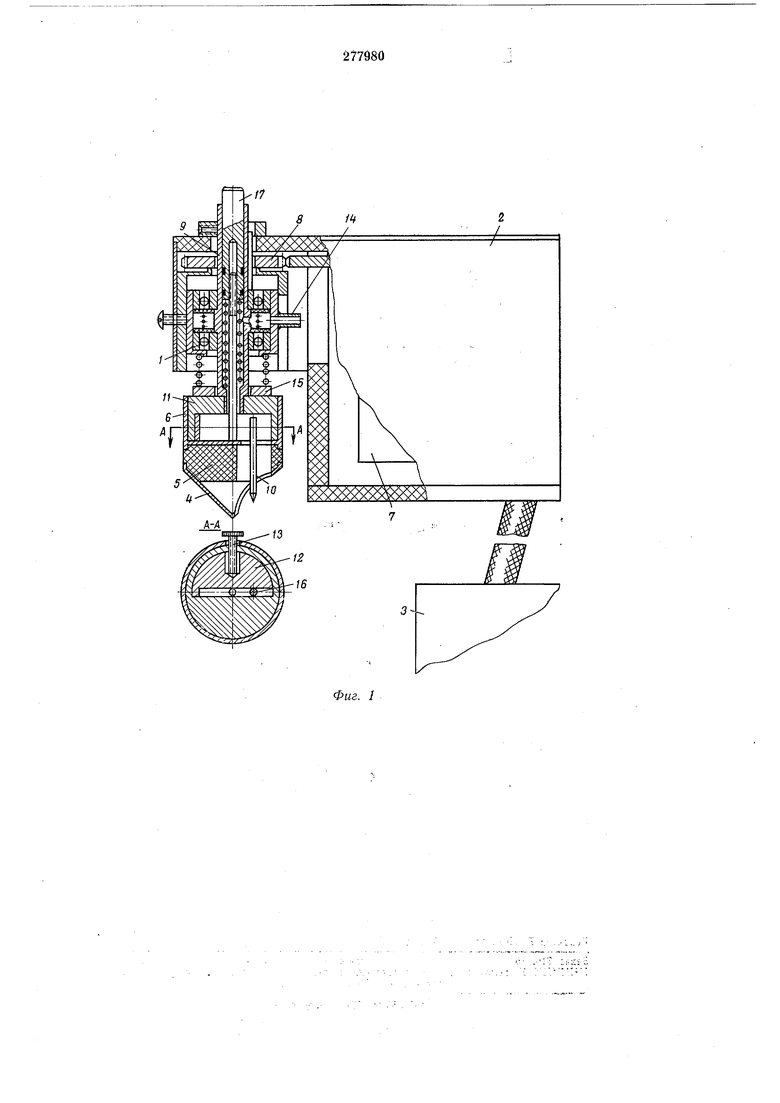
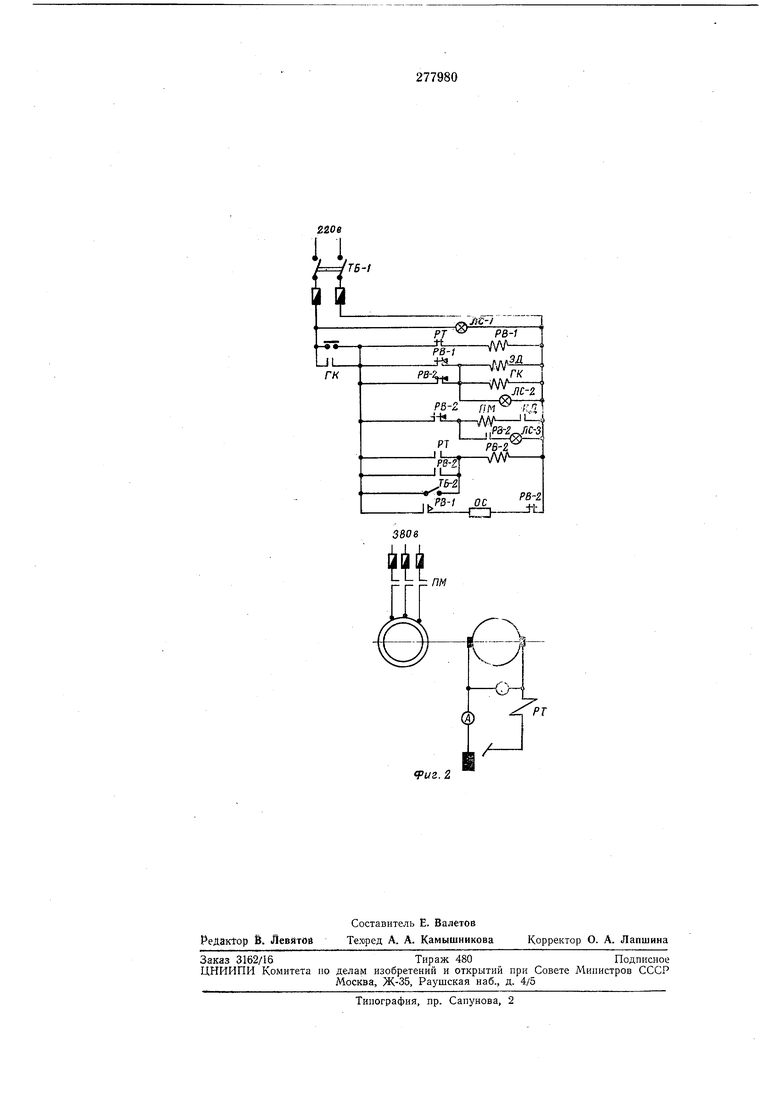
Па фиг. 1 изображено предложенное устройство с вндом по Л-.4; на фиг. 2 - электрическая схема автоматического регулирования цикла сварки и принципиальная схема включения сварочного преобразователя.
Устройство для дуговой сварки состоит-из сварочной головки 7, кориуса 2 и щкафа управлеиия 5.
Центрирующий конус 4 головки соединен через нзоляционную прокладку 5 с направляющим стаканом 6. Вращение осуществляется от электродвигателя 7 через цилиндрическую шестерню 8, в которой вал 9 продольно перемещается. Электрод 10 укреплен во втулке 11 с помощью прижимной колодки 12 и винта 13. Электрод может радиально иеремещаться с целью сварки труб различных диаметров. Сварочный ток нодается через токоподводящую контактную .щайбу п втулку И,
а защитный газ через щтуцер 14 и полый
вал 15.
Устройство работает следующим образом.
Головка и корпус устанавливаются на трубную доску свободным центрирующим конусом в торец свариваемой трубы. Электрод 16, предварительно закрепленный вручную на расстоянии, .определяемом диаметром сварило/кении давления Ha шток 17. Устройство готово к проведению сварки. Работа устройства начинается включением газа и тумблера ТБ-1 иа шкафу унравления, ири этом зажигается сигнальная ламиа ЛС-1. В газопроводе защитного газа имеется предохранительный клапан пневматического действия, который в зависнмости от заданного давления газа подготавливает цепь катушки магнитного пускателя сварочного преобразователя к включению контактами КЛ,. Нажатием кнопкн «Пуск на корнусе устройства включается реле времени РВ-1, клапаи продувкн защитного газа Г/С двигатель вращення ЭД, конуса головкн и пускатель ЯМ электродвигателя сварочного преобразователя. Одновременно зажигается сигнальная ламна ЛС-2.
После выдержки времени, необходимого для разгона ротора сварочного преобразователя, и получения на сварочном генераторе номинального нанряжения холостого хода контакты реле РВ-1 включают осциллятор ОС. При этом возбуждается дуга. После возбул :дення дуги срабатывает реле тока РТ, которое включает реле времени выдержки сварки РВ-2, и отключается реле РВ-1. Клапан ГК и электродвигатель ЭД питаются через нормально закрытые контакты РВ-2. Реле РВ-2 включает сигнальную лампу ЛС-3 и отключает осциллятор ОС. По нстечеиии времени
сварки реле РВ-2 отключает магнитный пускатель ПМ электродвигателя электромеханического сварочного преобразователя и сигиальиую ЛС-3. За счет инерции вращающихся масс сварочного преобразователя происходит плавное гашение дуги. Затем реле тока Р7 включает реле РВ-1, кочорое иосле выдержки времени продувки защитным газом отключает двигатель ЭД, сигнальную лампу ЛС-2, клапан ГК, а реле клапана обеснечивает реле РВ-1, н схема нриходит в исходное состояние.
Предмет изобретения
Устройство для дуговой сварки труб с трубнымн досками, содержа)цее кориус, сварочную головку с соплом н приспособлением для зажпма электрода, а также механизм вращеПИЯ головки, отличающееся тем, что, с целью повышения ироизводительности при сварке в труднодостуиных местах, сопло головкн выполнено в виде ноднружииенного относительно корпуса конуса н служит одновременно
центратором, а приспособление для зажима электрода вынолнено в виде втулки с полуцнлиидрическим отЁерстнем. в котором расположена прижнмная колодка, закрепляющая неплавящпйся электрод на необходимом расстояннн от оси вращения нентратора.
I 1,
ТБ-t
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для АВТОМАТИЧЕСКОГО ВКЛЮЧЕНИЯ И ОТКЛЮЧЕНИЯ ПОДАЧИ ЗАЩИТНЫХ ГАЗОВ | 1965 |
|
SU174742A1 |
| УСТРОЙСТВО для СВАРКИ ТРУБ С ТРУБНБШИ ДОСКАМИ | 1970 |
|
SU270154A1 |
| Устройство для дистанционной установки величины сварочного тока | 1953 |
|
SU102494A1 |
| Устройство для аргоно-дуговой сварки | 1961 |
|
SU142362A1 |
| ГОЛОВКА ДЛЯ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2011 |
|
RU2457089C1 |
| Пистолет для точечной дуговой сварки | 1977 |
|
SU727366A1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ТРУБНЫМИ РЕШЕТКАМИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2128560C1 |
| Способ дуговой сварки в узкую разделку с поперечными колебаниями неплавящегося электрода | 1987 |
|
SU1480994A1 |
| УСТАНОВКА ДЛЯ АВТОМАТИЧЕСКОЙ ДУГОВОЙ СВАРКИ ОТВОДОВ | 1969 |
|
SU256131A1 |
| Устройство для автоматической сварки неплавящимся электродом | 1974 |
|
SU531685A1 |
. 2
