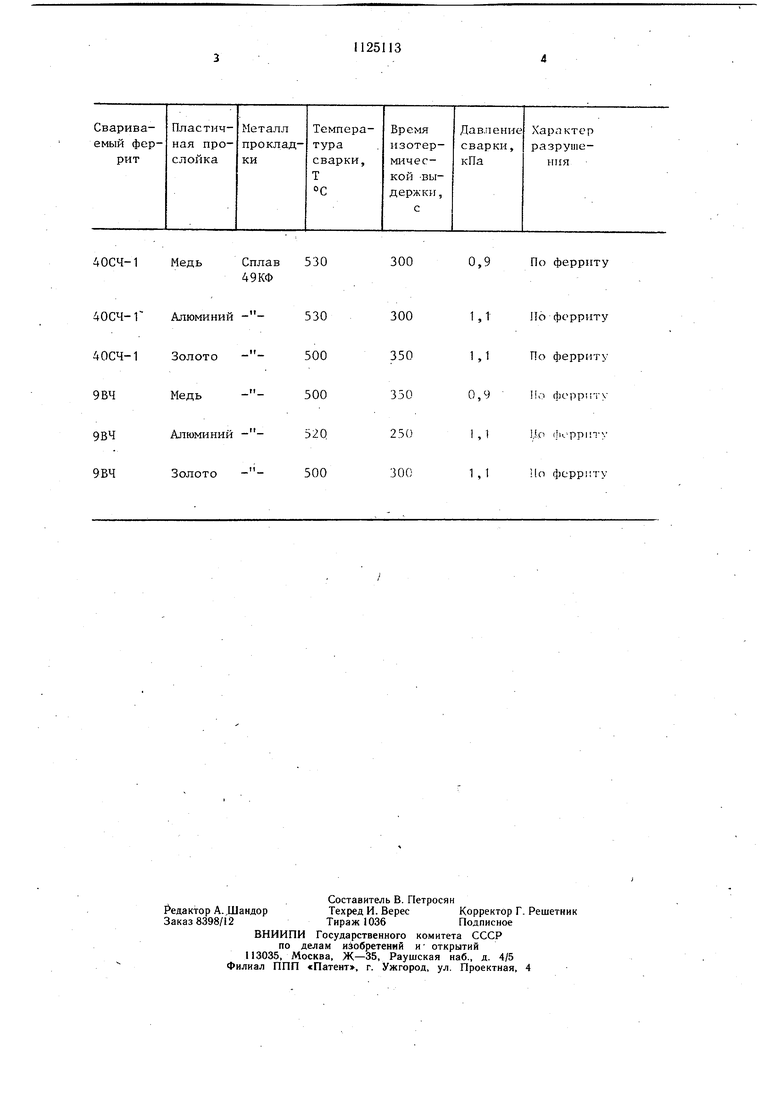
Изобретение относится к сварке давлением, в частности к диффузионной сварке, и может быть использовано в электронной и радиотехнической промышленности для соединения ферромагнитных материалов. Известен способ диффузионной сварки разнородных материалов через промежуточную прокладку с воздействием на нее ультразвуковыми колебаниями 1. Недостатком способа является сложность технологии процесса сварки. Наиболее близким к изобретению по технической сущности и достигаемому эффекту является способ диффузионной сварки ферромагнитных материалов через промежуточную пластичную прослойку, при котором свариваемые детали нагревают в высокочастотном магнитном поле, сдавливают и воздействуют на них ультразвуковыми колебаниями, возбуждаемыми в прокладке из магнитострикционного материала 2. Недостатком известного способа является длительность процесса сварки из-за низкой эффективности ультразвукового воздействия. Целью изобретения является интенсификация процесса путем повышения эффективности ультразвукового воздействия. Поставленная цель достигается тем, что согласно способу диффузионной сварки ферромагнитных материалов через промежуточную пластичную прослойку, при котором свариваемые детали нагревак т в высокочастотном магнитном поле, сдавливают и воздействуют на них ультразвуковыми, колебаниями, возбуждаемыми в прокладке из магнитострикционного материала, прокладку выполняют с выступами в виде усеченного конуса, пластичную прослойку наносят на их поверхность и прокладку располагают между свариваемыми поверхностями. На чертеже показана схема осуществления способа. Между свариваемыми поверхностями деталей 1 из ферромагнитного материала размещают прокладку 2 из магнитострикционного материала с выступами 3 в виде усеченного конуса с нанесенной на их поверхность пластичной прослойкой 4. Собранный узел устанавливают в вакуумную камеру (не показана),создают в ней вакуум, детали сдавливают, нагревают до температуры сварки высокочастотным индуктором и осуществляют изотермическую выдержку. В процессе нагрева и изотермической выдержки в прокладке 2 под действием высокочастотного магнитного поля индуктора возбуждаются ультразвуковые колебания, интенсифицирующие процесс сварки. После образования соединения детали охлаждают и извлекают из вакуумной камеры. Изменение собственных геометрических размеров прокладки за счет магнитострикции и увеличение температуры в зоне сварки за счет выделяющейся ультразвуковой энергии позволяют интенсифицировать диффузионные процессы в зоне сварки и повысить эффективность ультразвукового воздействия. Увеличению амплитуды ультразвуковых колебаний свариваемой поверхности способствуют выступы на прокладке в виде усеченного конуса. Одновременно с процессом ультразвуковой интенсификации процесса диффузионной сварки идет концентрация магнитного потока f на выступах прокладки, что приводит к повышению удельной энергии, выделяемой в зоне сварки вихревыми токами, а в конечном счете к интенсификации процесса сварки. Пример. Сваривают детали из феррита 40СЧ-1 и 9ВЧ через прокладку из магнитострикционного материала 49КФ, на выступы которой наносят промежуточную пластичную прослойку. Технологические параметры процесса приведены в таблице. Использование предлагаемого изобретения по сравнению с известным позволяет интенсифицировать процесс сварки при соединении ферромагнитных материалов.
40СЧ-1 Медь Сплав 530
49КФ
40СЧ-Г Алюминий 530
40СЧ-1 Золото 500
9ВЧМедь- -500
9ВЧАлюминий - -520
9БЧЗолото - -500
0,9 По ферриту
300
300 1,Т Но форриту
350 1 ,1 По ферриту
3500,9Но фс ррпту
2501 ,1U.O ||к-рр1 ту
3001,1По ферр: ту
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ диффузионной сварки разнородных материалов | 1987 |
|
SU1496963A1 |
| Способ диффузионной сварки | 1976 |
|
SU583889A1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ РАЗНОРОДНЫХ СТАЛЕЙ | 2003 |
|
RU2231432C1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ МЕТАЛЛОВ С НЕМЕТАЛЛАМИ МЕТОДОМ ЭЛЕКТРИЧЕСКИ ВЗРЫВАЕМЫХ ПРОСЛОЕВ В ВАКУУМЕ | 2012 |
|
RU2516204C2 |
| Способ диффузионной сварки через промежуточную прокладку | 1987 |
|
SU1479246A1 |
| Способ диффузионной сварки | 1989 |
|
SU1698019A1 |
| Способ диффузионной сварки | 1989 |
|
SU1625625A1 |
| Диспергатор | 1988 |
|
SU1620309A1 |
| Способ диффузионной сварки твердого сплава со сталью | 1989 |
|
SU1673348A1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ ТРУБ ИЗ РАЗНОРОДНЫХ МАТЕРИАЛОВ | 2006 |
|
RU2301732C1 |
СПОСОБ ДИФФУЗИОННОЙ СВАРКИ ферромагнитных материалов через промежуточную пластичную прослойку, при котором свариваемые детали нагревают в высокочастотном магнитном поле, сдавливают и воздействуют на них ультразвуковыми колебаниями, возбуждаемыми в прокладке из магнитострикционного материала, отличающийся тем, что, с целью интенсификации процесса путем повышения эффективности ультразвукового воздействия, прокладку выполняют с выступами в виде усеченного конуса, пластичную прослойку наносят на их поверхность и прокладку располагают между свариваемыми поверхностями. (Л 1C ел со 
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ диффузионной сварки | 1976 |
|
SU583889A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР № 3641873, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
