Изобретение относится к механическому оборудованию для термической обработки проката и может быть наиболее эффективно использовано в термических проходных печах с роликовым подом металлургических и машиностроительных заводов.
Известен печной ролик, состоящий из охлаждаемой оси и жаропрочной бочки, у которого, с целью повышекия долговечности и обеспечения свободной компенсации температур ных линейных расширений, ось вьшолнена с лысками. Бочка снабжена по торцам насаженными на лыски оси металлическими шайбами, в которые устанавливают стопорные пальцы для передачи крутящего момента Г1
Недостатком цечного ролика является его низкая долговечность, так как во время эксплуатации охлаждаемая ось, шайбы и бочка имеют различные температуры и удлиняются в радиальном направлении на различную величину. Это приводит к перегрузке стопор ньш пальцев и их разрушению. Кроме того, образуются радиальные зазоры между шайбами и охлаждаемым валом, через которые происходит высьтание термоизоляционного порошка, что значительно увеличивает потери тепла с охлаждаемой водой.
Наиболее близким по технической сущности к предлагаемому является печной ролик, содержащий водоохлаждаемые оси, цапфы и полую бочку, контактирующую своей внутренней поверхностью с наружной поверхностью цапф и закрепленную на них посредством штифтов L2j . .
Недостатком известной конструкции является низкая долговечность ролика из-за разрушения кольцевого сварг ного шва и фиксирующих радиальных штифтов, которые происходят из-за различных радиальных и осевых удлинений и цапф, имекнцих неодинаковую температуру в месте соединения.
Цель изобретения - повьш1ение- долговечности ролика.
Поставленная цель достигается тем, что у печного ролика, содержащего водоохлаждаемые оси, цапфы и полую бочку, контактирующую своей внутренней поверхностью с наружной поверхностью цапф и закрепленную на них посредством штифтов, контактирующие поверхности полой бочки
выполнены с коническими участками со стороны торцов бочки, при этом отношение длины конического участка бочки к расстоянию от торца бочки до фиксирующих штифтов составляет 0,6-0,8, а угол конусности равен 14-24 .
Такое конструктивное выполнение ролика снижает нагрузку, действующую на штифты вдоль оси бочки. Если при наличии сварного шва она была равна Р оС Е , ДТ F, то при наличии конического участка с уклоном fb
Р uiE . -а,Т. F.tg/«, где оС - температурный коэффициент линейного расширения, практически одинаковый для материала бочки и цапф;
Е - модуль упругости материала бочки; ДТ - разность температуры бочк
и цапфы ролика;
F - площадь поперечного сечения бочки ролика в месте соединения с цапфами. Значительное (в 5-8 раз ) уменьшение нагрузки способствует увеличени долговечности роликов.
Кроме того, такое конструктивное выполнение печного ролика позволяет повысить долговечность ролика за счет увеличения надежности соединения цапф с бочкой, которое достигается путем увеличения натяга во время эксплуатации на коническом участке их соединения. Бочка ролика имеющая более высокую температуру, чем цапфа, удлиняется в осевом направлении на большую величину, что приводит к увеличению натяга на коническом участке соединения по сравнению с цилиндрическим. Возрастание натяга увеличивает силы трения при передаче крутящего момента, действующие на поверхности соединения, и повьшает надежность соединения бочки с цапфами.
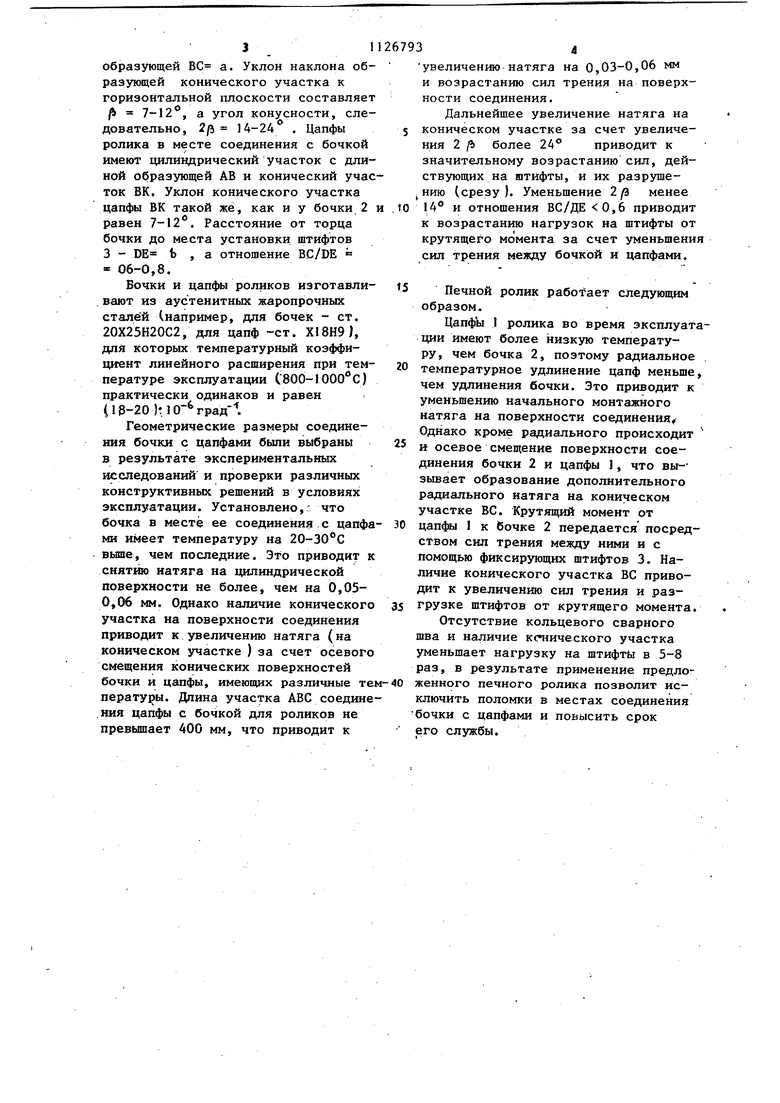
На фиг. I показан печной ролик в сборе; на фиг. 2 - узел соединени цапфы с бочкой.
Печной ролик состоит из двух цапф 1, соединенных с жаропрочной . полой бочкой 2 фиксирующими радиальными штифтами 3. Внутренняя поверхность полой бочки ролика с двух сторон имеет конические участки длиной образующей ВС а. Уклон наклона об разующей конического участка к горизонтальной плоскости составляе р 7-12, а угол конусности, сле довательно, 2/5 14-24 . Цапфы ролика в месте соединения с бочкой имеют цилиндрический участок с дли ной образующей АВ и конический уча ток ВК. Уклон конического участка цапфы ВК такой же, как и у бочки 2 равен 7-12. Расстояние от торца бочки до места установки штифтов 3 - DE Ь , а отношение B.C/DE « 06-0,8. Бочки и цапфы роликов изготавли вают из аустенитных жаропрочных сталей (например, для бочек - ст. 20Х25Н20С2, для цапф -ст. Х18Н9), для которых температурный коэффициент линейного расширения при тем пературе эксплуатации С800-1000 С) практически одинаков и равен (18-20)МО- градГеометрические размеры соединения бочки с цапфами были выбраны в результате экспериментальных исследований и проверки различных конструктивных решений в условиях эксплуатации. Установлено,: что бочка в месте ее соединения с цапф ми имеет температуру на 20-30°С выше, чем последние. Это приводит снятию натяга на цилиндрической поверхности не более, чем на 0,050,06 мм. Однако наличие коническог участка на поверхности соединения приводит к увеличению натяга (на коническом участке ) за счет осевог смещения конических поверхностей бочки и цапфы, имеющих различные т пературы. Длина участка ABC соедин .иия цапфы с бочкой для роликов не превышает 400 мм, что приводит к увеличению натяга на 0,03-0,06 мм и возрастанию сил трения на поверхности соединения. Дальнейшее увеличение натяга на коническом участке за счет увеличенря 2 /Ь более 24 приводит к значительному возрастанию сил, действующих на штифты, и их разрушению (срезу). Уменьшение 2 менее 14 и отношения ВС/ДЕ 0,6 приводит к возрастанию нагрузок на штифты от крутящего момента за счет уменьшения сил трения между бочкой и цапфами. Печной ролик работает следующим образом. Цапфы 1 ролика во время эксплуатации имеют более низкую температуру, чем бочка 2, поэтому радиальное температурное удлинение цапф меньше, чем удлинения бочки. Это приводит к уменьшению начального монтажного натяга на поверхности соединения Однако кроме радиального происходит и осевое смещение поверхности соединения бочки 2 и цапфы 1, что вы-зывает образование дополнительного радиального натяга на коническом участке ВС. Крутящий момент от цапфы 1 к бочке 2 передается посредством сил трения между ними и с помощью фиксирующих штифтов 3. Наличие конического участка ВС приводит к увеличению сил трения и разгрузке штифтов от крутящего момента. Отсутствие кольцевого сварного шва и наличие ксшического участка уменьшает нагрузку на штифты в 5-8 раз, в результате применение предлоенного печного ролика позволит исключить поломки в местах соединения бочки с цапфами и повысить срок его службы.
s:
Фиг.г
| название | год | авторы | номер документа |
|---|---|---|---|
| Печной ролик | 1989 |
|
SU1633249A1 |
| Печной ролик | 1979 |
|
SU851069A1 |
| Печной консольный ролик | 1987 |
|
SU1492202A1 |
| Печной ролик | 1979 |
|
SU846969A1 |
| Печной ролик | 1989 |
|
SU1772566A1 |
| Печной консольный ролик | 1979 |
|
SU823802A1 |
| Печной ролик | 1979 |
|
SU807024A1 |
| Печной ролик | 1985 |
|
SU1310603A1 |
| Устройство охлаждения для ролика непрерывного литья | 2020 |
|
RU2770927C1 |
| Печной ролик | 1989 |
|
SU1712759A1 |
ПЕЧНОЙ РОЛИК, содержащий водоохлаждаемые оси, цапфы и полую I бочку, контактирующую i своей внут- ренней поверхностью с наружной поверхностью цапф и закрепленную на них посредством штифтов, отличающийся тем, что, с целью пговьшения долговечности ролика, контактирукицие поверхности полой бочки и цапф выполнены с коническими участками со стороны торцов бочки, при этом отношение длины конического участка бочки к расстоянию от торца до фиксируюощх штифтов составляет 0,6-0,8, а угол конусности равен 14-24. . г
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Печной ролик | 1976 |
|
SU583368A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Справочник конструктора печей прокатного производства | |||
| Под ред | |||
| В.М.Тымчака | |||
| М., Металлургия, 1970, с | |||
| ПРИСПОСОБЛЕНИЕ ПРОТИВ УГОНА РЕЛЬСОВ | 1923 |
|
SU708A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| : | |||
