Изобретение относится к металлургии, в частности к металлургическому оборудованию для нагрева проката и заготовок, и может быть использовано в печах с роликовым подом.
Цель изобретения - повышение стойкости ролика.
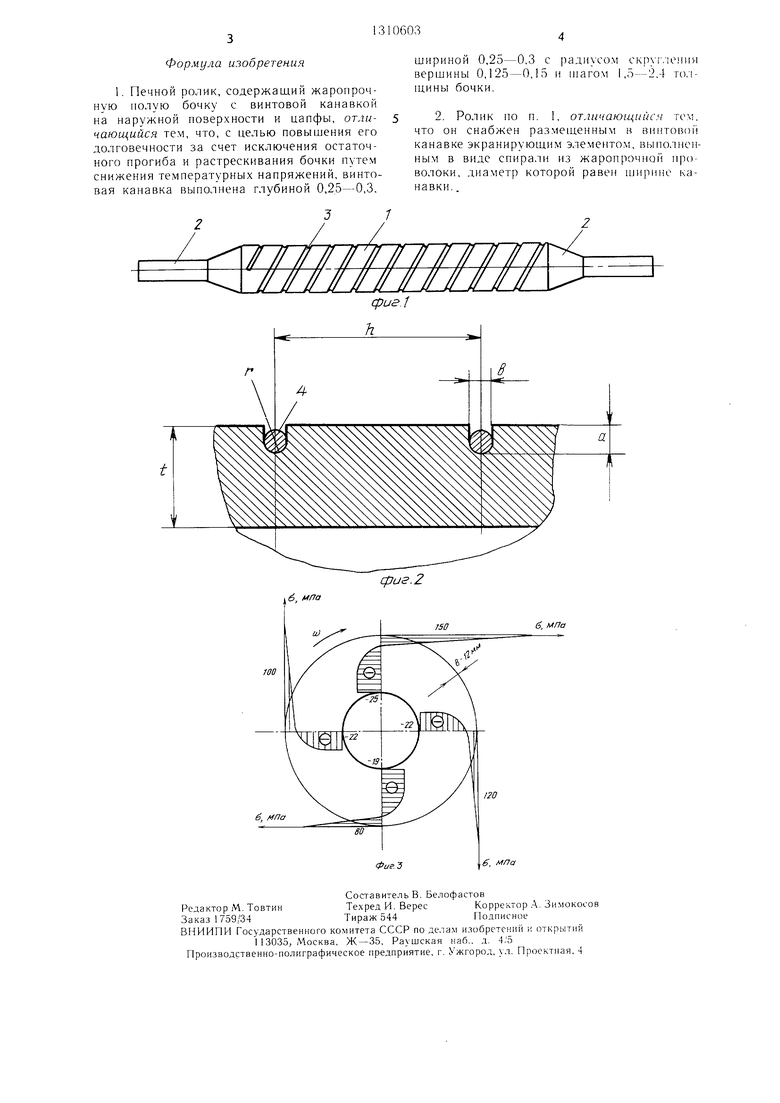
На фиг. 1 представлен ролик, общий вид; на фиг. 2 - бочки ролика, продольный разрез; на фиг. 3 - распределение температурных напряжений в сечении ролика.
Печной ролик состоит из полой бочки 1 и опорных цапф 2. На наружной поверхности бочки 1 ролика выполнена винтовая канавка 3 с шагом h, в которую уложена жаропрочная проволока диаметром d. Проволока прикреплена к бочке 1 точечной сваркой. Шаг винтовой канавки h и ее глубина а составляют 1,5-2,4 и 0,25-0,30 тол- ш,ины t бочки 1 соответственно. Радиус г скругления в вершине канавки и ее ширина Ь связаны соотношением b 2г и равны соответственно 0,125-0,15 и 0,25-0,30 толщины t бочки 1. Винтовая канавка может быть выполнена многозаходной.
Геометрические размеры винтовой канавки выбраны из следуюш.их соображений.
Проведенные экспериментальные и теоретические исследования температурного поля и термонапряженного состояния роликов показали, что определяющим фактором, влияющим на их стойкость и долговечность, являются температурные напряжения, которые в 10-15 раз выше напряжений от механической нагрузки. Максимальные осевые температурнь е напряжения, которые возникают в тонком поверхностном слое бочки при контакте нагретого ролика с холодным изделием, достигают 150-160 МПа, значительно (в 2-3 раза.) превышают предел текучести оп материала бочки (упругий расчет) и являются причиной образования остаточного прогиба и растрескивания бочки. Для суп1.ественного уменыиения температурных напряжений в бочке 1 на наружной поверхности выполнена в интовая канавка, вершина которой размещена на такой глубине, где температурпые напряжения близки к нулю. Эта глубина составляет 8-12 мм (фиг. 3), при толщинах бочек, изготовленных в настоя1цее время, - 30-50 мм. Таким образом, глубина канавки составляет (0,25- 0,30)t, что позволяет избежать опасного увеличения напряжений в вер1иине канавки за счет концентрации напряжений.
Шаг h винтовой канавки составляет 6--8 глубин канавки а или (1,5-2,4)t, так как а (0,25-0,30)t. Экспери.ментальными исследованиями установлено, что при с l,5t значительно уменьшается площадь контакта и возрастает контактное давление между изделием и бочкой, а это приводит к повреждению поверхности изделий и служит причиной брака.
0
Экспериментальное исследование роликов с винтовыми канавками и расчет их термонапряженного состояния показывают, что при увеличении тагов h более 2,4t разгру- зочный эффект винтовой канавки сказывается незначительно и происходит существенное возрастание температурных напряжений, которые при h 2,4t превышают предел текучести материала бочки. Такие высокие наQ пряжения вызывают остаточный прогиб бочки. Поэтому рациона;|ьным luarOM винтовой канавки является h (1,5-2,4)t. Радиус скругления в вершине канавки составляет (0,125-0,15)t, так как при уменьшении г менее 0,125t значительно возрастает коэф5 фициент концентрации напряжений, что вызывает разрушение бочки от значительных напряжений. Увеличение радиуса г скругления вершины канавки более 0,15t Г1риводит к уменьшению контактной коверхности ролика с изделием и к травмированию поверхности последнего.
Учитывая соотноц ение между шириной канавки и радиусом скругления вернжны h 2г, получим, что н ирина к-анавки составляет (0,,30)t.
5
Применение жаропоочной 11рово,оки, уложенной на дно канавки, позволяет исключить теплообмен ее Bcpnjnnbi с изделием и тем самым избежать температурных напряжений на поверхности канавки. Диаметп про- 0 волоки равен ;пирине канавки, т.е (6 25- 0.30)t.
Печной ро, 1ик работает следующим (j6- разо.м.
Ролик, установленный в проходной печи.
5 перед загрузкой в нее холодной садки имеет температуру в любой точке поперечного сечения, близкую к темнературе рабочего пространства печи. При контакте нагретого ролика с холодной садкой между
,, происходит теплообмен и наружная поверхность бочки охлаждается. За счет различного температурного удлинения наружных и внутренних слоев и существующего стеснения их температурных деформаций в наружном слое ролика возникают значнтель5 иые осевые температурные напряже1 ия (фиг. 3), которые являются главной причиной образования остаточно1 о прогиба и растрескивания бочки. Наличие на наружной поверхности бочки винтовой канавки с указанными вьцпе геометрическими размерами поз0 воляет снять стеснение температурным деформациям, что существенно снижает температурные напряжения и тем самым повы- 1пает стойкость ролика.
Предлагаемый печной ролик позволя- 5 ет на 40-50% сократить расход роликов за счет уменьшения количества ро.ликов, замененных по причине остаточного прогиба и разрушения бочки.
Формула изобретения
. Печной ролик, содержащий жаропрочную полую бочку с винтовой канавкой на наружной поверхности и цапфы, отли- чающийся тем, что, с целью повышения его долговечности за счет исключения остаточного прогиба и растрескивания бочки путем снижения температурных напряжений, винтовая канавка выполнена глубиной 0,25-0,3,
5
ттгттттттт/} jLijJJjTiAljii:
шириной 0,25-0,3 с радиусом скруг.юмпя вершины 0,125-0,15 и шагом 1,5-2.4 TO.I- Н1ины бочки.
2. Ролик по п. 1. отличающийся том. что он снабжен раз.мещенным в BHiiTOBoii канавке экранирующим элементом, выполненным в виде спирали из жаропрочной проволоки, диаметр которой равен 1нирино канавки.
2
cpus.Z
100
б, МПа
Фие. 5
6,
Составитель В. Бе.пофастов
Редактор М.ТовтинТехред И. ВересКорректор .-Х. Знмокосов
Заказ 1759/34Тираж 544Подписное
ВИИИПИ Государственного комитета СССР по делам изобретений и открытий
1 13035, Л1осква. Ж-35, Раушская наб.. д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4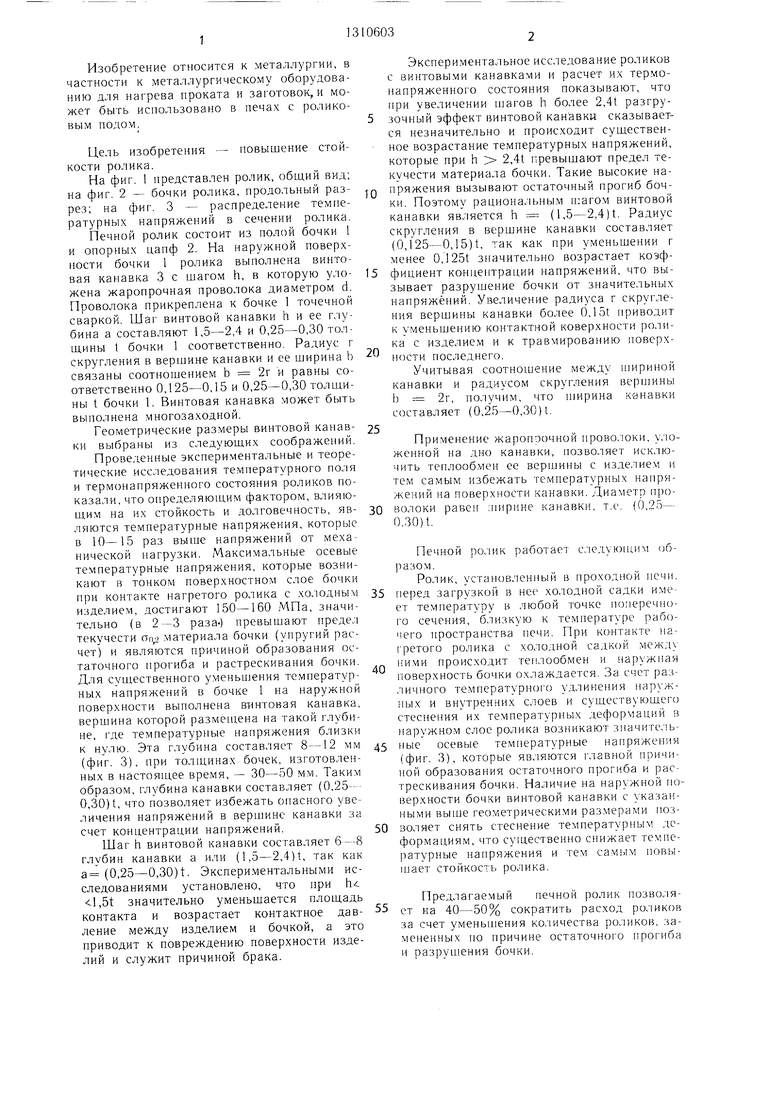
| название | год | авторы | номер документа |
|---|---|---|---|
| Ролик машины непрерывного литья заготовок | 1986 |
|
SU1329899A1 |
| Ролик машины непрерывного литья заготовок | 1989 |
|
SU1678511A1 |
| РОЛИК ДЛЯ МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2166404C1 |
| Печной ролик | 1989 |
|
SU1712759A1 |
| Печной ролик | 1989 |
|
SU1772566A1 |
| Ролик зоны вторичного охлаждения установки непрерывной разливки металлов | 1981 |
|
SU971564A1 |
| Печной ролик | 1979 |
|
SU851069A1 |
| Ролик термической печи | 1981 |
|
SU1015229A1 |
| ГЕЛИКОИДАЛЬНЫЙ ПРОКАТНЫЙ ВАЛОК | 2009 |
|
RU2407605C1 |
| Печной ролик с водоохлаждаемым валом | 1989 |
|
SU1765661A1 |
Изобретение относится к области металлургии, в частности к металлургическому оборудованию для нагрева проката и заготовок, и может наиболее эффективно использоваться в печах с роликовым подом. Цель изобретения состоит в повьипении стойкости печного ролика. Печной ролик состоит из полой бочки I и опорных цапф 2. На наружной поверхности бочки I ролика выполнена винтовая канавка 3. В нее уложена проволока, диаметр которой равен ширине канавки 3. Шаг винтовой канавки 3 составляет 1,5...2,4, ширина и глубина 0,25...0,3 толщины бочки, что позволяет иск.тючить концентрацию температурных напряжений в поверхностном слое бочки ролика и повы- сить его долговечность. I з.п. ф-лы, 3 ил. g со Ni-iA О о о со
| Ролик рольганга для транспортировки толстолистового горячего металла | 1980 |
|
SU871863A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| ГРУЗОТРАНСПОРТИРОВОЧНОЕ УСТРОЙСТВО для ВЫСОКОТЕМПЕРАТУРНЫХ ПЕЧЕЙ | 0 |
|
SU287623A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
