1 Изобретение относится к производ ству , дифракционных решеток и может быть использовано при изготовле нии решеток с незаштрихованной цент ральной зоной на сферических поверх ностях, например, решеток с отверстием в центре заготовок. По основному авт.св.№ 430992 известен способ ориентирования на рабочей позиции заготовки тороидальной дифракционной решетки, включающий выбор на заготовке трех точек, образующих плоский прямоугольный треугольник, определение расстояни от поверхности заготовки до четвертой точки , дополняющей треугольник до прямоугольника, разворот заготов ки так, чтобы все четыре точки плос кого прямоугольника совпадали с поверхностью заготовки, а одна из его cTopoHj оказалась параллельн9Й движению рабочего органа С 11. Недостаток способа заключается в том, что он не обеспечивает ориен тацию заготовок для изготовления решеток с незаштрихованной централь ной зоной, например, на заготовках с отверстием в центре заготовки, так как при движении рабочий орган-алмазный инструмент непрерывно формует каждый штрих на всю его длину. Целью изобретения является .расширение технологических возможностей путем ориентирования решеток с центральным отверстием радиуса г. Поставленная цель достигается тем, что согласно способу ориентиро вания на рабочей позиции вогнутой сферической дифракционной решетки путем установки ее в положение, при котором три выбранные точки, образу щие плоский прямоугольный треугольник и четвертая точка, дополняющая треугольник до прямоугольника совпа дают с поверхностью заготовки, а . одна из его сторон располагается параллельно движению рабочего органа, заготовку перемещают параллельно плоскости прямоугольника в напра лении ее нормали к плоскости прямоу гольника в его центре до исчезновения касания поверхности заготовки с рабочим инструментом, установлен ным на расстоянии d от центра прямоугольника. На фиг. 1 изображена заготовка вогнутой сферической дифракционной 42 решетки с отверстием в центре заготовки; на фиг. 2 - заготовка в плане. На поверхности заготовки 1 имеются четыре точки A,B,C,D, образующие плоский прямоугольник, расположенный симметрично относительно центральной зоны (отверстия) Е с радиусом кривизны г, не подлежащей к нанесению штрихов. G - центр плоского прямоугольника, совпадающий в плане с центром О отверстия, FG - нормаль к плоскости прямоугольника в его центре G . Ориентирование, на рабочей позиции заготовки вогнутой сферической дифракционной решетки производят в следующей последовательности. Заготовку 1 устанавливают на рабочей позиции - столике делительной каретки делительной машины (не показан). На заготовке выбирают три точки А,В,С, образующие плоский прямоугольный треугольник, и четвертую D, дополняющую треугольник до прямоугольника так, что все четыре точки/ A,B,C,D прямоугольника совпадают с поверхностью заготовки, одна из его сторон А-В или C-D располага тся параллельно движению рабочего органа - алмазного инструмента, установленного на резцовой каретке делительной машины (не показаны). Затем заготовку перемещают параллельно плоскости прямоугольника (MN - в разрезе на фиг. 1 и A,B,C,D - в плане на фиг.2) в направлении (показано стрелкой) нормали FG , к плоскости прямоугольника до исчезновения касания поверхности, например, в точках К и L (для центрального штриха) заготовки с р абочим органом - алмазным инстру-ментом на фиг. не показан), установленным на расстоянии Си С,РГот центра С, прямоугольника. При указанной ориентации заготовки рабочий орган - алмазный инструмент при движении выполняет штрихи только в местах касания инструмента с заготовкой, т.е. вне зоны заготовки с радиусом г. Проведем обоснование формулы, определяющей величину перемещения заготовки I. Из прямоугольного треугольника ADB следует AD -АВ + DB. Подставляя AD .R, найдем АВ г и DB R - S R г (R - S) или S - 2 RS + + r О, учитывая, что S г и -1 2 RS получим П р им е р. Изготовляют опытный образец решетки 1200 штр/мм на заго товке размером 47x47x10 мм с радиусом- кривизны R 500 мм с незаштр кованной зоной радиуса кривизны г 15 мм с- отверстием в центре з.аготовки диаметром 28 мм. При ориентировании заготовка была перемещена параллельно плоскости прямоугольнй444ка 45x45 мм в направлении нормали к плоскости прямоугольника на величину, равную 0,225 мм,., до исчезновения касания. Применение способа ориентации благодаря ограничению зоны касанияповерхности заготовки с рабочим органом - алмазным инструментом обеспечивает возможность изготовления дифракционных решеток на вогнутых сферических поверхностях t незапггрихованной центральной зоной например, с отверстием в центре заготовки. Использование указанных решеток с отверстием позволяет более чем в два ;раза уменьшить) габариты и вес оптическйх приборов.

. СПОСОБ ОРИЕНТИРОВАНИЯ НА РАБОЧЕЙ ПОЗИЦИИ ЗАГОТОВКИ ТОРОИДАЛЬНОЙ даФРАКЦИОННОЙ РЕШЕТКИ по авт.св. № 430992, о т л и ч а ю щ и и с я тем, что, с целью расширения технологических возможностей путем ориентирования решеток с цёнтральным отверстием радиуса г, заготовку перемещают параллельно .плоскости прямоугольники, в направлении ее нормали к плоскости прямоугольника В его центре до исчезновения касания заготовки с рабочим инструментом, который устанавливают на расстоянии d от центра прямоугольника. (Л с 4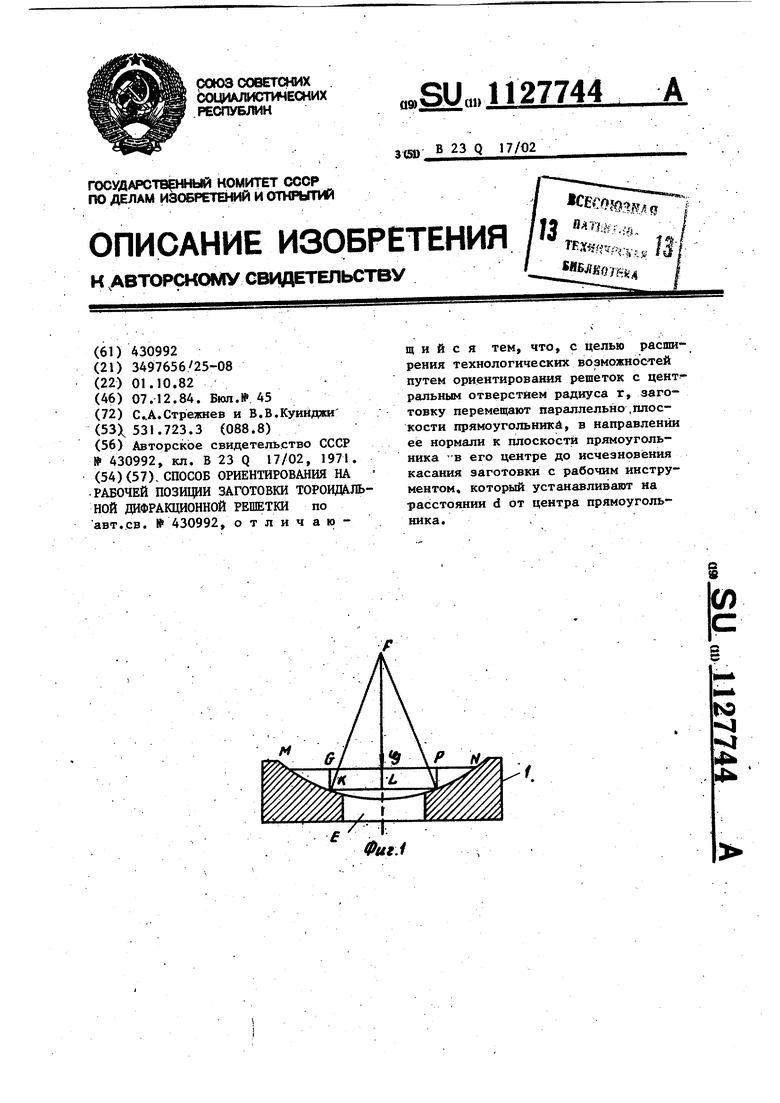
- ./
Фиг.2
