РЕЗЦОЮЕ УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ ДИФРАКЦИОННЫХ
(54) РЕШЕТОК

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нарезания ди-фРАКциОННыХ РЕшЕТОК | 1979 |
|
SU806360A1 |
| Режущее устройство делительной машины для нарезания дифракционных решеток | 1981 |
|
SU1010027A1 |
| ДЕЛИТЕЛЬНАЯ МАШИНА ДЛЯ НАРЕЗАНИЯ ДИФРАКЦИОННЫХ РЕШЕТОК | 1990 |
|
RU2027578C1 |
| ДЕЛИТЕЛЬНАЯ МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ДИФРАКЦИОННЫХ РЕШЕТОК | 1990 |
|
RU2036770C1 |
| СПОСОБ НАРЕЗАНИЯ ЛИМБА С ТРАПЕЦЕИДАЛЬНОЙ ФОРМОЙ ШТРИХОВ И КРУГОВАЯ ДЕЛИТЕЛЬНАЯ МАШИНА ДЛЯ ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2094205C1 |
| Режущее устройство делительнойМАшиНы для изгОТОВлЕНия плОСКиХ дифРАКциОННыХРЕшЕТОК | 1979 |
|
SU821420A1 |
| Способ нарезания штрихов дифракционных решеток и устройство для его осуществления | 1989 |
|
SU1682123A1 |
| Делительная машина для нарезания искривленных штрихов на дифракционных решетках | 1979 |
|
SU884958A1 |
| Способ изготовления низкочастотных амплитудных решеток | 1980 |
|
SU927770A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОГНУТЫХ ДИФРАКЦИОННЫХ РЕШЕТОК СО СТУПЕНЧАТЫМ ПРОФИЛЕМ ШТРИХОВ | 1991 |
|
RU1799161C |
Изобретение относится к области нарезания дифракционных решеток и люжет быть использовано в делительных машинах для нарезания вогнутых сферических и тороидальных дифракционных решеток.
Известно резцовое устройство для делительной машины (tj, содержащее корпус, горизонтальную рамку, на которой закреплен резец, вертикальную рамку и механизм подъема и опускания горизонтальной рамки.
Известно резцовое устройство для нарезания дифракционных решеток, содержащее основание, наКотором установлены с помощью рессорных шарниров две пластины, на каждой из которых закреплен резцедержатель с резцом, демпфер, механизм подъема и опускания пластинок 21.
Недостатком известных устройств является то, что нарезании вогнутых сферических и торои/Ш1ьиых дифракционных решеток пронсходит перераспределение нагрузки на резец и это nefie распре деление тем больше, чем меньше радиус вошутой поверхносги заюгонки дифракцн(н|юй решетки, а это в копеокьм счете приводит к (пмет-иию глубины на всей
его длине как в меньшую, так и в большую сторону, что ухудшает качество нарезаемых решеток. Практически установлено, что при подборе оптимальной иатрузки на резец по средней
части штриха, которая соответствует централь ной зоне вогнутой поверхности заготовки, покрытой слоем алюминия определенной толщины, путем визуального наблюдения отдельных групп штрихов с различной нагрузкой под микроскопом с увеличением до 2000 крат в первой половнне длины штриха имеет место недогруз, а зто приводит к уменьшению штрих, в средней части нагрузка оптимальная и соответственно глубина штряхя заданная, а на второй половине получается перег{уз алмазного резца на алюминнрованную заготовку, что приводит к значительному увеличению глубины штриха.
Целью изобретения является получение постоянной глубины штриха при нарезании высокочастотных вогнутых дифракционньи решеток я тем самым ловьпленне качества нарезаемых решеток.
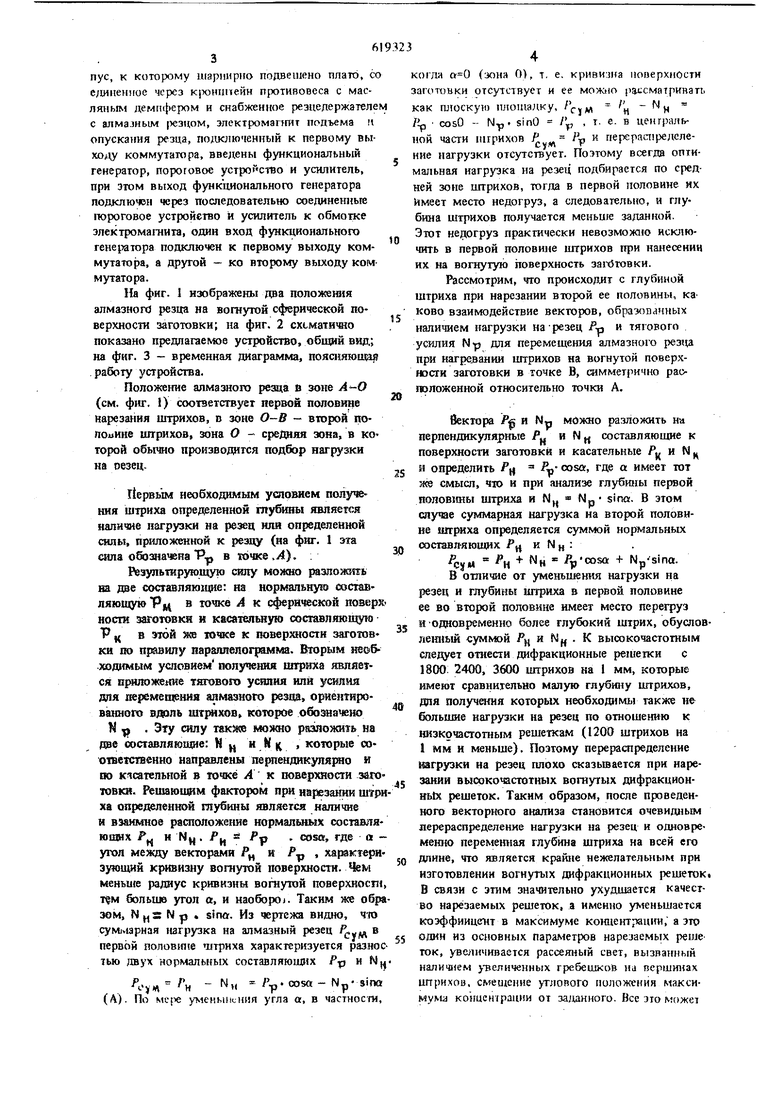
Для jToro в резцовое устройство для нар зания диф;)акциоиных рецвгок, содержащее корпус, к которому шармирио подвешено плато, со единенное через К}юн11пейн противовеса с масляным демпфером и снабженное резцедержателе с алмазным |)езцом, эпектромапгат подъема п опускания резца, подключенный к первому выxo vy коммутатора, введены функциональный генератор, пороговое устроство и усилитель, при этом выход функционадьного генератора подключен через последовательно соединенные пороговое устройство и усилитель к обмотке электромагаита, один вход функционального гене татора подключен к первому выходу коммутатора, а другой - ко второму выходу коммутатора. На фиг. 1 изображены два положения алмазного резца на вогнутой сферической поверхности заготовки; на фиг. 2 схематично показано предлагаелюе устройство, общий вид,; на фиг. 3 - временная диаграмма, пояс1{ян)иа работу устройства. Положение алмазного резца в зоне (см. фиг. 1) соответствует первой половще нарезания штрихов, в зоне О-В - второй попоиине штрихов, зона О - зона, в которой обычно производится подбор нм-рузки на оезец. rtepabiM необходимым условием получения штриха определенной глубины является наличие нагрузки на резец или определенной силы, приложенной к резцу (на фиг. 1 эта сила обозначена Рр в точке .Л), ; Результоруюшую силу можно разнож тгь на две составляющие: на нop faльяyю шстав ляющую Рц в точке А к сферн«юской повер кости заготовки н касательную составляющую Р ц в этой ут точке к поверхности заготов ки ш) правилу параллелограмма. Вторым необходимым условием получения штриха являet ся приложение тягового усилия или усилия для перемеп ния алмазного резца, ориентированного вдоль штрихов, которое обозначено W 1) . Эту силу так58в м}жно разложить на дае ооставляюи-ше: Н и NK , которые соответственно направлены перпендикулярю и (ю касательной в точке А к поверхности товкй. Решаюидам фактором при на{ занни штр ха определенной гаубкны является наличие и взаимное расположение нормалшых а)ставля ющнх Р и Ny н COS, где и угол между векторами к , xafBKtepH эующий кривизну вогнутой поверхности. Чем меньше радиус кривизны вогнутой поверхносгн тем больше угол а, и наоборол. Таким же обр эом, N N р . sinof. Из чертежа видно, что сум1у1арная нагрузка на алмазный резец /.у в первой половт е штриха характеризуется разно тью двух нормальных составляющих Fp и N (( н М /.р. cosa - Np (Л). По MCjie умены|(,1Н1я угла а. частности. 0171И (зона 0), т. е. кривизна поверхности аготовки отсутствует и ее мож(о ра сматривап, шюскую шюшалку, /cjM « м ак cosO -- N.J,. sinO /р , т. е. в ценграль, ой части шгрихов Р. /« к перераотредслеие нагрузки отсутствует. Поэтому всегда оптиальная нагрузка на резец подбирается по средей зоне штрихов, тогда в первой половине их имеет место недогруз, а следовательно, и глубина штрихов получается меньше заданной. Этот не югруз практически невозмохаго исю1Ючить в первой половине штрихов при нанесении их на вогнутую поверхность за1ч5товки. Рассмотрим, что происходит с глубиной штриха при нарезании второй ее половины, ка ково взаимодействие векторов, образованных и тягового наличием нагрузки на-резец усилия Np для перемешеш1Я алмазного резца при нагревании штрихов на вогнутой поверхности заготовки в точке В, симметрично расположенной относительно точки А, вектора JPg и Np можно разложить на перпендикулярные Р и N j составляюшие к поверхности заготовки и касательные /., и N, p cosa, где а и определить Р имеет тот зке смысл, что и при анализе глубины первой половгшы штриха и Np sina. В зтом случае суммарная нагрузка на второй половине илриха определяется суммой нормальных oocтaв} яюшEИx /(} и N н : /,„.. jPu + NU F«COSQ + CJM Н Npsina. В отличие от уменьшения нагрузки на резец и глубины шггриха в первой половине ее во второй половине имеет место перегруз я-одновременно более глубокий штрих, обусловленный суммой н К высокочастотным следует отнести дифракционные решетки с 1800: 2400, 3600 штрихов на 1 мм, которые имеют сравнительно малую глубш1у штрнхов, для пол}п|ения которых необход 1мы также не большие нагрузки на резец по отношению к шзкочастотным решеткам (1200 штрихов на 1 мм и меньше). Позтому перераспределение нагрузки на резец плохо сказьюается при нарезании высокочастотных вогнутых дифракционных решеток. Таким образом, после проведенного векторного анализа становится очевидным лерераспределекие нагрузки на резец и одновременно перемет1ая глубина штриха на всей его длине, что является крайне нежелательным при изготовлении вогнутых дифракционных решеток. В связи с этим значительно ухудшается качество нарезаемых решеток, а именно уменьшается коэффиицеит в максимуме концентрат™, а это один из основных параметров нарезаемых реше ток, увеличивается рассеяный свет, вызванный наличием увеличенных гребешкой мл вершинах цприхов, смешение углового положения максимума концентрации от заддиного. Все это может
привести к нсприголлости вогнутой дифракционной peujeiKH в работе, т, е. к браку.
Устройство содержит корпус , к которому нириирно подвешена плата 2, ооединешше и черег крошитейн 3 противовеса 4 с масляным демпфером 5 и снабженное резцедержателем 6 с алмазным резцом 7. Функционапьньш генератор 8 подключен через последовательно сое«mteHHbie пороговое устройство 9 и усилитель Ш к обмотке электроматета 11. Одни вход функционального генератора 8 подключен к первому вьгходу коммутатора 12, а другой ко второму выходу коммутатора.
Резцовое устройство для нарезания дифракционных решеток работает следующнм образом.
Необходнмым условнем получения первой половины штрнха (см. фнг. зона А-О) определенной глубины является f N , г. е. нормальная составляющая нагрузки или силы, приложенной к резцу, должна быть больик нор мальной составляюшей тягового усилия или уошия для неремешения алмазного резца вдоль штрихов, а в конечном итоге и Np .Для того, чтобы это условие выполнялось, подбор соответствующей нагрузки производят не в центре штрнха (зона О), как это делают обычно, а в середине первой половины штриха (зона Б). Это делают путем нарезания отдельных групп штрихов, перемещая противовес 4 вдоль кронштейна 3. На кронштейне нанесены деления и противовес устанавливают на определенное деле{ше. Затем нарезают группу штрихов (4-5 штрихоб), перемещают противовес на очередkoe деление влево (см. фиг. 2) и снова нарезают группу штрихов. Это производят до тех пор, пока противовес полностью не уравновесит резцедержатель 6 с алмазным резцом 7.; последний в этом случае перемещается по воздуху, не касаясь алюминироваиной вогнутой Заготовки 13. Затем нарезанные группы штрихов на вогнутой заготовке помеииня под микроскоп с увеличением до 2000 краг и определяют группу штрихов с необходимой глубиной, после чего противовес 4 фиксируют на кронштейне 3. Таким образом, подбирая нагрузку по средней части первой половины штриха и соблю дая условие Р N , можно обеспечить постоятную глубину на первой половине штриха.
Расчет изменения величины угла а при нарезании второй половины штрнха на вогнутых заготовках ноказьшает, что 1 а 4°, тогод 0,02 Sina 0,07, а 0,9976 Coser 1, поэтому в формуле f CCSQ + N.p Sinot фактически Sina и Cosa изменяются в незначительных пределах, следовательно И
будет практически постояююй величиной,
Поэтому, чтобь умепыииэь tor руэку на резец во время нареэання BTojxui полоихяы цггриха и одновременно обеспечить посюянкую глубину лой половины штрихи, 11Г)ДЯ11)г управляющее напряжение на :.чект)х:),ма1Ш1т ни.че прямоугольного импульса.
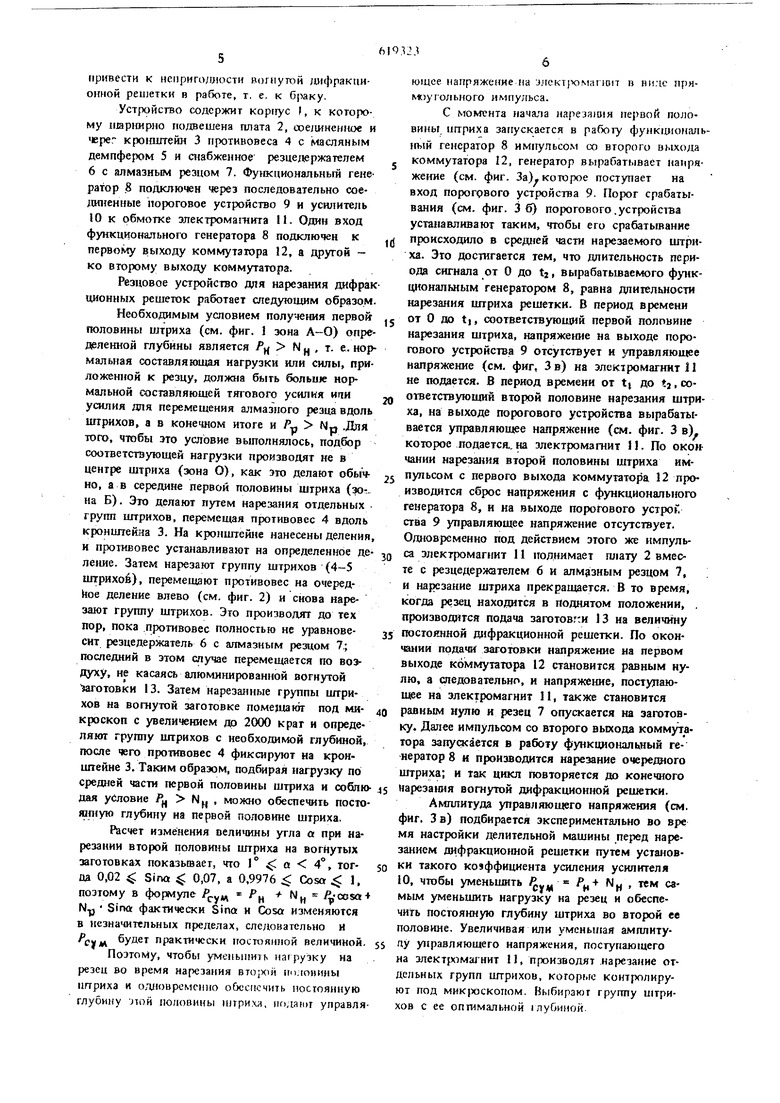
С момента нача;)а }1лрезя1а1я первой половины, цггриха запускается в работу функциональный генератор 8 импульсом со второго выхода коммутатора 12, генератор вырабатывает напряжение (см. фиг. За), которое поступает на вход порогового устройства 9. Порог срабатывания (см. фиг. 36) порогового.устройства устанавливают таким, чтобы его срабатьгоание происходило в средней части нарезае1иого штриха. Это достигается тем, что длительность периода сигнала от О до tj, вырабатьшаемого функциональным генератором 8, равна дпигельности нарезания штриха решетки. В период времени от О до tj, соответствуюшяй первой половине нарезания штриха, напряжение на выходе порогового устройства 9 отсутствует и управляющее напряжение (см. фиг, 3 в) на электромагнит 11 не подается. В период времени от tj до tj, соответствующий второй половине нарезания штриха, на выходе порогового устройства вырабатывается управляющее напряжение (см. фиг. 3 в), которое подается, на электромагнит 11. По окон чании нарезания второй половины штриха импульсом с первого выхода коммутатора 12 производится сброс напряжения с функционального генератора 8, и на выходе порогового устроь стаа 9 управляющее напряжение отсутствует. Одновременно под действием этого же нмпульса электромагнит 11 поднимает шшту 2 вместе с резцедержателем 6 и алмазным резцам 7, и нарезание штриха прекращается. В то время, когда резец находится в поднятом положении, . производится подача заготовг:и 13 на величину постоянной дифракционной решетки. По окончании подачи заготовки напряжение на первом выходе коммутатора 12 становится равным нулю, а следовательно, и напряже1ше, поступающее на электромагнит 11, также становится равным нулю и резец 7 опускается на заготовку. Далее импульсом со второго выхода коммутатора запускается в работу функциональный генератор 8 и производится нарезание очередного штриха; и так цикл гювторяется до конечного нарезания вогнутой дифракционной решетки.
Амплитуда управляющего напряжения (см. фиг. Зв) подбирается экспериментально во вре мя настройки делительной машины перед нарезанием дифракционной решетки путем установки такого ко ффициента усиления усилителя 10, чтобы уменьшить P , тем самым уменьшить нагрузку на резец и обеспечить постоянную глубину штриха во второй ее половине. Увеличивая или уменьшая амплитуду управляющего напряжения, поступающего на элект Х)МШнит 11, производят .нарезание отдельных групп цгтрихов, которые контролируют под MHKj cKoiioM. Выбирают группу штрихов с ее оптимальной Шубиной. Таким образом, уменьшая суммарную нагрузку у4/4 на резец во второй половине штри ха, в итоге обеспечивают такую же глубину штриха, как в первой ее половине. Предлагаемое устройство позволит повысить качество нарезаемых вогнутых сферических и тороидальных высокочас1отных дифрак ционных решеток, выход годных решеток из числа нарезаемых за счет получения постоянной глубины штриха на всей ее длине. изобретения Резцовое устройство для нарезания дифра ционных решеток, содержащее электромагнит подъема и опуска 1ия резца, подключенный к выходу коммутатора, отли-чающеес тем, ПО, с целью получения постоянной глуби ны штриха при нарезании высокочастотных вогнутых хифракциониых pegjeroK, устройство снаб жене функциональным генератором, пороговым устройством и усилителем, при этом выход функционалыюго генератора подключен через последовательно соединенные пороговое устройство и усилитель к обмотке электромагнита, один вход функционального генератора подключен к первому выходу коммутатора, а другойко второму коммутатора. Источники информации, принятые во внимание при экспертизе: 1.Двторское свидетельство № 272573. кл. В 2,S Н 7/04, 1968. 2.Патент Великобритании М 1064238, G 1 X, 1967. кл
ftOft
Фиг.З
