1
Изобретение относится к области технологии изготовления прецизионных инструментов из алмаза, например, резцов для нарезания дифракционных решеток.
Известен способ изготовления алмазных резцов для нарезания дифракционных решеток, путем нанесения на ориентированный относительно державки алмаз граней многогранников шлифованием и полированием цилиндрических граней.
При заточке резцов полируемые поверхности цилиндрических граней ограничены со стороны необработанной части алмаза поверхностью, имеюш,ей произвольную форму, вследствие чего образующие граней имеют различную длину, приводит к переменному удельному давлению на алмаз при его обработке и, следовательно, к различной интенсивности заточки в пределах одной грани резца, в результате чего невозможно получить грани с заданной точностью геометрической формы. Переменное удельное давление на алмаз приводит также к образованию микросколов на кромке лезвия в процессе полирования.
Цель изобретения - повышение качества заточки алмазных резцов.
Поставленная цель достигается тем, что на алмаз предварительно наносят дополнительные технологические грани, образуюш,ие правильный многогранник с радиусом вписанно окружности, равным радиусу цилиндра грани, и с осью симметрии, расположенной в одНОИ плоскости с осями цилиндров граней резца и пересекаюшеися с ними.
ь результате этого поверхности цилиндрических граней ограничиваются дополнительными технологическими гранями и имеют примерно равные по длине ооразующие в пределах одной грани, поэтому удельное давление на алмаз при обработке практически равно по всей грани. Ь результате этого на режупдеи кромке лезвия меньше образуется микросколов, а также повышается точность геометрической формы грани в процессе полирования.
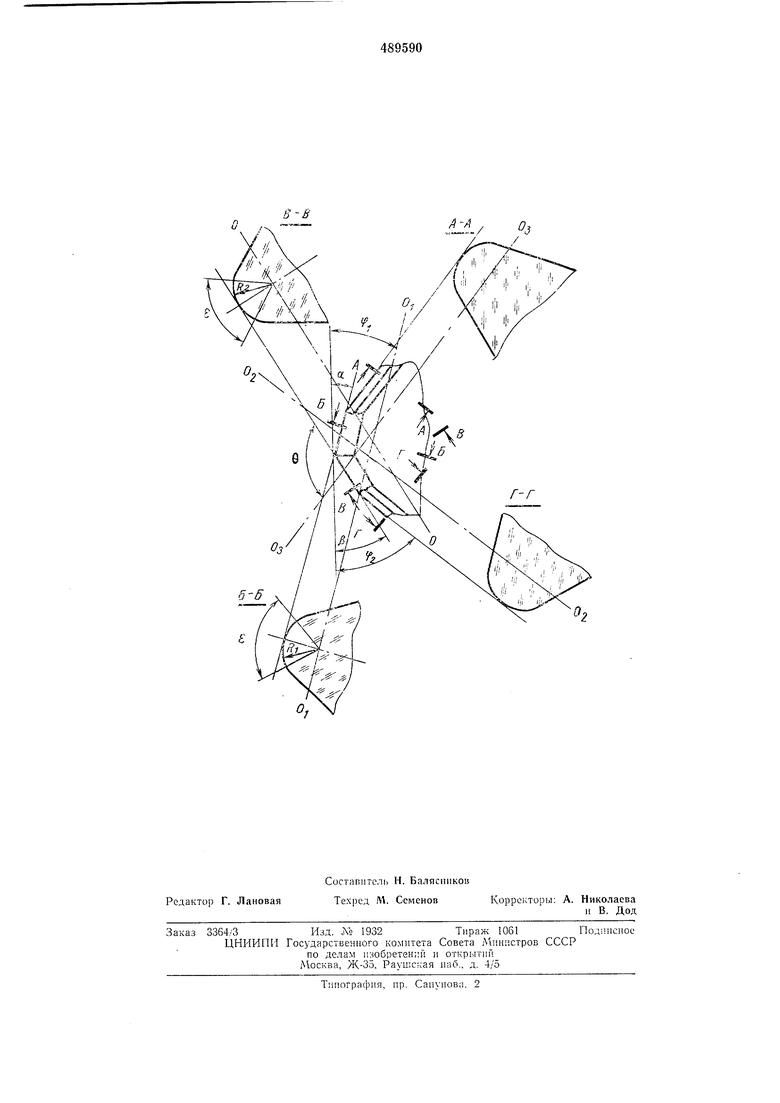
На чертеже с разрезами по А-А, Б-Б, В-В и Г-Г изооражена рабочая часть описываемого резца, где: а - угол заточки грани, формируюш,ей
рабочую грань штриха решетки; Р - угол заточки грани, формируюш,ей нерабочую грань штриха решетки; в - угол при вершине лезвия резца; Ф1 и ф2- углы заточки дополнительных технологических граней, величина углов определяется технологией обработки цилипдрических граней резца
и равна углам наклона оси симметрии дополнительных многогранников к нлоскости заготовки решетки; Е - угол рабочего сектора лезвия, формирующего штрихи решетки; RI-радиус цилиндра грани, формирующей рабочую грань штриха; R2 - радиус цилиндра грани, формирующей нерабочую грань штриха; О-О; - ось цилиндров граней; 02-Oz; Оз-Оз-оси симметрии дополнительных многогранников.
Заточку алмазных резцов для нарезания дифракционных решеток производят на специальных точных станках, рабочим инструментом которых является вращающийся дискпланшайба, выполненная из мелкозернистого чугуна. Рабочая новерхность ее шаржируется алмазным порошком с размером зерна основной фракции 40 мкм при шлифовании и 5 мкм - при полировании граней резца.
Изготовление резца производят в следующей последовательности.
Кристалл алмаза ориентируют и закрепляют в державке резца, которую устанавливают в заточной головке станка. Поворачивая кристалл вокруг оси Оз-Од, параллельной поверхности планшайбы, последовательно, примерно через 3°, наносят на алмаз дополнительные технологические грани, образующие многогранник с радиусом вписанной окружности, равным расчетной величине радиуса цилиндрической грани резца. При этом ось симметрии многогранника составляет с линией, перпендикулярной к оси державки, угол примерно на 2° больше расчетного угла заточки цилиндрической грани. Затем державку резца с алмазом устанавливают в соответствии с расчетным углом заточки цилиндрической грани и выполняют второй многогранник аналогичный первому - оси симметрии многогранников должны лежать в одной плоскости. На многограннике шлифованием и
полированием формируют цилиндрическую грань резца, ось Oi-Oi которой должна находиться в плоскости, включающей оси многогранников. Обрабатывают вторую цилиндрическую
грань резца. Последовательность операций при обработке второй грани резца сохраняется.
Предмет изобретения
Способ изготовления алмазных резцов для нарезания дифракционных решеток путем нанесения на ориентированный относительно державки алмаз граней многогранников и формообразования на многогранниках шлифованием и полированием цилиндрических граней, отличающийся тем, что, с целью повышения качества заточки резца, на алмаз предварительно наносят дополнительные технологические грани, образующие правильный многогранник с радиусом вписанной окружности, равным радиусу цилиндра грани, и с осью симметрии, расположенной в одной плоскости с осями цилиндров граней резца и пересекающейся с ними.
в-6О,
| название | год | авторы | номер документа |
|---|---|---|---|
| Алмазный резец для нарезания низкочастотных дифракционных решеток | 1988 |
|
SU1510990A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ИЗНОСОСТОЙКОСТИ АЛМАЗНЫХ РЕЗЦОВ | 1971 |
|
SU419767A1 |
| Алмазный резец для нарезания низкочастотных амплитудных решеток | 1982 |
|
SU1144785A1 |
| Резцедержатель | 1976 |
|
SU602310A1 |
| Устройство для нарезания ди-фРАКциОННыХ РЕшЕТОК | 1979 |
|
SU806360A1 |
| Способ изготовления низкочастотных амплитудных решеток и алмазный резец для нарезания низкочастотных амплитудных решеток | 1991 |
|
SU1791787A1 |
| Способ испытания алмазных резцов для нарезания дифракционных решеток | 1976 |
|
SU679851A1 |
| Режущее устройство делительной машины для нарезания дифракционных решеток | 1981 |
|
SU1010027A1 |
| Алмазный резец для нарезания дифракционных решеток | 1989 |
|
SU1683873A1 |
| Устройство для заточки алмазных резцов | 1974 |
|
SU563268A1 |