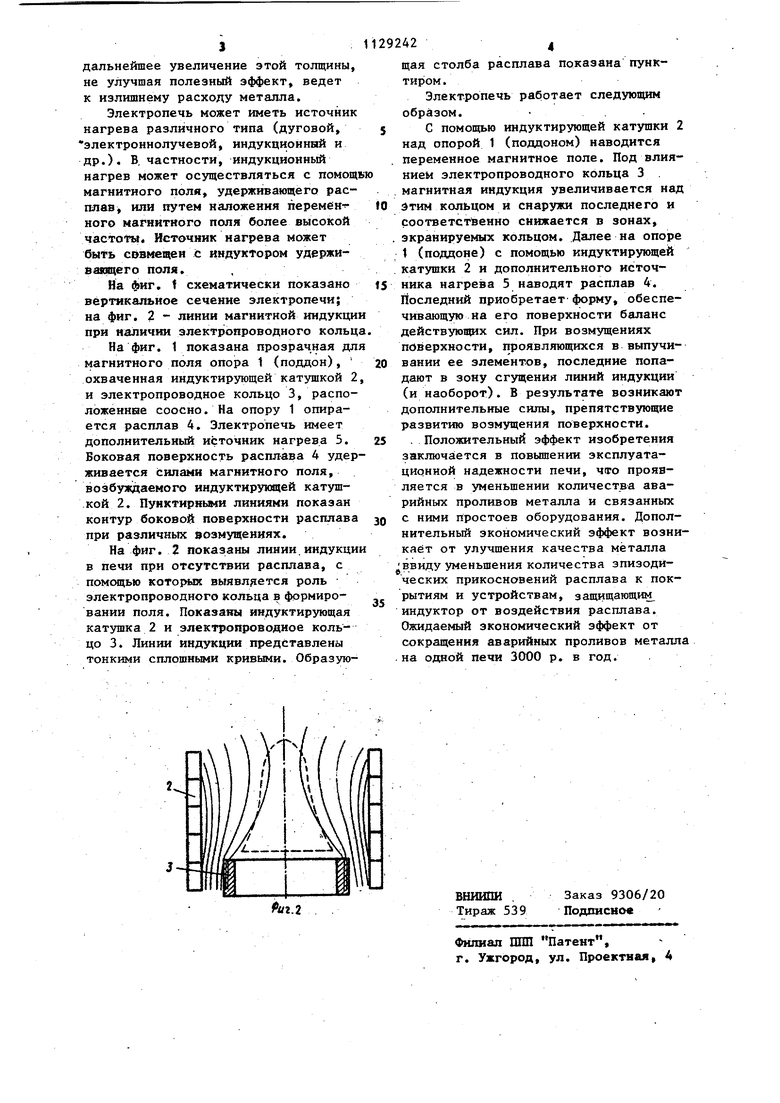
11 Изобретение относится к области металлургии, в частности к индукционным печам, для плавки и обработки металлов. По основному авт.св. № 309957 известна электропечь для плавки металлов, содержащая источник нагрева, опору для столба жидкого металла и. отжимающую индуктирукнцую катушк ,, расположенную концентрично расплаВУ Clj.: Недостатком печи является :лабая стабилизация формы и положения поверхности расплава что приводит к проливаниям удерживаемого на опоре расплава, нарушающего нормальную эксплуатацию печи. Цель изобретения - повышение эксплуатационной надежности работы печи за счет повышения стабильности (}юрмы и положения столба расплава на опоре Поставленная цель достигается тем, что электропечь для плавки мета лов, содержащая источник нагрева, опору для столба жидкого металла и отжимающую индуктирующую катушку, расположенную концентрично расплаву, снабжена установленнсш под опорой соосно с индуктирующей катушкой электр проводным кольцом наружным диаметром : 1-1,3 диаметра рабочей поверхности оп ры и толщиной не менее 0,5 глубины проникновения тока в материал кольца и не более 0,25 наружного диаметра кольца, причем разность уровней нижней поверхности опоры и верхней торцовой поверхности кольца составляет не более 0,2 диаметра рабочей повёрх ности опоры. Стабильность поверхности расплава определяется ее нижней частью, где наиболее велики значения индукции и плотности электромагнитньпс объем-, ных сил (ЭМОС). Эти силы тфиложены к элементам расплава, лакализованы в. его поверхностном слое и направлены в глубь расплава перпендикулярно поверхности последнего. Расположение расплава в пространстве определяется главным образом полем ЭМОС и гравитационньми силами При этом расплав вытесняется из области высоких значений индукции. Приводящее кольцо, установленное под опорой, в силу поверхностного эффекта препятствует распространению линий индукции в сторону оси системы При этом вблизи верхней и 2 поверхности кольца даже при отсутствии расплава создается сгущение линий индукции с одновременным разрежением их в точках с меньшими значениями радиальной Координаты. ; В случае возмущения поверхности Нижней части столба расплав а, сопровождающегося выпучиванием некоторого участка ее, этот участок попадает в зону сгущения линий индукции, в нем возрастает плотность ЭМОС, что способствует ликвидации возмущения. При возникновении на ней поверхности возмущения обратного зна;ка, когда возмущенный участок поверхности смещается в сторону оси системы, линии индукции не могут в полной мере следовать за ним,- поскольку в силу известных закономерностей магнитного поля не могут ни углубиться в проводящее кольцо, ни претерпеть. крутого излома вблизи кольца. В результате плотность ЭМОС на данном участке поверхности расплава уменьшается, что способствует ликвидации возмущения. В итоге улучшается стабильность положения и формы поверхности столба расплава. Геометрические размеры печи должны соответствовать приведенным численным соотношениям. Наружный диаметр верхней кромки электропроводного кольца должен быть не менее диаметра рабочей поверхности опоры, а эта кромка должна быть установлена не вьше наружной кромки указанной поверхности, так как в противоположном случае нижняя наружная кромка расплава попадает в зону ослабленного поля и не удерживается им от растекания. Наружный диаметр верхней кромки электропроводного кольца не должен превышать -1,3 диаметра рабочей поверхности опоры и располагаться ниже ее более чем на 0,2 диаметра этой поверхности во избежание чрезмерного удаления края зоны сгущения линий индукции от исходного положения поверхности расплава, что ослабит эффект гашения возмущений. Толщина электропроводного кольца должна быть не менее 0,5 глубины проникновения тока в материал кольца, при меньшей толщине его влияние кольца на густоту линий индукции вблизи его поверхности резко ослабляется. Толщина кольца должна быть не более 0,25 его нарзгжного диаметра, так как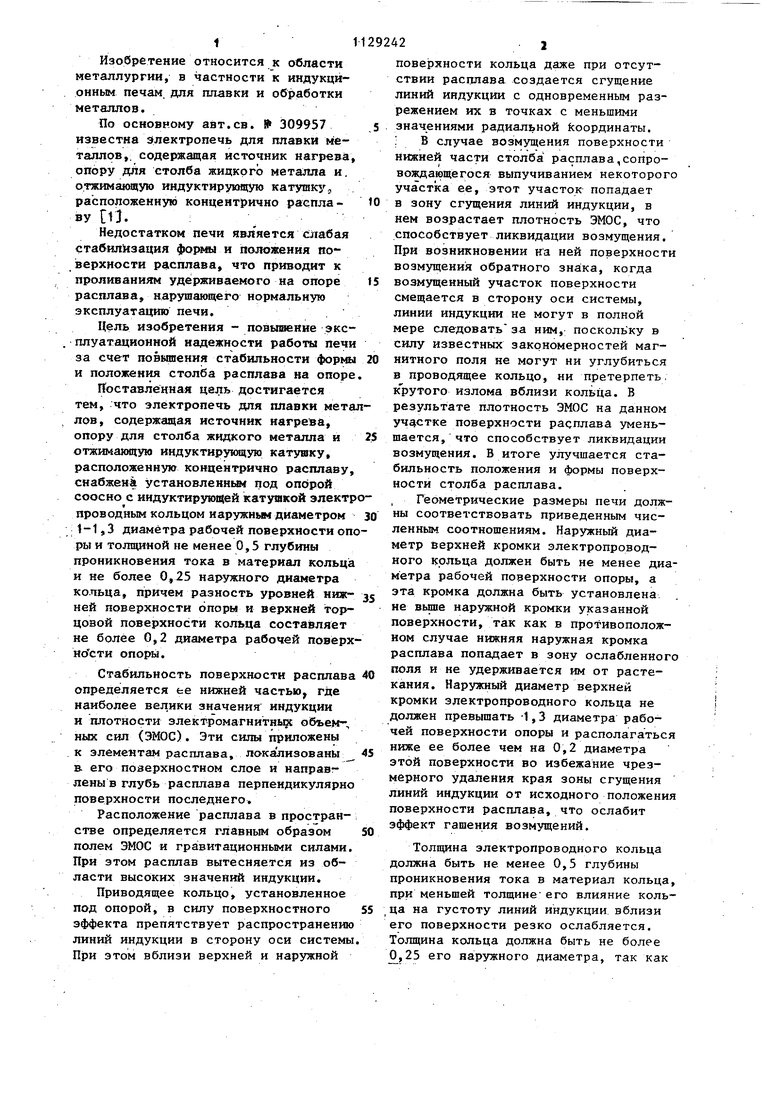
| название | год | авторы | номер документа |
|---|---|---|---|
| Электропечь для плавки и обработки металлов | 1982 |
|
SU1085022A1 |
| ЭЛЕКТРОПЕЧЬ ДЛЯ ПЛАВКИ МЕТАЛЛОВ | 1971 |
|
SU309957A1 |
| Индукционная индукторная тигельная печь с проволочным индуктором | 2016 |
|
RU2669030C2 |
| Индукционная индукторная тигельная печь с кольцевым наборным магнитопроводом | 2016 |
|
RU2666395C2 |
| КРИСТАЛЛИЗАТОР ДЛЯ ФОРМИРОВАНИЯ СЛИТКОВ В ЭЛЕКТРОННО-ЛУЧЕВЫХ ПЕЧАХ | 2005 |
|
RU2309997C2 |
| ЭЛЕКТРОМАГНИТНАЯ ТИГЕЛЬНАЯ ПЛАВИЛЬНАЯ ПЕЧЬ С С-ОБРАЗНЫМ МАГНИТОПРОВОДОМ И ГОРИЗОНТАЛЬНЫМ МАГНИТНЫМ ПОТОКОМ | 2013 |
|
RU2536311C2 |
| ЭЛЕКТРОМАГНИТНАЯ ТИГЕЛЬНАЯ ПЛАВИЛЬНАЯ ПЕЧЬ С ГОРИЗОНТАЛЬНЫМ МАГНИТОПРОВОДОМ И МАГНИТНЫМ ПОТОКОМ | 2013 |
|
RU2539237C2 |
| СПОСОБ КОНТРОЛЯ И СТАБИЛИЗАЦИИ МЕЖЭЛЕКТРОДНОГО ПРОМЕЖУТКА | 2009 |
|
RU2425156C2 |
| ЭЛЕКТРОМАГНИТНАЯ ИНДУКЦИОННАЯ ТИГЕЛЬНАЯ ПЛАВИЛЬНАЯ ПЕЧЬ С U-ОБРАЗНЫМ МАГНИТОПРОВОДОМ И ГОРИЗОНТАЛЬНЫМ МАГНИТНЫМ ПОТОКОМ | 2013 |
|
RU2539490C2 |
| СПОСОБ ЗОННОЙ ПЛАВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2124078C1 |
ЭЛЕКТРОПЕЧЬ ДЛЯ ПЛАВКИ МЕТАЛЛОВ по авт.св. Я 309957, отличающаяся тем, что. с целью повышения эксплуатационной надежности работы печи за счет повыше-, ния стабильности формы.и положения столба расплава на опоре, она снабжена установленным под опорой соосно с индуктирующей катушкой электропроводным кольцом наружным диаметром 1-1,3 диаметра рабочей поверхности опоры и толщиной не менее 0,5 глубины проникновения тока в материал кольца и не более 0,25 наружного диаметра кольца, причем разность уровней нижней поверхности опоры и верхней торцовой поверхности кольца составляет не более 0,2 диаметра рабочей поверхности опоры. 1C О 1C 4iib to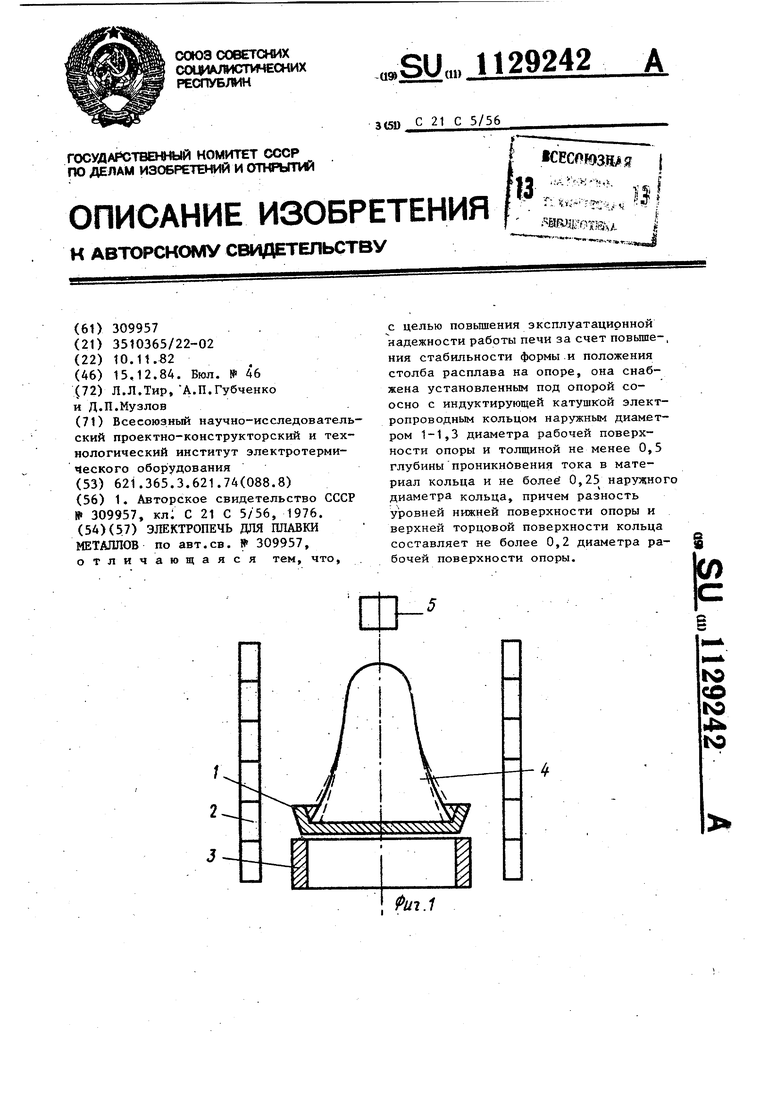
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ЭЛЕКТРОПЕЧЬ ДЛЯ ПЛАВКИ МЕТАЛЛОВ | 0 |
|
SU309957A1 |
