Изобретение относится к зонной плавке и может быть использовано для получения и очистки различных материалов.
Известен способ зонной плавки материалов и устройство для его осуществления /В. Пфанн, Зонная плавка, М., Мир, 1970, стр.112, фиг.412 "г" и "д"/. Способ включает нагрев участков материала загрузки выше температуры плавления вихревыми токами, перемещение участков расплавленного материала вдоль оси загрузки, с кристаллизацией расплава на поверхности отвердевания раздела фаз материала расплавлением материала загрузки на поверхности оплавления раздела фаз материала. Нагрев материала участков загрузки осуществляют вихревыми токами, индуктированными многовитковым охлаждаемым индуктором, установленным снаружи загрузки и контейнера. При расплавлении участков загрузки и их перемещении происходит перераспределение растворимых добавок либо примесей в фазах состояния материала загрузки. При нагреве материала загрузки кольцевым наружным индуктором, в том числе многовитковым, магнитное поле и магнитный поток, создаваемый им, направлены вдоль оси загрузки, что определяет направление перемешивания и перемещения микрообъемов расплавленного материала, и в некоторых случаях могут значительно увеличивать или уменьшать естественную концентрацию компонентов твердого раствора на отвердевающей поверхности раздела фаз материала. Часть энергии нагревающего устройства рассеивается, выделение энергии на участке зонной плавки по его длине осуществляется относительно равномерно, управляющее воздействие на интенсивность перемешивания расплавленного материала и равномерность распределения компонентов, добавок и примесей в жидкой фазе материала по сечению загрузки ограничено физическими свойствами материала и техническими возможностями конструкции применяемых для зонной плавки устройств.
Задачами настоящего изобретения являются: расширение технологических возможностей зонной плавки, повышение ее производительности, повышение качества перемешивания и однородности состава жидкой фазы состояния материала загрузки, повышение КПД использования энергии.
Для решения этих задач нагрев материала загрузки выше температуры плавления, его перемешивание, перемещение зоны расплава осуществляют электромагнитным полем, возникающими в результате его действия вихревыми токами и механическими силами и конвекцией, имеющими оптимальную направленность и исходящими от источника энергии, находящегося внутри загрузки сплошного сечения. В качестве источника электромагнитного поля, вихревых токов и механических сил используют устройства для зонной плавки, имеющие индукторы, которые при зонной плавке работают внутри участка плавки в среде расплавленного материала загрузки и являются погруженными нагревателями прямого действия.
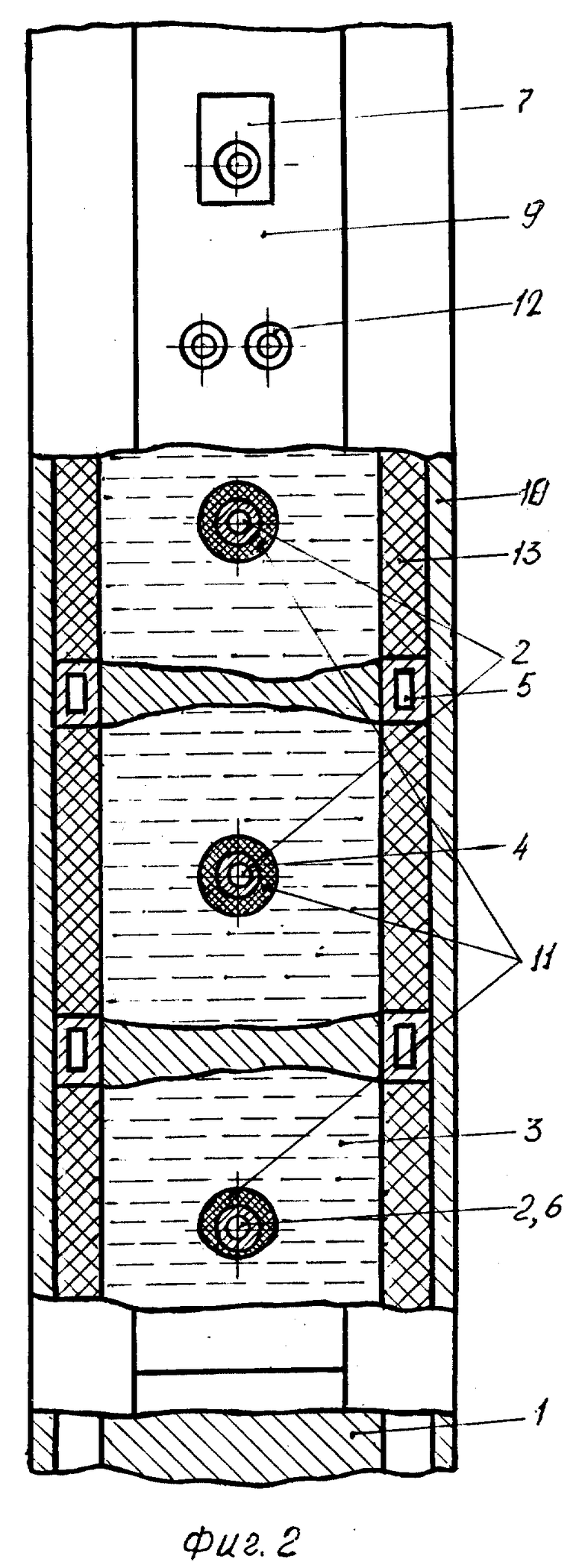
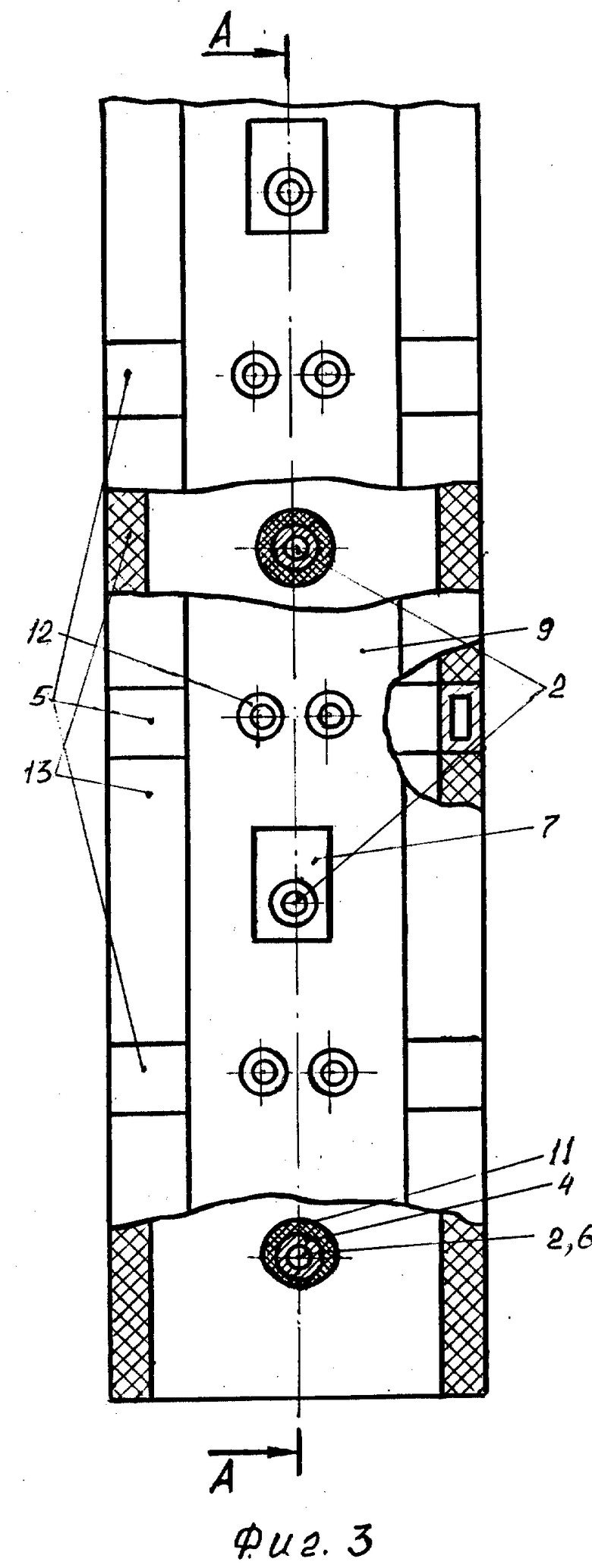
Зонную плавку загрузки 1 сплошного сечения осуществляют устройствами, содержащими индукторы 2 прямого действия, работающие погруженными в материал загрузки и являющиеся источниками электромагнитной энергии, вихревых токов и механических сил, действующих изнутри загрузки на материал участка зонной плавки, при этом материал расплавляют и нагревают до температуры ведения процесса вихревыми токами, создают участок 3 расплавленного материала определенной длины, перемешивают расплав переменным электромагнитным полем, перемещая микрообъемы материала вокруг индуктирующего провода, причем все менее интенсивно по мере удаления от его поверхности, и возникающими механическими силами, перемещающими микрообъемы материала в направлении, перпендикулярном поверхности индуктирующего провода 4, охлаждают расплавленный материал загрузки ниже температуры отвердевания охладителями 5, установленными напротив раздела фаз материала загрузки, и перемещают зоны плавки 3 вдоль оси загрузки либо перемещением устройства для зонной плавки относительно неподвижной загрузки, либо перемещением загрузки относительно неподвижного устройства, либо перемещением устройства и загрузки одновременно. Для установки первого индуктора, а в некоторых случаях и других индукторов устройства и ускорения процесса плавки могут выполняться специальные элементы в загрузке в виде отверстий, канавок и т.п. Первый индуктор 6 устройства для зонной плавки устанавливают либо в отверстие, выполненное в начале загрузки, либо вплотную к торцу загрузки, включают с помощью колодок 7 в цепь источника тока и начинают осуществлять нагрев материала загрузки непосредственно, если он электропроводен, либо наружную электропроводную оболочку 8 индуктора, если материал загрузки неэлектропроводен в твердом состоянии либо обладает малой электропроводностью, вихревыми токами. Расстояние от поверхности индуктирующего провода до материала загрузки, прежде всего в направлении плавящейся поверхности раздела фаз материала, для осуществления прямого нагрева выбирают меньше либо равным одной трети глубины проникновения тока в материал загрузки в твердом состоянии, в этом случае более 50% энергии выделяется непосредственно в материале загрузки в виде джоулева тепла. Для уменьшения передачи энергии в других направлениях, например в направлении затвердевающей поверхности раздела фаз материала, с целью создания оптимальных условий для диффузии примесей либо добавок и отвердевания материала на поверхности раздела фаз, расстояние увеличивают. При перемещении устройства для зонной плавки и загрузки относительно друг друга вдоль оси загрузки в зону интенсивного нагрева индуктора постоянно поступает, нагревается и плавится материал твердой фазы. Многие материалы, например металлы, в расплавленном состоянии имеют удельное электрическое сопротивление в несколько раз больше, чем в твердом состоянии, поэтому глубина проникновения тока в расплавленный материал значительно больше глубины проникновения тока в твердый материал. Вследствие этого в твердом материале загрузки, попадающем в зону нагрева индуктора, количество выделяемой энергии увеличивается. Использование прямого нагрева, помещение источника электромагнитной энергии внутри материала загрузки, перемешивание расплавленного материала электромагнитным полем, возникающими механическими силами и конвекцией, создание однородного состава, снижение интенсивности перемешивания и температуры расплавленного материала вблизи отвердевающей поверхности раздела фаз состояния материала загрузки позволяют повысить: КПД источника энергии, скорость перемещения зон плавки, качество и производительность процесса. Второй и последующие индукторы устанавливают, как правило, на расстоянии, равном удвоенной глубине проникновения тока в расплавленный материал, если его удельное электросопротивление больше, чем твердого материала, либо в твердый материал, если его удельное электросопротивление больше, чем у расплавленного материала. После прохождения загрузки индукторов и охладителей происходит либо очищение материала загрузки от примесей, либо растворение в нем добавок, в зависимости от поставленной задачи, за счет разной растворимости компонентов материала в твердой и жидкой фазах состояния.
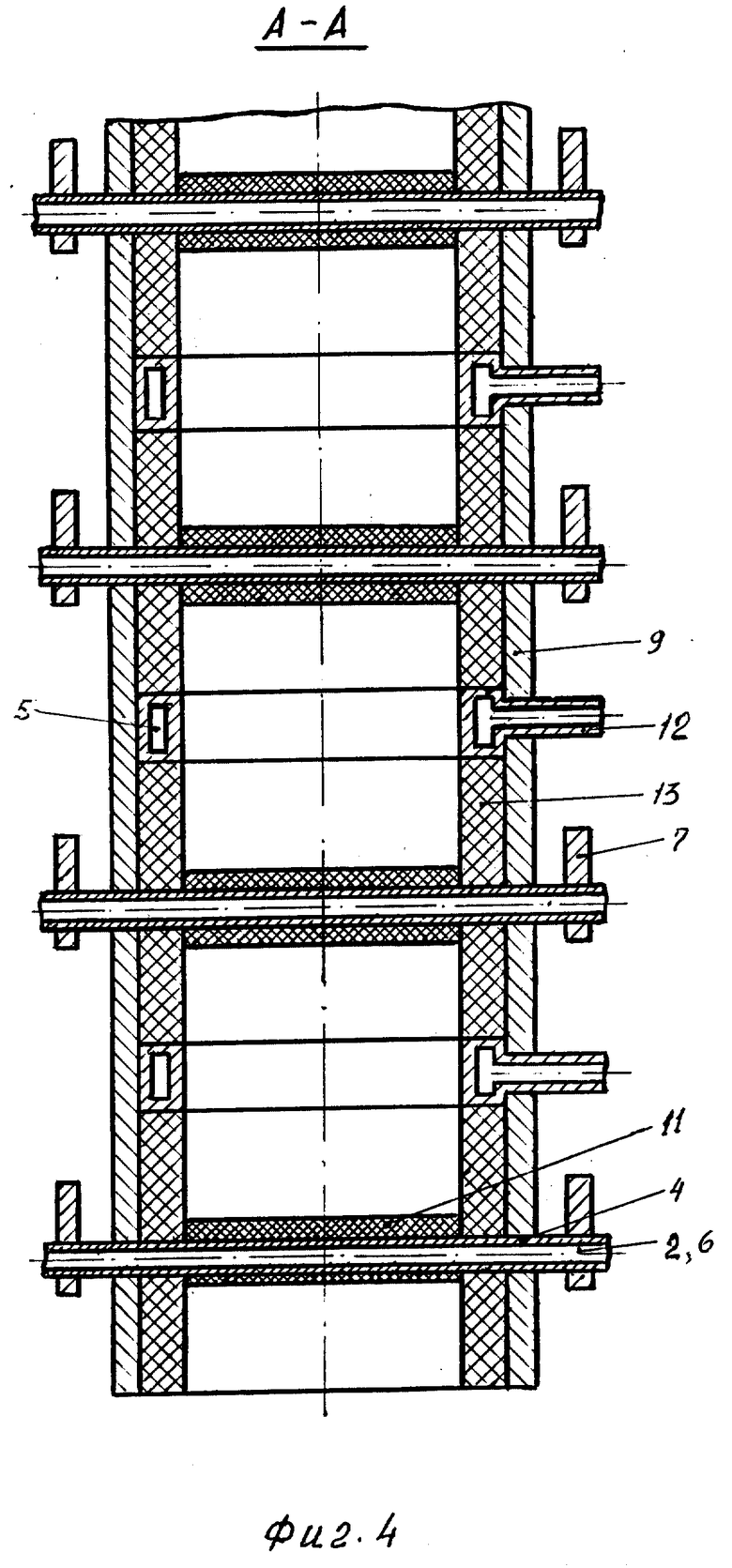
Устройства для зонной плавки имеют различную конструкцию в зависимости от использования в процессах зонной плавки, которые могут осуществлять при вертикальном, горизонтальном и наклонном положениях загрузки, при перемещении загрузки относительно неподвижного устройства, либо при перемещении устройства относительно неподвижной загрузки, либо при одновременном перемещении загрузки и устройства для зонной плавки. Перемещающиеся устройства для зонной плавки содержат индукторы 2 прямого действия, охладители 5, устройства 7 для подключения индукторов к источнику тока, теплоизоляционных накладок 9, так же как и неперемещающееся устройство, имеет наружный контейнер 10, подводящих и отводящих хладагент трубок 12, теплоизносостойких контейнеров 13. Индуктор состоит из охлаждаемого индуктирующего провода 4, электротермостойкой изоляции 11, толщину изоляции для осуществления прямого нагрева выбирают меньше либо равной одной трети глубины проникновения тока в материал загрузки:
δ ≤ 0,35Δ.
Теплоизносостойкие контейнеры 13 изготовляет из материала низкой теплопроводности, нерастворяющегося в расплавленном материале загрузки и невступающего с ним в химические реакции. Устройства для подключения индукторов к источнику тока известны и представляют собой, например, съемные токоподводящие колодки 7 для индукторов с прямолинейным индуктирующим проводом. Теплоизоляционные накладки 9 и наружные контейнеры 10 изготовляют либо однослойные из материала низкой теплопроводности и высокого электросопротивления, либо многослойные. Размеры накладок задают с учетом размеров загрузки, длины зоны плавки и толщины стенок наружного контейнера. Для установки индуктора в накладке выполняют отверстие, размеры которого соответствуют наружным размерам поперечного сечения либо изоляции индуктора, либо индуктирующего провода. В накладках могут быть устроены отверстия для установки трубок 12 охладителя.
На фиг.1 изображена зонная плавка загрузки из неэлектропроводного материала либо материала, обладающего очень низкой электропроводностью, с загрузки и устройства для зонной плавки с наружным контейнером относительно друг друга. На фиг.2 изображена зонная плавка загрузки прямоугольного сечения из электропроводного материала с перемещением устройства для зонной плавки в контейнере относительно неподвижной загрузки. На фиг.3 и 4 изображено перемещающееся устройство для зонной плавки, изображенной на фиг.2.
Зонную плавку свинцовой загрузки прямоугольного сечения перемещающимся устройством осуществляют следующим образом. Пусть сечение загрузки 0,05х0,05 м, плотность свинца 11,3•103 кг/м3, удельное электрическое сопротивление твердого свинца 1,9•10-7Ом•м, удельное электросопротивление жидкого свинца 9,5•10-7 Ом•м, удельная теплоемкость жидкого свинца 150 Дж/(кг•К), удельная теплота плавления свинца составляет 26500 Дж/кг, начальная температура 20oC, температура ведения процесса зонной плавки 400oC. Устройство для зонной плавки имеет индукторы с прямолинейным водоохлаждаемым медным индуктирующим проводом, наружный диаметр которого равен 4 мм, внутренний диаметр - 3 мм, и электротермоизносостойкую изоляцию и корунда марки K, обладающего удельным объемным электросопротивлением, равным 1016 Ом•м при температуре 800oC и температурой огнеупорности 1900oC, двухслойные теплоизоляционные накладки, один слой которых изготовляют из чистой технической меди толщиной, например, 1 мм, а другой в виде обмазки из вспученного перлита, имеющего коэффициент теплопроводности 0,175 Вт/(м•oC) при температуре 400oC, теплоизносостойкие контейнеры, в которые помещают загрузку, изготовляют так же, как и накладки с медным слоем, обращенным во внутрь контейнера. Индукторы включают в цепь источника тока с помощью съемных медных колодок. Глубину проникновения вихревых токов определяют для жидкого свинца, принимая магнитную проницаемость равной 1, при частоте тока 10000 Гц глубина проникновения тока в расплавленный свинец составит 5 мм. Толщину изоляции первого индуктора для осуществления прямого нагрева принимают равной 1,5 мм. На противоположном участке изоляции, направляемом при установке индуктора в сторону отвердевающей поверхности раздела фаз, толщину изоляции принимают равной 4 мм, переход толщин участков изоляции выполняют плавно. Индуктирующий провод вместе с изоляцией имеет размеры поперечного сечения по вертикальной оси 9,5 мм, по горизонтальной - 12 мм. Затем подключают охлаждение индукторов и охладителей, включают первый индуктор в цепь источника тока, нагревают материал загрузки до температуры 400oC и начинают перемещать устройство. При этом расплавленный свинец поступает под охладитель, где его охлаждают до температуры отвердевания, например 320oC, создают поверхность раздела жидкой и твердой фаз свинца, на которой происходит отвердевание свинца и диффузия примесей в расплав, по причине большей растворимости их в жидком свинце. Длина участка зоны плавки составит 20 мм, за час будет расплавлено около 3,65 кг свинца. При работе погруженного индуктора тепловых потерь практически нет, поэтому КПД индуктора будет зависеть в основном от величины электрических потерь в индуктирующем проводе, от расстояния между поверхностью индуктирующего провода и загрузкой, от удельного электрического сопротивления свинца. В данном случае КПД индуктора составит не менее 85%, так как индуктор работает в расплаве, удельное электросопротивление которого в 5 раз больше электросопротивления твердого свинца. Полная мощность первого индуктора составит 180 Вт, ток 200 А, напряжение 1В. Второй и последующие участки зонной плавки создают аналогично первому, с учетом того, что свинец твердой фазы имеет температуру около 320oC и для нагрева его до температуры ведения процесса требуется значительно меньше энергии.
Все режимы зонной плавки определяют эмпирическим путем. Для определения ориентировочных режимов используют известные формулы и решают уравнения теплового баланса.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2093329C1 |
| СПОСОБ ОБРАБОТКИ СКВОЗНЫХ ОТВЕРСТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2089343C1 |
| Способ электрошлаковой сварки и устройство для его осуществления | 1989 |
|
SU1691016A1 |
| СПОСОБ ЗОННОЙ ПЛАВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2244048C2 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ ШВОВ В НИЖНЕМ ПОЛОЖЕНИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2103133C1 |
| Способ сварки и наплавки и устройство для его осуществления | 1988 |
|
SU1622105A1 |
| Способ обработки материалов и устройство для его осуществления | 1990 |
|
SU1773242A3 |
| Способ сварки и наплавки плавлением | 1987 |
|
SU1797543A3 |
| СПОСОБ ЗОННОЙ ПЛАВКИ (ВАРИАНТЫ) | 2003 |
|
RU2240385C1 |
| Способ индукционной пайки | 1980 |
|
SU998029A1 |
Изобретение может быть использовано для получения и очистки материалов. Участки зонной плавки образуют нагревом материала загрузки выше температуры плавления вихревыми токами изнутри загрузки. Благодаря нагреву материала загрузки изнутри создаются хорошие условия для перемешивания расплавленного материала наведенным электромагнитным полем и возникающими механическими силами. Вблизи отвердевающей поверхности раздела фаз создаются оптимальные условия для диффузии примесей. Устройство для зонной плавки содержит контейнер, индукторы и охладители. Процесс осуществляют перемещением устройства относительно загрузки или перемещением загрузки относительно неподвижного устройства. При перемещении устройства и загрузки относительно друг друга происходит перемещение участков зонной плавки и поверхностей раздела фаз. Участки примесей перемещаются на конец загрузки или растворяются в основном материале. Изобретение позволяет расширить технологические возможности зонной плавки и производительность. Улучшается качество перемешивания и однородность состава жидкой фазы. 2 с. и 3 з.п. ф-лы, 4 ил.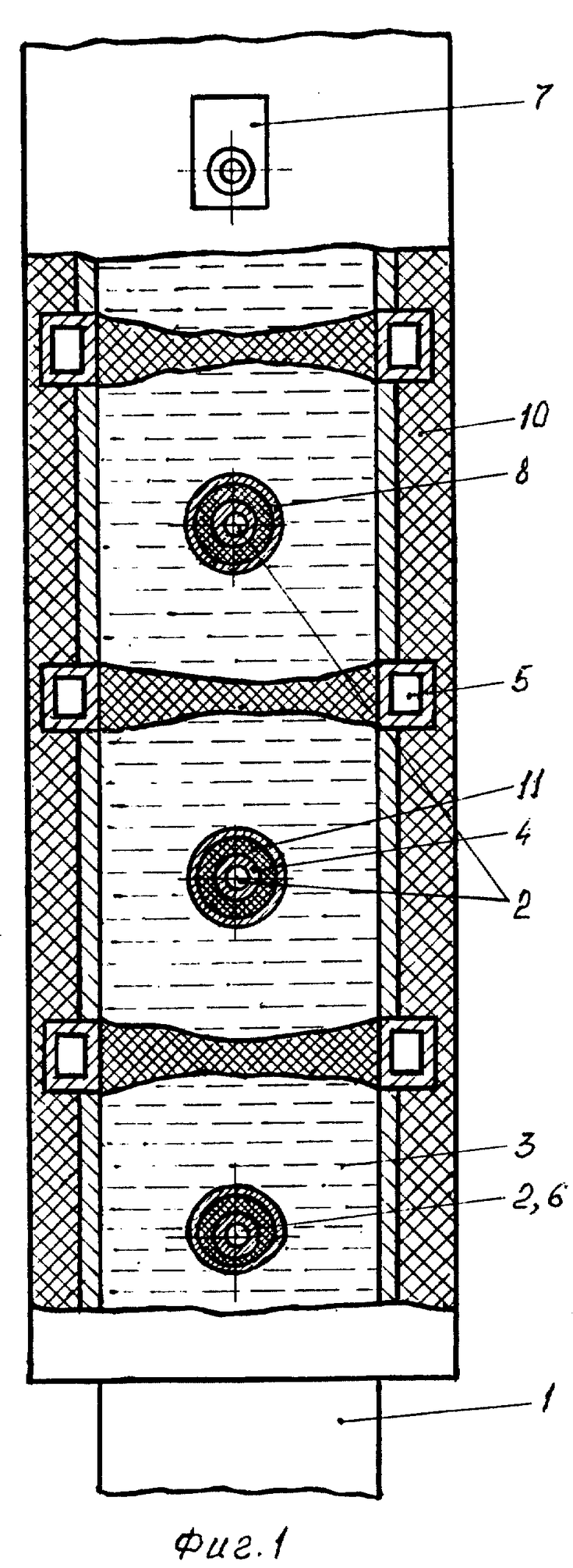
| Пфанн В.П | |||
| Зонная плавка | |||
| - М.: Мир, 1970, с | |||
| Прялка для изготовления крученой нити | 1920 |
|
SU112A1 |
| Способ зонной перекристаллизации металлов и сплавов | 1959 |
|
SU127411A1 |
| НАГРЕВАТЕЛЬ СОПРОТИВЛЕНИЯ | 0 |
|
SU165311A1 |
| ВЫСОКОЧАСТОТНАЯ УСТАНОВКА ДЛЯ ЗОННОЙ ПЛАВКИ | 0 |
|
SU284203A1 |
| DE 3428604 A1, 13.02.86. | |||
