Агрегаты для непрерывного крашения, промывкл и тканей в расправку, включающие в себя плюсовку, запарной аппарат, промывную машину и сушильное устройство, известны.
Предлагаемый агрегат позволяет ускорить процесс крашения и улучни1ть окраску ткани при высокотемпературном режиме.
С этой целью перед запарным аппаратом агрегата монтирован метал.тогндравличвский затвор известной конструкции, сообщаюш.ийся крайней к запарному аппарату полостью, расположенной над расправленным металлом, с полостью рабочей камеры запарного аппарата.
Запарной аппарат с горизонтальной рабочей камерой, снабжен вверх}- и вЕгизу направляюп,ими роликами для ткани; верхние ролики являются приводными, а нижние накатными.
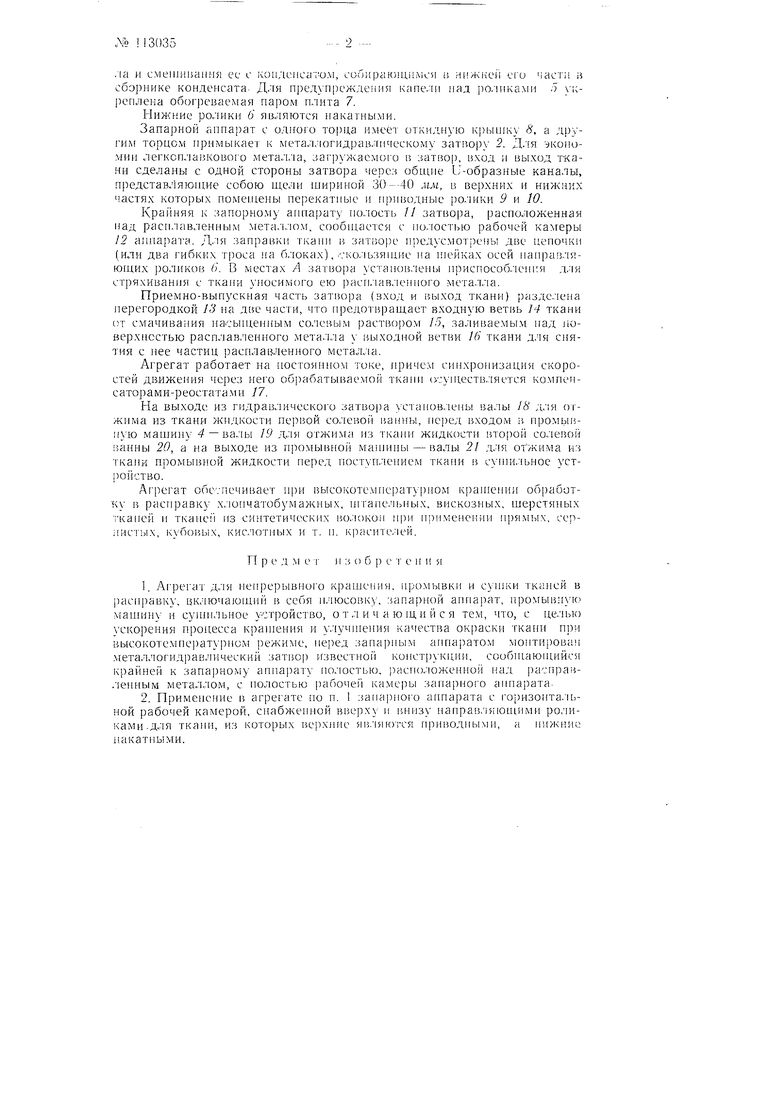
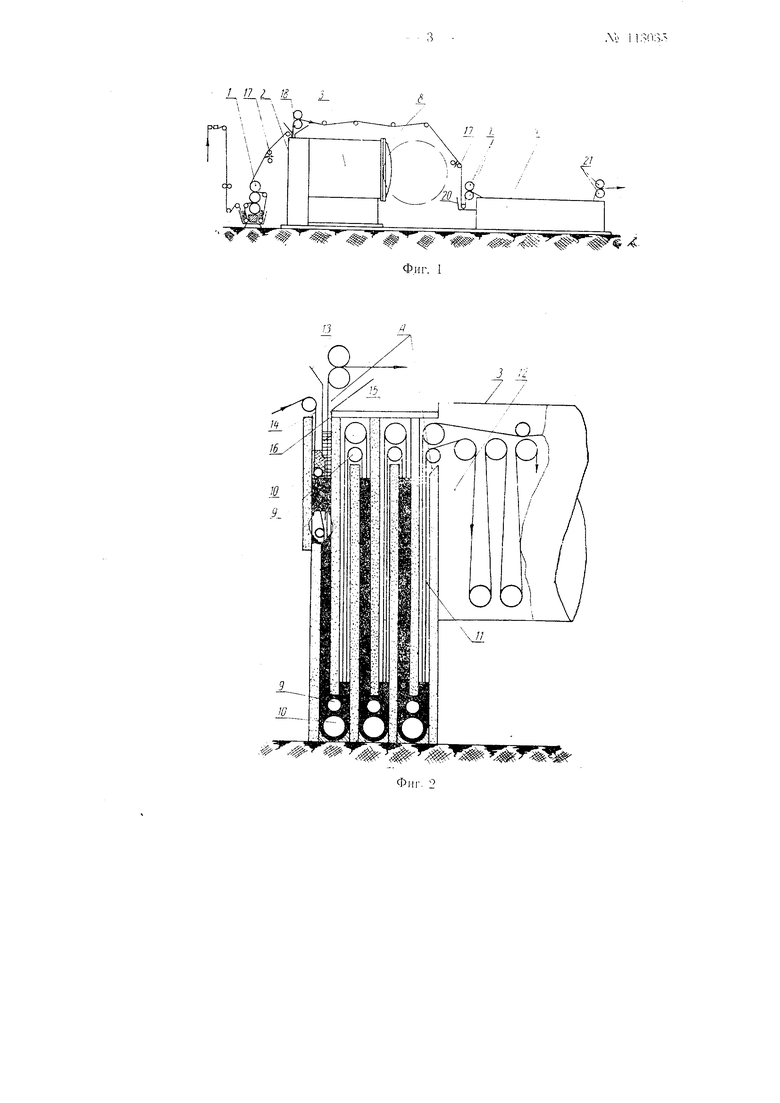
На фиг. 1 изображена схема агрегата; на фиг. 2- схема металлогидравлического затвора, пристроенного к запарному аппарату; на фиг. 3- схема запарного аппарата в продольном 11азрезе.
Агрегат состоит из пос,1едовательно расположенных по ход} обработки ткани трехвальной плюсовки /, метал.югидравлического затвора 2, запарнсго аппарата 3, промывной машины 4 и сушильного устройства (на схеме не показано).
Запарной аппарат представляет собою цилиндрический к;отел с горизонтальной рабочей камерой, в верхней части которой монтированы направляющие ролики 5, а в нижней направляющие ро.чики 6. Ролики 5 являются приводными и получают враиление через цепную передачу, размещенную внутри .
Привод роликов 5 осуществлен через удлиненную ось одного из них, пропуще ную наружу через сальник в стенке котла. Подшипники всех роликов 5 становлены внутри рабочей камеры, причем смазка их осуществляется принудительно от пресс-масленки. Под подип1ипикам; расположены желоба для предотвращения попадания смазки на .стенки кот.la и c.vieiuHBaii -i5i ее с коадсисаром, собирающимся в нижкен его части и сборнике конденеата- Для предупреждения капелп иад ро.миками 5 у:;реплеиа обогреваемая паром плита 7.
Нижние ро.лики 6 являются накатиыми.
Запарной аппарат с одного торца имеет откидпую крыии у S, а другим торцом примыкает к металлогидрав.тпческому затвору 2. Д/гя экономии легкоплавкового метал.та, аагружаемо|-о в затвор, вход и выход ткани сделаны с одной стороны затвора через общие U-образные каналы, п)едставляюише собою щели шириной 30--40 мм, в ве)хних и нижних частях которых пометены перекатные и приводные юлики 9 и 10.
Крайняя к запорному агитарату по.лоеть // затво|)а, расположенная над расплавленным мета.тлом, сообщается с полостью рабочей камеры 12 апнарата. Для заправки ткани к затворе нредусмот епы две цепочки (или два гибких троса на б.токах), .ко.тьзяпхие на Н1ейках осей папраг5.тяющих роликов 6. В местах /1 затвора устапов.тены приспоеоб.те1п;я д.тя ст 1яхивания с ткани уносимого ею расп.тав.тенного метал.та.
Приемно-выпускная часть затвора (вход и выход ткани) ;)азде.тена перегородкой 13 па две части, что предотвраи ает входную ветвь 14 ткани с;т смачивания на:ьнценным солевым раст1К))ом 15, заливаемым над поверхностью раеплав.ченного мета,1ла у 1 ыходной ветви 16 ткани д.чя снятия с нее частиц расплавленного метал.та.
Агрегат работает на постоянном токе, причем синхронизация скоростей движения че)ез него обрабатываемой ткапн (у:уп1,еств.: яется комненеато 1ами-реостатами 17.
На выходе из гидравлического затвора усгаиов.тены валы 18 д,;1я отжима из ткани жидкости иервой со.тевой ванны, перед входо.м , иромьпь пую машину 4 - ва.лы 19 д.ля отжима из ткаии жидкости шорой со.левой 5аннь 20, а на выходе из нромывной - 21 д.ля отжима из ткани промывной жидкости перед ностун.леиием ткани в суищ.льное устройство.
Агрегат обслшчивает при высокотемпературном Kpanieiiiui обработку в раеправку х.лопчатобумажиых, иггане.льных, вискозных, шерстяных тканей н ткане: из синтетических во.локон при нрименеи п- трямых, серiiHCTbix, кубо15ых, кислотных и т. н. красите.лей.
П р е д м е л- и , о б р с т е ни я
1.А|регал для иепрерывного крашения, промывки и суи1ки тканей в |)аснравку, включающнй в себя плюсовку, запарной аппарат, промыв;1ую машину н сун1ильное устройство, отличающийся тем, что, с целью скорения процесса крашения и у.лучнгения качества окраски ткани п)и высокоте.мпературиом { ежиме, иеред запариым аппаратом монти1)ова)1 .(етал,1огидрав.лический затвор известно констр л ции, сообн1аюни-1Йся крайней к заца Гг1ому аппарату по.лоетью, раег1о.ложеииой над |)а:прав.ленным металлом, с полостью рабочей каме|)ы запарного аннарата.
2.Применение в агрегате по н. 1 3aiiapnoio аппарата с горизонта.льной рабочей камерой, снабженной вверху и i5Hii3y нанрав.ляющими ро.ликами.Д.ля ткани, из которых isepxin-ie Я15.ляк)тся приводиыми, а иижние накатными.
Д ILL. is
рек,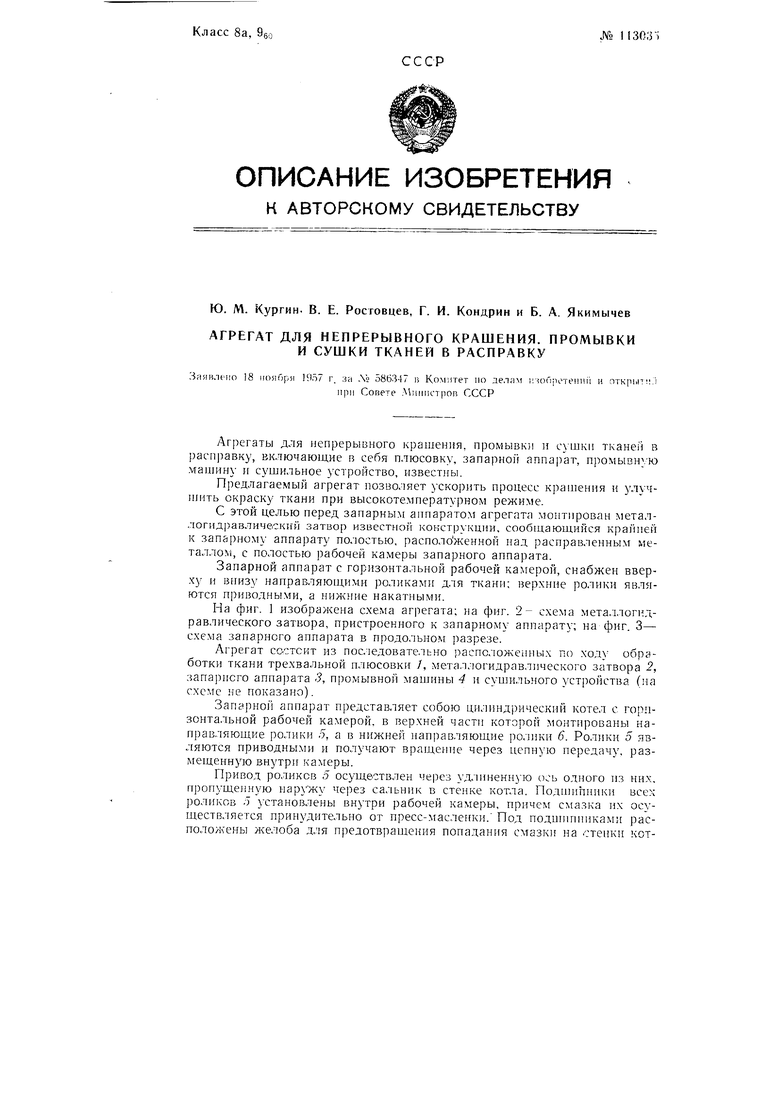
| название | год | авторы | номер документа |
|---|---|---|---|
| Аппарат для непрерывного крашения волокнистого материала | 1960 |
|
SU139290A1 |
| Проходной аппарат для жидкостной обработки тканей в расправленном виде | 1960 |
|
SU134248A1 |
| Аппарат для промывки ткани в расправленном виде | 1957 |
|
SU112273A1 |
| МЕТАЛЛОГИДРАВЛИЧЕСКИЙ ЗАТВОР | 1957 |
|
SU110056A1 |
| СПОСОБ КРАШЕНИЯ ЦЕЛЛЮЛОЗОСОДЕРЖАЩЕГО ТЕКСТИЛЬНОГО МАТЕРИАЛА | 2010 |
|
RU2432426C1 |
| СПОСОБ НЕПРЕРЫВНОГО КРАШЕНИЯ ЦЕЛЛЮЛОЗОСОДЕРЖАЩЕГО ТЕКСТИЛЬНОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
RU2050427C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПОДГОТОВКИ ВИСКОЗНЫХ ШТАПЕЛЬНЫХ ТКАНЕЙ | 1993 |
|
RU2037588C1 |
| Аппарат непрерывного действия для отварки, крашения и т.п. обработок ткани в расправленном виде | 1956 |
|
SU105515A1 |
| Способ заварки камвольных тканей и устройство для его осуществления | 1990 |
|
SU1724756A1 |
| ФИЛЬТР РУКАВНЫЙ ДЛЯ ОЧИСТКИ ВОЗДУХА ОТ МЕХАНИЧЕСКИХ ПРИМЕСЕЙ | 1999 |
|
RU2144415C1 |
гг
QfaooooooooQpQp
ХУо
о о JO OOOOOOODOC
