Известен металлогидравлический затвор для аппаратов высокотемпературного крашения и термической обработки тканей, состоящий из последовательно расположенных на входе и выходе аппарата V-образных сообщающихся между собою каналов, содержащих легкоплавкий расплавленный металл.
Предлагаемый металлогидравлический затвор, по сравнению с известным, позволяет интенсифицировать процесс обработки тканей при повышенном давлении пара. Для этой цели полости каналов над расплавленным легкоплавким металлом заполняют сжатым воздухом или инертным газом.
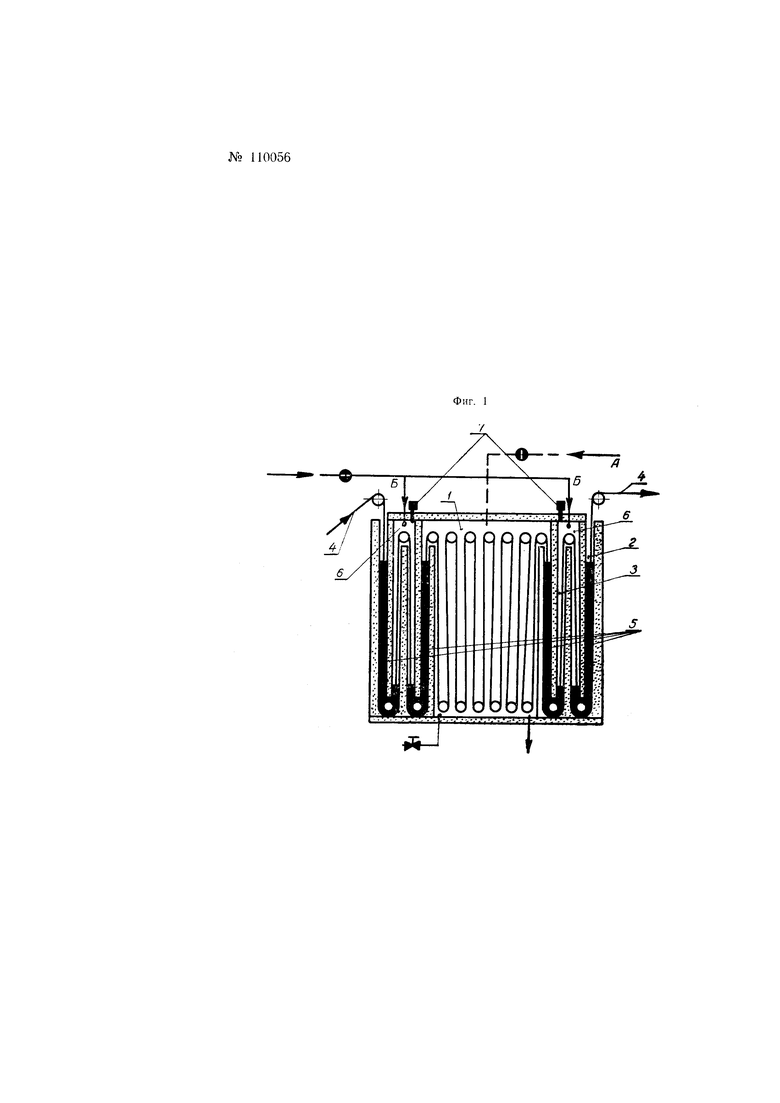
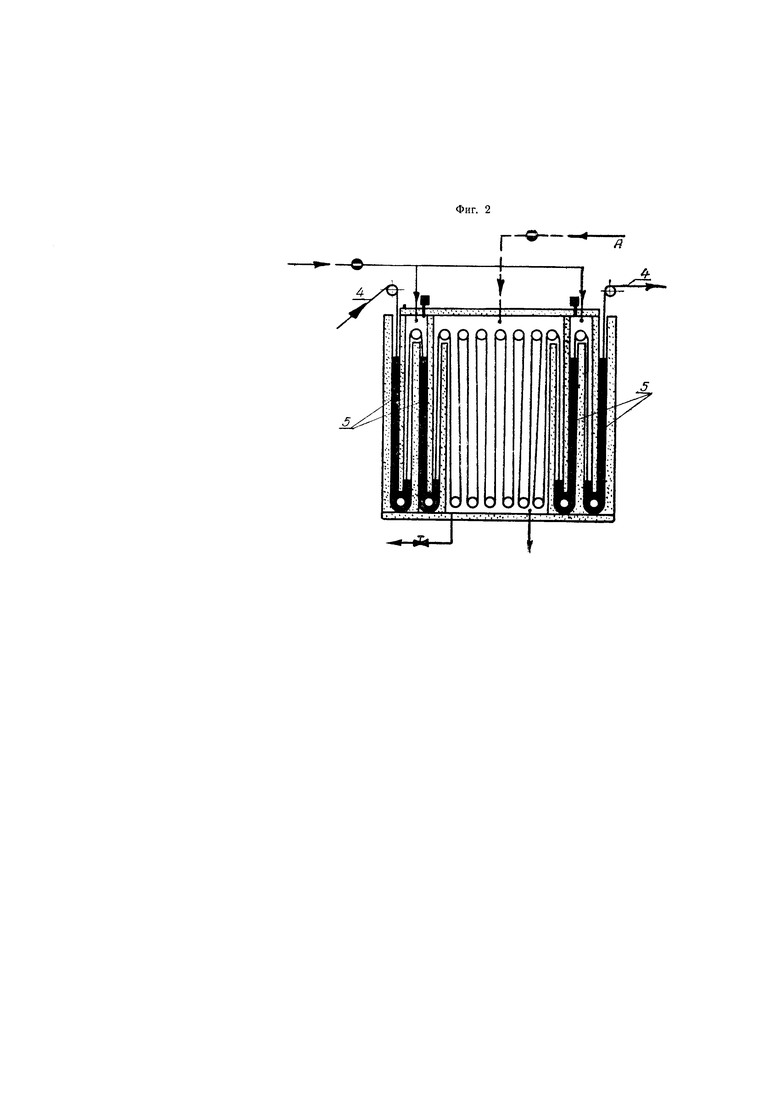
На фиг. 1 и 2 изображена схема аппарата высокотемпературного крашения и термической обработки ткани с описываемым металлогидравлическим затвором.
На входе и выходе аппарата с обеих сторон его паровой камеры 1 имеются последовательно расположенные каналы 2 к 3 V-образной формы, сообщающиеся соответственно между собою.
Заправка ткани 4 производится через герметически закрывающиеся люки каналов (на чертеже не показаны).
После заправки ткани в камеру 1 в направлении стрелки А подводят пар под давлением 3 атм.
Каналы заполняют расплавленным легкоплавким металлом 5 состава, например, свинец - 26,8%; олово - 13,2%; кадмий - 9,4%; висмут - 50,6%.
В полости 6 каналов над расплавленным металлом впускают сжатый воздух или инертный газ под давлением 1,5 атм в направлении стрелок Б, после чего расплавленный металл занимает положение, указанное на фиг. 1.
При перемещении металла в полости 6 лишний объем сжатого воздуха вытесняется через предохранительные клапаны 7, отрегулированные на давление в 1,5 атм, и расплавленный металл занимает положение, изображенное на фиг. 2, после чего начинают технологический процесс обработки ткани.
Давление пара в камере 1, равное 3 атм, уравновешивается давлением сжатого воздуха в полостях 6 и давлением веса столба расплавленного металла.
| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегат для непрерывного крашения, промывки и сушки тканей в расправку | 1957 |
|
SU113035A1 |
| Гидравлический затвор для аппаратов высокотемпературного крашения и термической обработки тканей | 1958 |
|
SU120830A1 |
| УСТРОЙСТВО ДЛЯ ДИФФУЗИОННОЙ МЕТАЛЛИЗАЦИИ В СРЕДЕ ЛЕГКОПЛАВКИХ ЖИДКОМЕТАЛЛИЧЕСКИХ РАСТВОРОВ | 2009 |
|
RU2423546C1 |
| Устройство для диффузионной металлизации в среде легкоплавких жидкометаллических растворов | 2021 |
|
RU2767108C1 |
| Лабораторный проходной аппарат для крашения и отделки лент ткани или пряжи под давлением | 1962 |
|
SU152231A1 |
| Способ получения карбидкремниевого войлока | 2021 |
|
RU2758311C1 |
| УСТРОЙСТВО ДЛЯ ДИФФУЗИОННОЙ МЕТАЛЛИЗАЦИИ В СРЕДЕ ЛЕГКОПЛАВКИХ ЖИДКОМЕТАЛЛИЧЕСКИХ РАСТВОРОВ | 2012 |
|
RU2521187C2 |
| ОТЛИВКИ В ЭЛЕКТРОМАГНИТНОЙ ФОРМЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2008 |
|
RU2402405C2 |
| Устройство для заполнения труб легкоплавким наполнителем | 1976 |
|
SU656699A1 |
| Способ крашения текстильных материалов из полиэфирных или триацетатных волокон | 1975 |
|
SU576057A3 |
Металлогидравлический затвор для аппарата высокотемпературного крашения и термической обработки тканей, состоящий из последовательно расположенных на входе и выходе аппарата V-образных сообщающихся между собой каналов, содержащих легкоплавкий расплавленный металл, отличающийся тем, что, с целью интенсификации процессов обработки тканей при повышенном давлении пара, полости каналов над расплавленным легкоплавким металлом заполняют сжатым воздухом или инертным газом.
