&0
о
1 . Изобретение относится к неразрушающему контролю изделий, предназ начено для дефектоскопии изделий из полимерных материалов и может быть применено в машиностроении и других отраслях промьгашенности. Известен велосиметрический способ неразрушающего контроля дефектов типа отслоение и неприклей в многослойных конструкциях, заключающийся в том, что на поверхность контролируемого объекта воздействую механическим вибратором, находящимся в непосредственном контакте с поверхностью изделия, что приводит к возбуждению в изделии упругих колебаний, регистрируемых другим прео разователем, имеющим непосредственный контакт с поверхностью изделия расположенным на определенном базовом расстоянии от вибратора. Дефект идентифицируется по изменению скоро ти распространения волн Лэмба J , Недостатком способа неразрушакще го контроля является снижение чувствительности контроля в связи с уменьшением коэффициента передачи упругих колебаний от твердотельного механического вибратора к объекту контроля по мере уменьшения модуля упругости контролируемого материала что наблюдается, например, при конт роле изделий из пенополиуретанов. Известен импедажный способ нераз рушающего контроля, при реализации которого используют пьезовибратор и пьезопреобразователь, связанный через усилитель и систему фильтров с регистрирующим прибором, контроли рующим амплитуду сигнала на фиксированной частоте, по которой судят наличии дефекта 2j . Недостатком устройства является снижение чувствительности контроля по мере уменьшения модуля упругости контролируемого материала, что объя няется влиянием на процесс возбужде ния и измерения упругих колебаний в объекте контроля демпфирующего воздействия измерительного преобразователя. Наиболее близким техническим решением к предлагаемому является эле трогазодинамический способ неразру- тающего контроля, заключающейся в одновременной деформации изделия при помощи импульсов давления сжато го воздуха, сформированных в фикси0рованном зазоре между ударной трубой с расположенным соосно с ней кольцевым потенциальным электродом и поверхностью полимерного материала и измерения напряжения, индуцированного на потенциальном электроде. Принцип работы способа основан на возбуждении импульсами дадления воздуха упругих колебаний в приповерхностных областях изделия в условиях действия электрического поля, возбуждаемого потенциап1 ным электродом, соединенным источником нйпряже ния. При- этом исследуемое изделие несет на поверхности поляризационный заряд с плотностью G Смещение поверхности изделия за счет воздействия импульсов давления проис:ходит вблизи кольцевого потенциального электрода, что приводит к возбуждению на нем переменного электрического сигнала, регистрируемого измерительным прибором, и являкядегося носителем информации о наличии дефек- . тов L3j.. Недостатком известного.способа. неразрушающеГо контроля является низкое значение плотности поляризационных зарядов возбуждаемых на поверхности контролируемого покрытия потенциальным кольцерым злек 1-5 мк , что сни тррдом v-pov жает чувствительность способа контроля по мере увеличения толщины контролируемых покрытий и глубины залегания дефектов. Цель изобретения -повышение чувствительности способа контроля путем расширения диапазона глубины залегания регистрируемых дефектов. Поставленная цель достигается тем, что в злектрогазодинамическом способе контроля дефектов в полимер- , ных материалах,подверженных электризации, заключающемся в одновременной деформации изделия при помощи импульсов давления сжатого воздуха, сформированных в фиксированном зазоре между ударной трубой с расположенным соосно с ней потенциальным электродом и поверхностью полимерного материала, и измерении .напряжения, индуцированного на потенциальном электроде, изделие перед измерением напряжения на потенциальном электроде подвергают дополнительной деформации импульсами давления в диапазоне 1-8 кг/см, а измерение напряжения на потенциальном электроде
3n
проводят не менее чем через 2 мин после прекращения дополнительной -деформации.
При этом в объекте контроля в зоне залегания дефектов возбуждают . распределенный по поверхности электрический заряд с плотностью величина которой значительно вьше, чем плотлость поляризованных зарядов Gf,Q(, . Это достигается следующим образом. Перед проведением операций неразрушающего контроля поверхность изделия подвергают дополнительной деформации, например пневмовибрато- ром, таким образом, чтобы в зоне залегания дефектов произошло соприкосновение слоев материала, разделенных дрфектом. В результате этого происходит контактная электризация внутренней стороны изделия, обращенной к дефекту. При этом на поверхности покрытия формируется электрический заряд с плотностью порядка 200-500 мк Кл/м , который нейтрсшизуют путем вьщержки изделия в воздухе в течение не менее 2 мин. Внутренняя сторона изделия, обращенная к дефекту, не взаимодействует с окружающей средой, поэтому электрический заряд на ней имеет время жизни в 30-50 раз больше по сравнению с зарядом на поверхности и вели.чина .его в 1фоцессе измерения меняется незначительно. Таким образом, создается электростатическое изображение дефекта, выявление которого .осуществляется импульсами давления сжато;го воздуха, формируемыми в ударной трубе, расположенной соосно с кольцевым электродом. Смещение покрытия в зоне дефекта приводит к смещению слоя материала, несущего электрический заряд, что создает электрические импульсы на кольцевом потенциальном электроде, являющиеся информативным сигналом.
Экспериментальные данные показывают, что для нейтрализации заряда на поверхности после окончания дополнительной; деформации требуется не более 2 мин, в то время как заряд на внутренней поверхности дефекта регистрируется в течение нескольких часов.
Нижняя граница диапазона давлений дополнительной деформации определяется началом стадии соприкосновения слоев материала, разделенных дефектом, а верхнее значение ограничено
07904
режимом линейной деформации образ ца. .
. На фиг. 1 показанаоперация дополнительной деформации; на фиг. 2 -
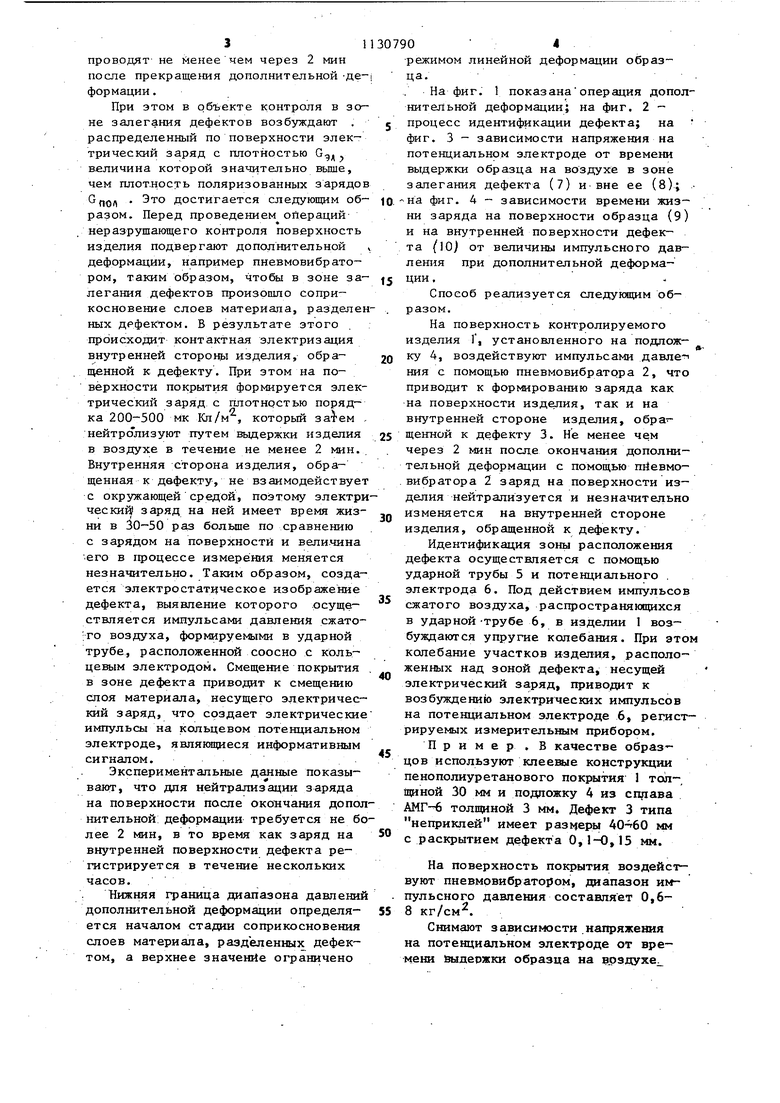
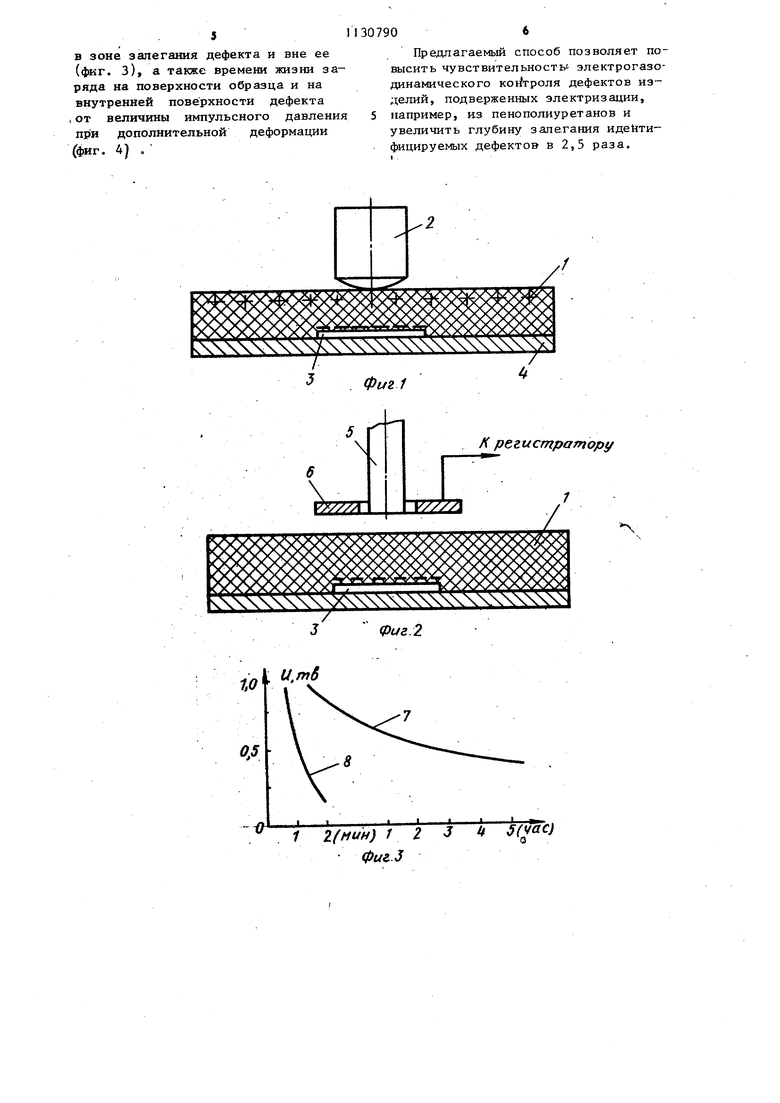
5 процесс идентификации дефекта; на фиг. 3 - зависимости напряжения на потенциальном электроде от времени выдержки образца на воздух е в зоне залегания дефекта (7) и-вне ее (8);
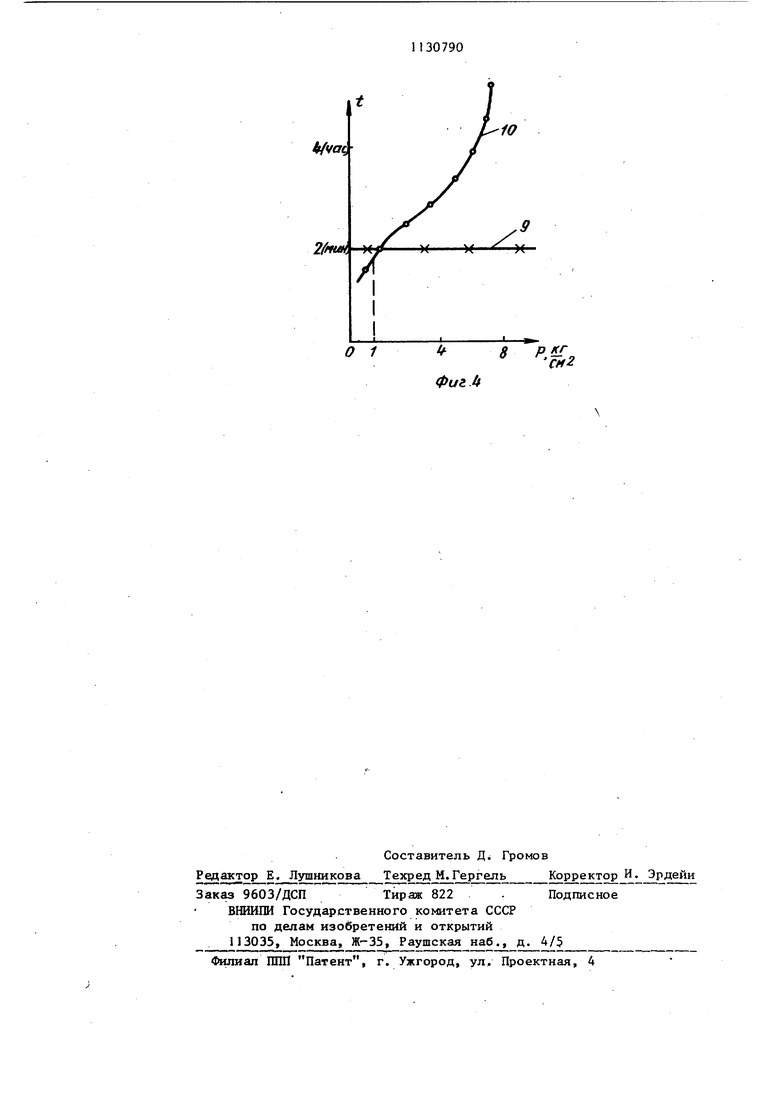
0.-на фиг. 4 - зависимости времени жизни заряда на поверхности образца (9) и на внутренней поверхности дефекта (Ю) от величины импульсного давления при дополнительной деформа5 ции,.
Способ реализуется следугацим образом.
На поверхно.сть контролируемого изделия 1, установленного на подлож-
Q ку 4, воздействуют импульсами давле ния с помощью пневМОвибратора 2, что приводит к формированию заряда как на поверхности изделия, так и на внутренней стороне изделия, обра-
5 щенной к дефекту 3. Не менее чем
через 2 мин после окончания дополнительной деформации с помощью пйевмо.вибратора 2 заряд на поверхности изделия нейтрализуется и незначительно
Q изменяется на внутренней стороне изделия, обращенной к дефекту.
Идентификация зоны расположения дефекта осуществляется с помощью ударной трубы 5 и потенциального . электрода 6. Под действием импульсов сжатого воздуха, распространяющихся в ударной-трубе 6, в изделии 1 возбуждаются упругие колебания. При этом колебание участков изделия, расположенных над зоной дефекта, несущей электрический заряд, приводит к возбуждению электрических импульсов на потенциальном электроде 6, регистрируемых измерительным прибором.
П р и м е р , В качестве образцов используют клеевые конструкции пенополиуретанового покрытия 1 толщиной 30 мм и подложку 4 из сплава АМГ--6 толщиной 3 мм. Дефект 3 типа неприклей имеет размеры мм
с раскрытием дефекта О,1-0,15 мм.
На поверхность покрытия воздействуют пневмовибратором, диапазон импульсного давления составляет 0,68 кг/см.
Снимают зависимости.напряжения на потенциальном электроде от времени выдержки образца на воздухе
в зоне залегания дефекта и вне ее (фкг. 3), а также времени жизни заряда на поверхности образца и на внутренней поверхности дефекта ,от величины импульсного давления при дополнительной деформации (фиг. 4) ,
Предлагаемый способ позволяет повысить чувствительность - злектрогазодинамического ко1 троля дефектов изделий, подверженных злектризации, например, из пенополиуретанов и увеличить глубину залегания идеИтифицируемых дефектов в 2,5 раза.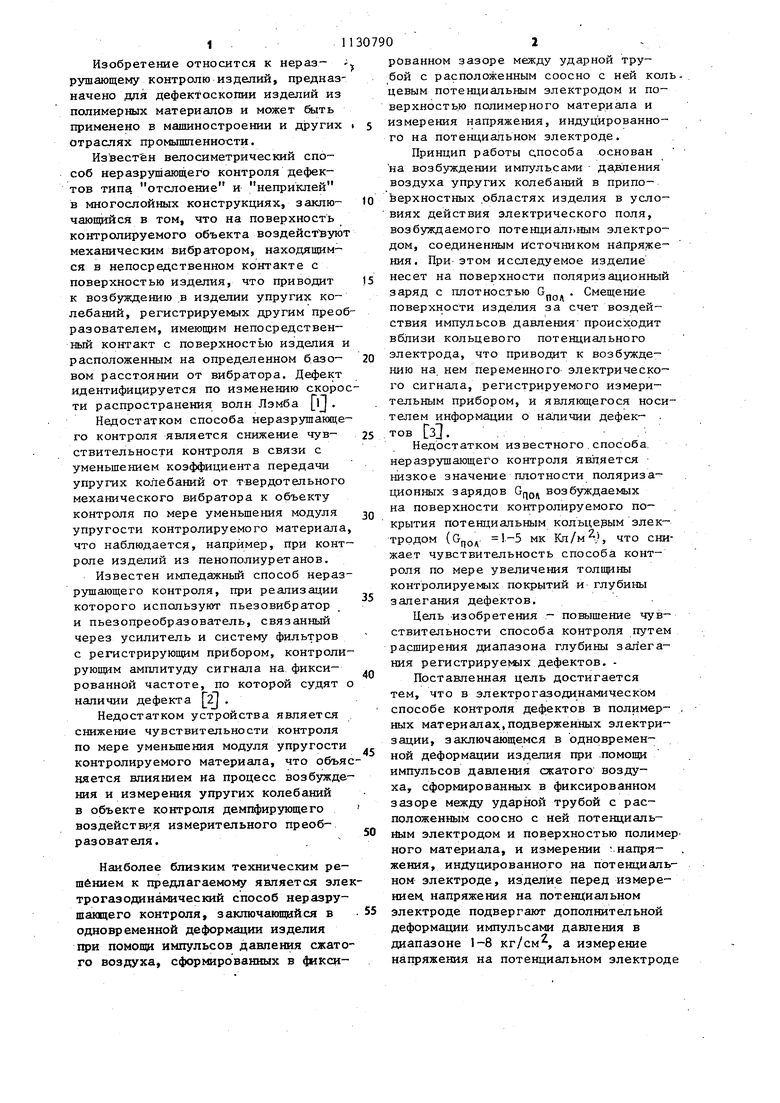
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДЛЯ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ МНОГОСЛОЙНЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1998 |
|
RU2168722C2 |
| Акустический способ неразрушающего контроля качества изделий из многослойных материалов | 1987 |
|
SU1516962A1 |
| ПЕРВИЧНЫЙ ПРЕОБРАЗОВАТЕЛЬ УДАРНО-АКУСТИЧЕСКОГО ДЕФЕКТОСКОПА | 1998 |
|
RU2164023C2 |
| УДАРНО-АКУСТИЧЕСКИЙ ДЕФЕКТОСКОП | 1998 |
|
RU2167419C2 |
| Способ резистивного неразрушающего контроля | 2019 |
|
RU2731030C1 |
| Иммерсионный способ ультразвукового контроля изделий | 1983 |
|
SU1144047A1 |
| Способ ультразвукового контроля изделий | 2016 |
|
RU2622459C1 |
| Способ определения структурных характеристик изделий из полимерных композиционных материалов и устройство для его осуществления | 2023 |
|
RU2809932C1 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ ТЕРМОТОМОГРАФИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2686498C1 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ УЗЛОВ ТЕЛЕЖЕК ЖЕЛЕЗНОДОРОЖНЫХ ВАГОНОВ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2011 |
|
RU2480741C1 |
ЭЛЕКГРОГАЗОДИНАШЧЕСКИЙ СПОСОБ КОНТРОЛЯ ДЕФЕКТОВ В ПОЛИМЕРНЫХ МАТЕРИАЛАХ, подверженных электризации, заключающийся в одновременной деформации изделия при помощи импульсов давления сжатого воздуха. сформированных, в фиксированном зазоре между ударной трубой с расположенным соосно с ней кольцевым потенциальным электродом и поверхностью полимерного материала, и измерении напряжения, индуцированного на потенциальном злектроде, отличающийся тем, что, с целью повышения чувствительности способа контроля путем расширения диапазона глубины залегания регистрируемых дефектов, изделие перед измерением напряжения на потенциальном электроде подвергают дополнительной деформации импульсами давления в диапазоне 1-8 кг/см, a измерение наi пряжения на потенциальном злектроде (Л проводят не менее чем через 2 мин после прекращения дополнительной деформации .
Л
и,т6
1,0
0.5
1 2/мин) Г 2 4 5(vac) фигЗ
10
8 P f
1
°СМ2
Фиг. Л
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| 0 |
|
SU161564A1 | |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Бесконтактный электрогазодинамический способ акустической дефектоскопии.- Дефектоскопия, 1976, № 4, с | |||
| Способ получения нерастворимых лаков основных красителей в субстанции и на волокнах | 1923 |
|
SU132A1 |
| . | |||
