Изобретение относится к производству химических волокон и может быть использовано для контроля процесса формования комплексной нити из рас плава полимера на прядильной машине,
Известен способ контроля процесса формования комплексной нити из расплава полимера путем измерения режимного параметра процесса, оценки однородности свойств элементарных нитей в сечении комплексной нити по измеренному параметру, по характеру отклонения которого от задания измеряют соответствующий технологический параметр 11 .
Недостатком этого способа является низкая оперативность контроля применительно к комплексным нитям, для которых требуется последовательное измерение режимного параметра каждой элементарной нити в сечении комплексной нити.
Цель изобретения - повьппение оперативности контроля.
Указанная цель достигается тем, что согласно способу контроля процесса формования комплексной нити из расплава полимера путем измерения режимного параметра процесса, оценки однородности свойств элементарных нитей в сечении комплексной нити по iизмеренному параметру, по характеру отклонения которого от задания измеряют соответствующий технологический параметр, комплексную нить освещают в месте подачи обдувочного воздуха лучом света от точечного источника света, а в качестве режимного параметра выбирают зону разброса точек на эо ементарных нитях, отражающих свет от действия на них луча света.
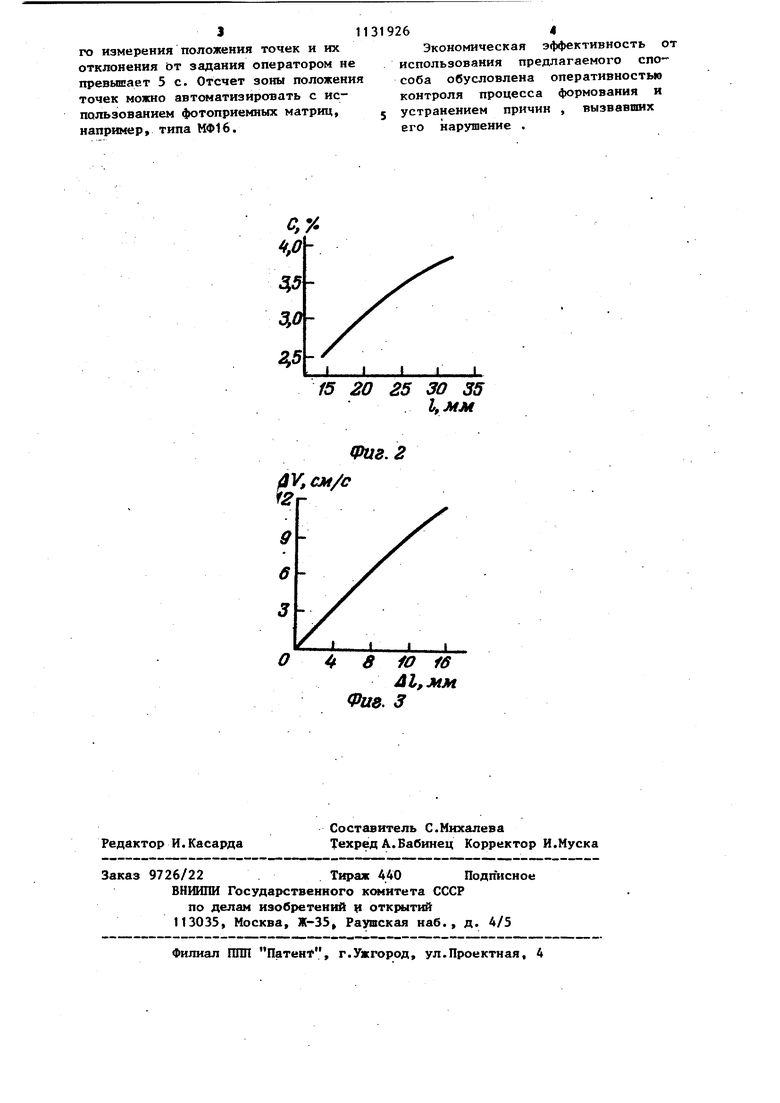
На фиг. 1 изображена схема процесса формования комплексной нити из расплава полимера с ходом лучей от точечного источника света на фиг. 2зависимость коэффициента вариации диаметров элементарных нитей в сечении комплексной евежесформованной нити от величины зоны разброса точек на элементарных нитяхJ на фиг. 3 зависимость величины отклонения зоны разброса точек от задания от амплитуды пульсации охлаждающего потока воздуха.
Способ контроля осуществляют еледующим образом.
После выхода из фильтра 1 в зоне подачи обдувочного воздуха комплексную нить 2 освещают лучом света от точечного источника 3 света. Операцию измерения осзгществляет оператор, глаз которого находится в точке 4. Зону положения точек на элементарных нитях отсчитывают с помощью измерителя 5 линейных размеров, помещенного около формуемой нити.
Допустимую величину зоны разброса точек на элементарных нитях, отражающих свет от действующего на них луча света, устанавливают опытным путем для каждого ассортимента волокна и используемого прядильного оборудования, из условия однородности свойств элементарных нитей в сечении ко1 плексной нити.
По смещению точек, отражающих свет, на нити относительно допустимой величины зоны разброса точек судят о нарушении технологического режима формования и необходимости контроля соответствующего технологического параметра.
Так, при постоянном отклонении точек на элементарных нитях вверх от допустимой зоны разброса контролируют забивание фильерных отверстий, обусловливающее уменьшение диаметра эле-; ментарных нитей.
Если точки, отражающие свет, на элементарных нитях периодически смещаются вверх и вниз за допустимую зону разброса точек, то необходимо контролировать пульсацию охлаждающего воздуха. При этом значительный разброс точек относительно допустимой зоны Вызван существенной величиной пульсации охлаждающего воздуха.
Наличие эпизодических смещений точек на нитях вниз от допустимой зоны разброса определяют невытянутые участки или склеивание элементарных нитей.
В качестве примера для поликапроамидной нити линейной плотности 5 текс оценка однородности диаметров элементарных нитей С, % в сечении комплексной нити по. величине зоны разброса точек (t, мм) приведена на фиг. 2, а на фиг. 3 представлена зависимость величины отклонения зоны разброса точек от задания ( U €, мм) от пульсаций охлаждающего воздуха ( uV, см/с).
Аппаратурно способ реализуется установкой в зоне обдува комплексной нити точечного источника света, в качестве которого может быть лампа накаливания типа РН8-20. Время одного измерения положения точек и их отклонения От задания оператором не превышает 5 с. Отсчет зоны положения точек можно автоматизировать с использованием фотоприемных матриц, например, типа МФ16. 113 1926 Экономическая эффективность от использования предлагаемого спо соба обусловлена оперативностью контроля процесса формования и 5 устранением причин , вызвавших его нарушение .
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля процесса формования нитей из расплава полимера | 1978 |
|
SU771204A1 |
| Способ управления процессом формования химических нитей | 1978 |
|
SU931832A2 |
| Способ контроля неравномерности подачи расплава полимера через отверстия фильеры | 1984 |
|
SU1227725A1 |
| Способ контроля технологического процесса получения химических нитей | 1976 |
|
SU613237A1 |
| Способ контроля процесса получения химических волокон из расплава полимера | 1977 |
|
SU705339A1 |
| Устройство для контроля температуры комплексной нити на прядильной машине | 1989 |
|
SU1730230A1 |
| Способ контроля процесса влагопоглощения материала | 1988 |
|
SU1624069A1 |
| ФОРМОВОЧНОЕ УСТРОЙСТВО | 1995 |
|
RU2132418C1 |
| Способ управления процессом формования нити из расплава полимера | 1985 |
|
SU1346704A1 |
| Устройство для регулирования натяжения свежесформованной нити | 1978 |
|
SU918343A1 |

/ / //
,0
45
0 45
15 20 25 30 35 1,мм
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
